点焊结构胶在白车身制造中的应用
2015-11-12高海鹏胡志龙王晓宁
高海鹏,胡志龙,王晓宁
(1.长城汽车股份有限公司整车事业部 河北 保定 071000;2.长城汽车股份有限公司技术中心 河北 保定 071000)
点焊结构胶在白车身制造中的应用
高海鹏1,胡志龙2,王晓宁2
(1.长城汽车股份有限公司整车事业部 河北 保定 071000;2.长城汽车股份有限公司技术中心 河北 保定 071000)
介绍了点焊结构胶种类、基本性能、使用部位及作用、施工工艺等内容。实际生产经验表明,选择合适的点焊结构胶、正确的施工工艺,在保证整车品质和性能等方面具有重要作用。
点焊结构胶;性能;应用
点焊结构胶在焊装车间涂布,在涂装车间随电泳漆固化,它是以环氧增韧技术为基础,用以粘接钣金件,通过提高车身刚度和耐久性、增加车身结构吸能容量来改善整车安全性、舒适性的高模量车身用胶。
1 点焊结构胶分类
点焊结构胶按照其在车身上的应用与其本身特性可分为3类:韧性结构胶、准韧性结构胶和普通或标准结构胶,其性能见表1。
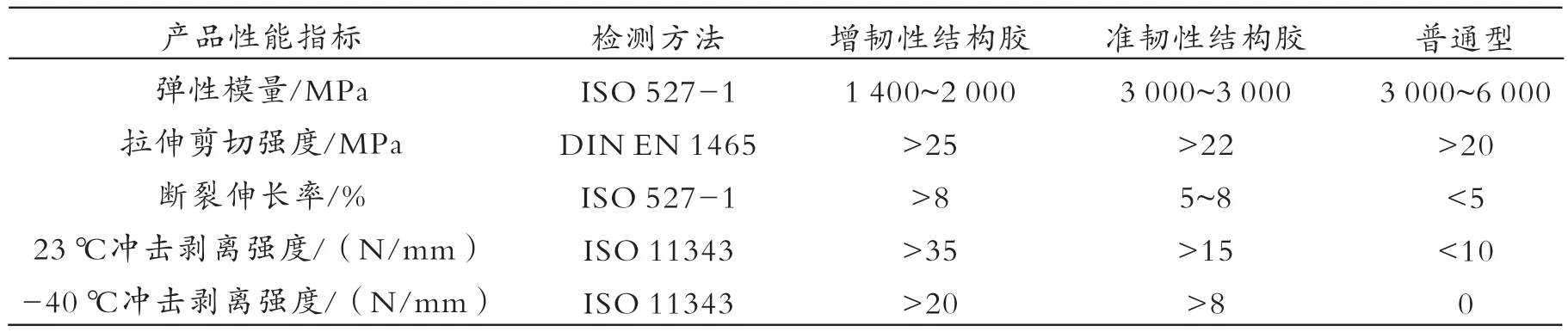
表1 3类结构胶的特性Tab.1 Characteristics of three kinds of structural adhesives
点焊密封胶基本组成为:基材、增塑剂、碳酸钙、固化剂、阻然剂、导电助剂和无机填料, 根据不同需要可加入老化剂等各种填充剂。
2 点焊密封胶使用部位及作用
点焊结构胶在车身上的主要应用区域见图1所示。主要应用条件为:(1)车身上受空间局限、无法进行点焊施工的钢板焊缝区域,可以用点焊结构胶粘接取代焊接,这些区域一般包括:a.地板、中通道加强板的连接,b.发动机舱和纵梁翻边处的搭接,c.侧围和车身边梁的连接,d.车门总成、发动机罩总成的连接;(2)局部增加连接强度,提高车身动刚度;(3)为提高车身刚度提升车身NVH性能,增加涂胶部位;(4)相同或不同材料之间无法使用焊接和机械连接,使用点焊结构胶粘接替代,如铝和镁等材料之间的连接。
运用DOE方法选择最有效的涂胶位置,一般涂胶位置及用量见表2。
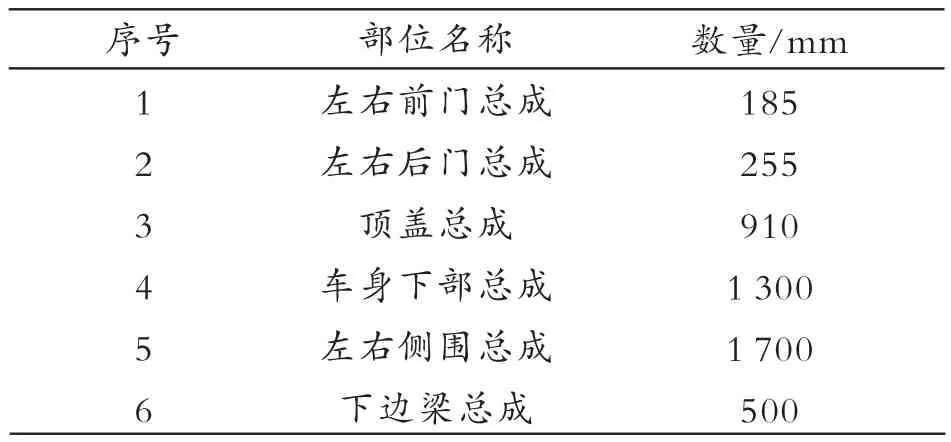
表2 涂胶位置及用量Tab.2 Glueing sites and consumption
3 点焊结构胶使用工艺
点焊结构胶用于装焊工序,是在冲压件焊接前涂布于零件焊接搭接边上。点焊结构胶施工剖面图见图2。

图1 应用部位Fig.1 Application sites
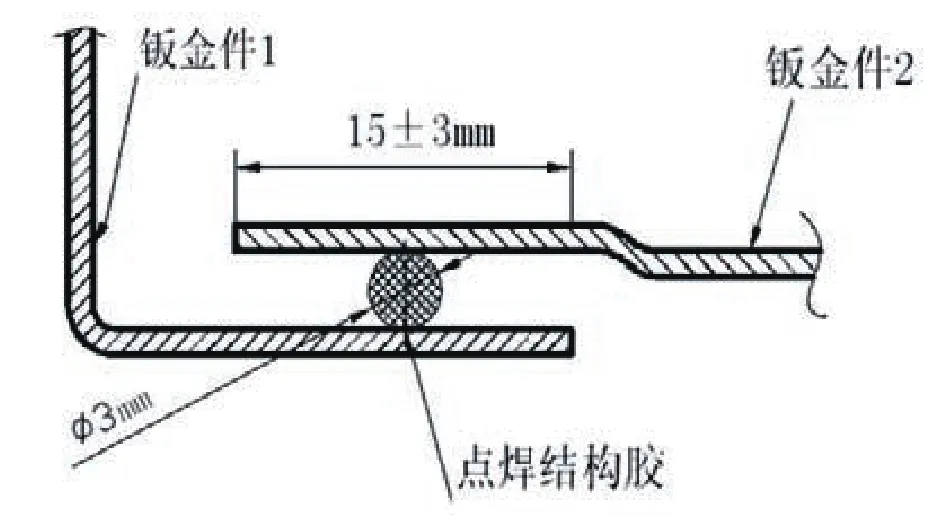
