汽车收放机的装配结构设计
2015-11-09梁甲全
梁甲全
(肇庆宏丰电子有限公司,广东肇庆526060)
0 引言
近年来,随着汽车消费市场需求的个性化和多样化,汽车装配作业也从传统的单一品种、大批量生产向多品种、中小批量转化,装配生产的批量性特点趋于复杂,安装零件的品种、数量进一步增多,对零部件的接收、保管、供给、装配作业指导等都提出了新的要求。
汽车收放机在经历了盒带、CD、MP3兼容及多媒体娱乐系统的发展变革,在媒体文件存储载体上发生了不小的变化,但是在其装配方式上没有什么变化。汽车收放机在生产过程中,尽管采取了各种手段来保证质量,但由于种种原因,不可避免地仍会有少数不良品甚至不合格件出厂,这样的零件在装配过程中往往会被发现而加以剔除;所以在装配过程中可能会出现更换零件的现象。汽车产品装配自动化和柔性化日趋成为汽车行业提高流水线总装效率的关键。汽车收放机装配结构方式直接影响汽车行业提高流水线总装的生产效率。
1 收放机装配结构设计
1.1 收放机左右固定支架装配方式设计
我们在设计收放机左、右支架时,一般的方法是用螺丝把左右支架固定在收放机上,然后通过收放机的左右支架把收放机固定在汽车的主架上,再把汽车的仪表板盖上,从而完成装配。这种方法比较传统,收放机能很牢固,但是如果在汽车全部装配好后,在试车时发现收放机有故障,必须更换收放机时,就很麻烦,要先要把仪表板拆下来,松开固定螺丝,这样才能更换收放机。但是这样的工作效率是非常低,而且比较容易把仪表板刮花和损坏,就需要把仪表板一起更换,造成不必要的经济损失。其收放机、主架和仪表板装配爆炸简图如图1所示。
左右固定支架装配方式设计要点(见图1、图2):1)仪表板到主架的距离等于收放机支架到收放机面板的距离A=B。2)收放机左、右支架的中间孔为定位孔,一般设计为长孔。其中主要的尺寸控制:C=F,D=G,E=H。
1.2 收放机弹簧片装配方式设计

图1 收放机装配爆炸简图
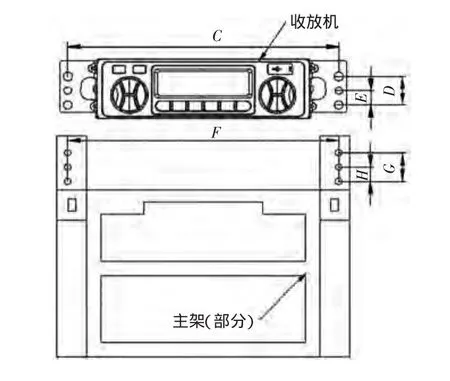
图2 收放机装配正面图
汽车设计仪表板在装配收放机预留位置为凹型时,可以在收放机装上左右弹簧片,收放机靠弹簧片卡住仪表板,这种方式安装、拆卸方便。先装好仪表板,然后直接把收放机推进凹型去,听到“咔”的一声,代表弹簧片卡扣住仪表板。如果在汽车全部装配好后,在试车时发现收放机有故障,必须更换收放机时,直接用拆机钥匙把收放机拆下来更换即可。这样不用拆仪表板,工作效率高。其收放机和仪表板装配爆炸简图,如图3所示。
弹簧片装配方式设计要点(见图3、图4):1)收放机面板厚度等于与仪表板凹槽深度,即A=C,一般5 mm≤C≤12 mm;2)弹簧片的卡扣的距离等于仪表板的厚度,即B=D,一般3.5 mm≤D≤15 mm;3)弹簧片的设计。弹簧片需要用弹性强的材料,一般用弹簧钢,有优良的冶金质量(高的纯洁度和均匀性)、良好的表面质量(严格控制表面缺陷和脱碳)、精确的外形和尺寸;或用不锈钢(不锈耐酸钢的简称),耐空气、蒸汽、水等弱腐蚀介质或具有不锈特性的钢。材料的厚度一般取T=0.5 mm,其中主要的尺寸控制:E=B=D+10;一般3.5≤D≤15 mm。

图3 收放机装配爆炸简图
1.3 收放机弹簧片+支架总成装配方式设计
