C T机轴承超精研装置的研究与应用
2015-11-09刘静王媛媛李炜
刘静, 王媛媛, 李炜
(1.洛阳LYC轴承有限公司,河南 洛阳471039;2.中航锂电(洛阳)有限公司,河南 洛阳 471000)
0 引言
CT机轴承属于特大型转盘轴承,主要应用于固定的CT机架和旋转扫描部分之间的联接部位,是CT机旋转扫描部分的关键部件,需满足高精度、低噪声、高寿命、高可靠性的要求。因此轴承的加工工艺就显得尤为重要。目前采取的工艺基本上是粗车→热处理→表面淬火→精车→精磨。精磨后,轴承精度已有大幅提高,但仍无法满足较高表面质量的要求。国外轴承制造已在终加工工序中加入了超精研工序,国外轴承装备制造企业也将超精研设备的市场开发瞄准我国市场。为提高我公司轴承产品的精度,加大市场竞争力,对轴承滚道、沟道的超精研技术的研究已是当务之急。
1 产品特性
图1为CT机4点接触球转盘轴承外套的示意图,其中:φD为套圈外径;φd为套圈内径;R为沟道半径;弧面处为超精研区域。图2为CT机双列角接触球转盘轴承外套的示意图,其中:φD为套圈外径;φd为套圈内径;R为沟道半径;弧面处为超精研区域。
2 方案设计
本项目是针对CT机轴承内外套超精研工序而设计的专用超精研装置,整机效果如图3所示。
该装置利用我公司旧设备特大型套圈抛光机改制而成,对床身1及主轴箱2进行精度修复,更换卡盘和夹紧方式;增加气动装置;增加冷却装置;增加独立电气电控装置;增加防护罩。
床身1上安装有主轴箱2及传动机构5,加工工件随卡盘安装在主轴箱2上,由电机经皮带带动进行旋转运动。传动机构5上装有丝杠丝母,带动振荡机构4沿导轨做直线运动,振荡机构4到位后,锁死压块。
3 超精研机理探讨
超精研加工是采用细粒度磨粒的油石在一定的压力下作短行程的往复振动,以实现对旋转着的工件表面进行微量磨削的一种光整加工方法。其目的是在保证工件加工精度的前提下,降低工件的表面粗糙度。油石的摆动频率、摆动幅度、工件速度、油石压力、油石粒度、油石硬度及切削液的使用均与超精研的效果都有着密切的关系。
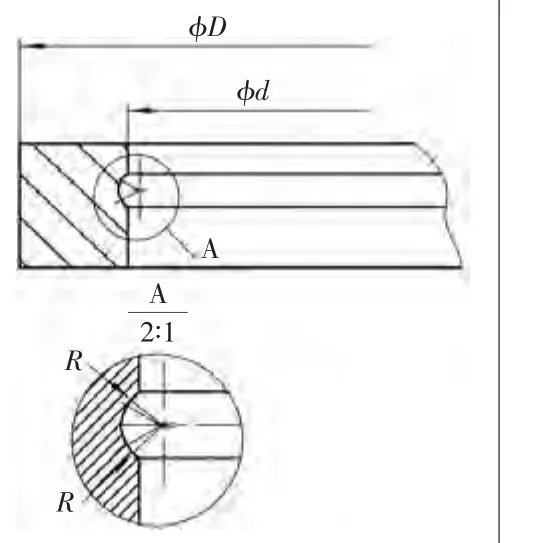
图1 CT机4点接触球转盘轴承外套结构图
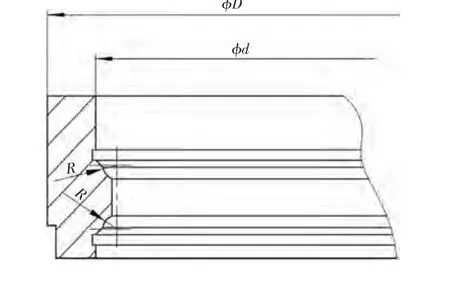
图2 CT机双列角接触球转盘轴承外套结构图

图3 CT机轴承超精研装置效果图
振荡机构一般有偏心式、往复活塞式、球摇杆式、超声波振动式等几种。参照往复活塞式振荡机构,利用伺服电机驱动丝杠丝母运动取代活塞式运动,对油石采用固定振幅式振荡机构,根据振幅调整摆动角度,同时给油石施加压力,使油石工作面同沟道面贴合,使油石沿着沟道中心摆动。这种装置能实现高振幅、高频率振荡,其振动导向采用滚珠导轨,使振动稳定性好。工件转速由主轴电机控制,油石压力由气动装置控制,采取自动补偿方式加压,利用可调弹簧、顶板去柔性夹紧油石。油石粒度、油石硬度需根据工件材料选择。
整个加工过程分粗超精研和精超精研两步。通过改变工件转速、油石压力、油石摆动频率完成粗超精研和精超精研的转换,过程自动切换。油石的补偿由气缸加压实现,当油石用到其磨损极限时,可自动发讯停机,此时需更换油石。这样做的目的是减少停机次数,提高生产效率。表1为超精研工艺参数。

表1 超精研工艺参数
4 动作顺序
手动找正工件→手动夹紧工件→启动开关→水泵电机启动/伺服电机带动拖板到位→工件旋转n1→油石夹跳进CK1→油石加压P1→伺服电机带动拖板往复V1→进行粗研。
工件旋转快V2/油石压力低P2/拖板往复快V2→进行超精研。
往复停止/油石停止加压CK3→油石夹跳出CK2→工件停转/伺服电机停→伺服电机带动拖板退到位。
油石用完CK4→更换油石。
在自动运行前,必须满足以下条件:1)反复手动试超精研正常;2)超精研液流量足够且喷射到位;3)油石成形良好;4)“加工方式”处于“自动”显示位置;5)旋转盘上有工件,且开关点亮;6)各手动开关都处于原始位置。
5 应用情况
针对CT机轴承的沟道超精研加工后,轴承的接触点位置符合要求。超精研后,提高了其表面几何形状精度,粗糙度降低一级,满足要求。超精研前在轮廓仪上的表面几何形状如图4所示,超精研后在轮廓仪上的表面几何形状如图5所示。

图4 超精研前

图5 超精研后
6 结语
本装置经过使用表明,对套圈超精研后表面粗糙度较超精研前降低一级。但仍有需改进之处:
1)装置为公司旧设备改制而成,受布局影响,只能设计成卧式结构,必须采取动平衡控制转盘摆动;
2)卧式结构存在上下料不方便之处,在设计防护罩时,防护罩设计需有周详考虑;
3)短行程的往复振动属新技术,程序设计上必须反复验证,选取合适参数。
[1] 顿涌泉,吴鑫,王统建,等.滚动轴承制造装备[M].北京:机械工业出版社,2006.
[2] 温景波,周琳,谢兴会,等.高速 CT 机主轴承[J].轴承,2012(9):9-11.
[3] 机床设计手册编写组.机床设计手册[M].北京:机械工业出版社,1986.