图2 断面结构Fig.2 Cross section structure
3.1 点焊结构胶性能要求
点焊结构胶施工需确定相关因素,具体包括:
(1)适宜的应用环境,包括使用温度、气候条件、最大的载荷和载荷比、材料承受应力的方式,以及动态循环载荷、疲劳载荷等。
(2)冲压件在焊接时,表面一般携带有在冲压制造过程中所使用的拉延油、防锈油等油液,点焊结构胶是在焊接前涂布于冲压件搭接面,因此要求点焊结构胶在含油钢板表面有良好的附着性能。
(3)在设计粘接面时,需使点焊结构胶在剥离工况下具有最佳的性能,并在剪切模式下具有一定的强度。一般而言,沿钣金厚度方向的对接胶接效果不甚理想,而折边胶接较为理想。
(4)黏度较高的结构胶需要加热施工,具有很好的粘附力,配合涂胶机器人使用,施工稳定,并节省用胶量和工时,适用于大规模涂胶的部位;黏度较低的结构胶可常温施工,适合手工涂胶于用胶量较少的位置。而双组分的结构胶可在总装车间或汽车修理厂施工,主要用于售后市场[1]。
(5)在车身经过涂装前处理(冷水、热水、脱脂液、除锈液、磷化液等)、电泳的冲刷和侵蚀时点焊结构胶应具备良好的耐液性,即在脱脂液、磷化液及电泳液中浸泡无不良反应,不会脱落造成涂装液体的污染和性能上的改变。
3.2 点焊结构胶施工工艺
点焊结构胶施工工艺有手工涂胶、机器人涂胶2种。手工涂胶通过手动控制涂胶设备实现涂胶过程;机器人自动涂胶设备通过PLC(电控柜)控制机器人的运行轨迹和涂胶量,实现涂胶过程。手工涂胶一般使用的3种涂胶方法对比见表3。

表3 手动3种涂胶方法Tab.3 Three manual glueing methods
桶装自动送胶系统用于机器人自动涂胶也可用于手动涂胶,见图3。
涂胶工艺步骤:
(1)基材温度建议高于15℃,以免脱落。温度过低,胶线容易随胶枪的移动而在工件表面被拖动。
(2)焊接前在2焊接零部件焊接搭接边的涂覆表面移动枪嘴均匀涂布点焊结构胶,涂胶直径符合设计要求,胶条应平放于焊点的中央处。
(3)涂胶后,需在8 h(1个班次)以内搭接基材并进行点焊,并需在14 d以内进涂装和热处理。
(4)涂胶枪嘴的直径需根据胶接宽度进行调整。车身边宽度一般为14~16 mm,故建议手动涂胶的枪嘴直径应为3 mm,操作时胶线直径为3 mm左右[1]。
(5)胶粘剂包装打开后,建议在2~4周用完。供胶系统停止工作的时间超过0.5 h,则需关闭加热装置或将其设定温度调整到常温(约23℃),以防止胶体老化。