在收放机中配有CD的情况下,因为CD收放机中的机芯比较重,直接用弹簧片扣在仪表板的固定方法不可取,因为在行车过程中,由于汽车颠簸,弹簧片或仪表板本身强度不足,导致弹簧片变形卡不住或仪表板断裂,从而使CD收放机脱落,造成损坏。所以CD收放机一般采用第一种方法固定,但是这种方法又有一定的缺陷。因此结合前面两种方法的优点,于是就有了弹簧片+支架总成这样的方法,即利用弹簧片卡扣住支架总成。首先支架总成能托住CD收放机重量,再利用收放机的弹簧片卡扣住支架总成,从而解决了因收放机过重,损坏仪表板的情况。其安装过程:先用螺丝把支架总成固定在主架上,然后把仪表板安装好,最后把CD收放机的线插好,直接把CD收放机从安装窗口推进去,听到“咔”的一声,代表弹簧片卡扣住支架总成,CD收放机已经安装好。支架总成托起CD收放机的重量,收放机上弹簧片扣在支架总成上,起到定位固定作用。如果收放机有故障,必须更换收放机时,用拆机钥匙能轻松地拆机和安装,置换CD收放机。
收放机弹簧片+支架总成装配方式设计要点(见图5、图6):1)收放机面板厚度等于仪表板凹槽深度,即5~12 mm。2)仪表板到主架的距离等于收放机支架到收放机面板的距离A=B。3)弹簧片的卡扣的距离为E+01。4)支架总成的设计:a.材料选择。SPCC一般用冷轧碳素钢薄板及钢带,表面喷漆防止生锈,或用一级电解板,称电镀锌板。b.外框厚度T=0.6~1.0 mm,左右吊耳厚度 T=1.2~2.0 mm。c.尺寸控制。首先支架总成的所有孔的中心距与其汽车主架上的孔的中心距相等,另外支架总成内框尺寸为F=D+20、G=E+20。d.支架总成的卡扣的距离和弹簧片的距离是相互关联的,以收放机装配好为基准;收放机顶住仪表板,弹簧片扣紧支架总成的卡扣为基础,支架总成的卡扣的距离和弹簧片的距离是可以相互变化的。如图6所示,其公差控制在±0.5 mm。
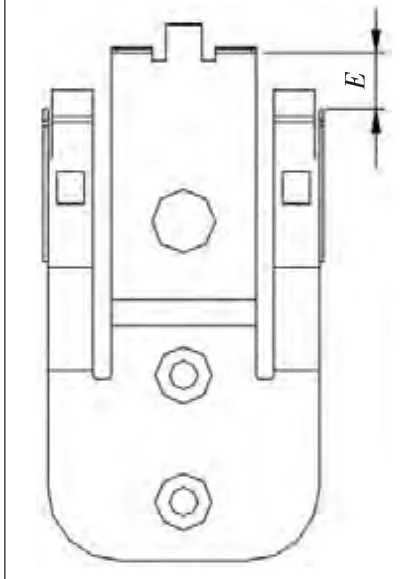
图4 弹簧片
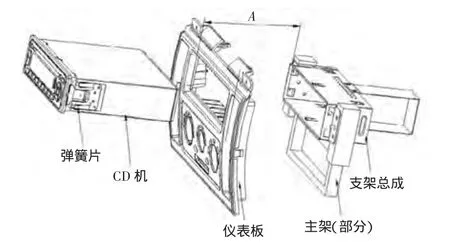
图5 收放机装配爆炸简图
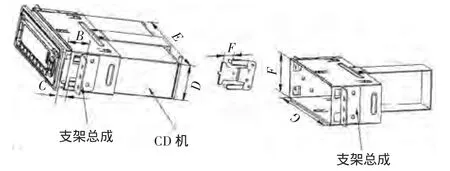
图6 收放机、弹簧片、外套零件简图
2 结语
随着汽车市场竞争日趋激烈,提高生产效率、降低成本一直是汽车制造厂家非常关心的问题。据调查,目前我国汽车整车生产企业中,装配费用占产品总成本的20%~70%,大大地高于发达国家。所以汽车零配件的装配设计就显得比较重要,其中收放机装配结构设计好的装配方式能提高生产效率,降低生产成本,从而在激烈的市场竞争中立于不败之地。
[1] 陈心赤,丁伟.汽车装配工艺编制与质量控制[M].重庆:重庆大学出版社,2011.
[2] 海争平.汽车总装技术[M].北京:机械工业出版社,2013.
[3] 吴承建.金属材料学[M].北京:冶金工业出版社,2009.
[4] 张文灼.工程材料基础[M].北京:机械工业出版社,2010.
[5] 林承全.冲压模具设计[M].北京:中国轻工业出版社,2010.
[6] 刘道源.汽车收放机装配中存在的问题[J].汽车电器 ,1986(5):14.
[7] 杨广林.汽车仪表板(IP)设计要点[J].科技风,2010(16):253.
[8] 刘永辉;王卫;朱晓波.汽车装配工艺现状及发展趋势[J].客车技术与研究,2007(2):47-49.