(6)换桶时要注意清洁度,避免杂质混入材料之中,导致出胶嘴堵塞。同时注意排气,以免气泡影响施工。桶中的材料快用完时,注意及时换胶,以免空打并吸空气。新设备投入使用前,应对设备进行清洗。胶泵的过滤网需要定期清洗,管道长时间吸附胶粘剂会使内径变小,排胶量也变小,大约2年需要更换管道。
3.2 点焊结构胶固化
焊接完成后整车经过涂装工艺,经前处理和电泳工序后进入电泳烘房,点焊结构胶与电泳漆等一起加热固化,达到粘接强度要求。

图3 自动送胶系统Fig.3 Automatically tranfering system of adhesive
4 结语
根据白车身的设计要求、焊接工艺性,在车身制造过程中使用点焊结构胶,可以提高车身刚度和强度,降低车重,满足日益严格的安全性、NVH性能及耐久性要求。
[1]任万里,杨红新,杨洁,等.新型增韧结构胶在汽车中的应用[J].粘接,2013,34(9)32-35.
Application of spot welding structural adhesives in white body manufacturing
GAO Hai-peng1, HU Zhi-long2, WANG Xiao-ning2
(1.The Vehicle Business Group,Great Wall Motor Co.,Ltd., Baoding,Hebei 071000, China;2.Technological Center of Great Wall Automobile Co., Ltd., Baoding,Hebei 071000, China)
This paper introduced the types, basic properties, service sites and functions, construction process, etc. Of the spot welding adhesives. The experience showed that choosing the appropriate spot welding structure adhesive and correct construction process to guarantee the quality and performance plays an important role in such aspects.
structural adhesive;properties;applications
TQ436+.2
A
1001-5922(2015)07-0085-03
2015-03-20
高海鹏,男,助理工程师。长期从事汽车工艺设计及管理工作。E-mail:vmpinjianke1@gwm.cn。
