数控车床盘式动力刀架位置的找正
2015-11-09谢晓红
谢晓红
(广东省机械技师学院,广州 510450)
0 引言
目前国内从欧洲进口的精密斜床身数控车床,都是安装盘式刀架(带动力刀头),例如最知名的SAUTER刀架,该类刀架的正常寿命大概为5×106h,约5年,动力刀头正常工作约8 000 h。该类刀架的质量和性能非常稳定和可靠,但并不表示不会发生危险和事故,如果操作者没有确保加工准备完整、切削条件正常的情况下操作机床,可能会出现超负载切削加工或刀架与工件发生碰撞事故,刀架可能出现局部损坏和错位。最常见的现象是刀架整体位置发生的偏移,导致加工的工件产生锥度。在不需要更换新刀架的情况下,通过正确的平行度校验和机械调试,可以修正刀架位置精度。现将实际校验和调试工艺方法阐述如下,供技术人员在维修相关机床时借鉴。
1 盘式动力刀架的类型和安装
1.1 刀架根据安装方向的分类
刀架根据刀柄夹套安装在刀盘的方向分为轴向刀架和径向刀架,如图1、图2所示,在机床校验时便于选择合适的校验标准心轴。
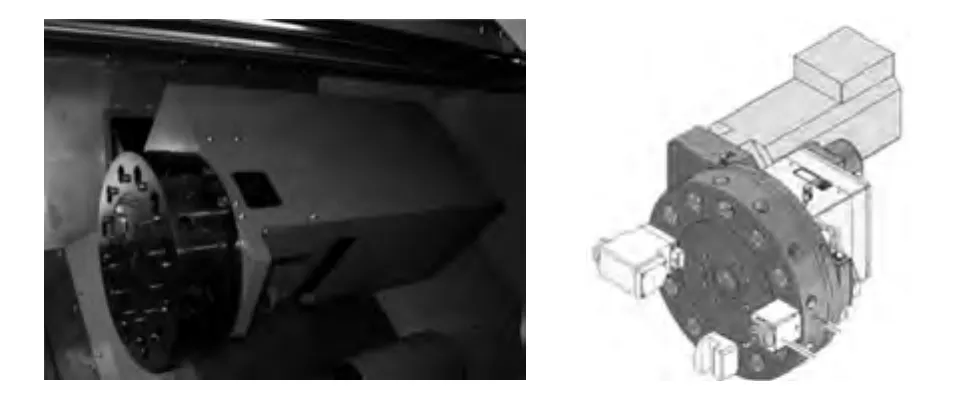
图1 轴向刀架
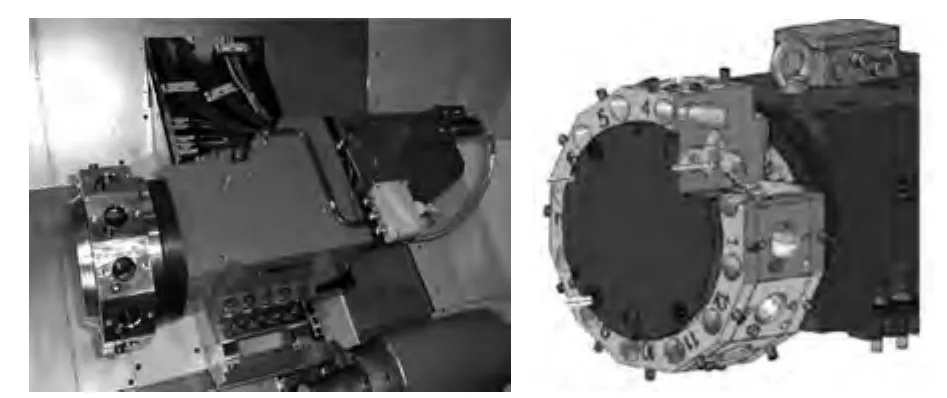
图2 径向刀架
1.2 刀架安装位置
刀架整体一般安装在X轴滑行方向,使用暗销和螺栓联接。通常在刀架的右上角落处找到暗销(有些机床可能在分布刀架的底部),这种定位销总是采用对角分布在带有动力刀头的刀架底部,如图3、图4所示。

图3 刀架整体安装位置

图4 刀架底部与X方向床鞍联接
2 工量具准备
为了调整刀架整体与机床纵向(Z轴)和横向(X轴)移动时的平行度,需分别为两种类型的刀架准备校验标准心轴,如图5和图6所示,同时配备杠杆千分表和六角扳手。

图5 用于轴向刀架的心轴

图6 用于径向刀架的心轴

图7 千分表测量位置

图8 刀架轴向移动
标准心轴必须安装在刀架中。在安装之前仔细检查心轴和刀架圆盘表面是否干净、清洁,铁屑或污点会导致错误的测量结果,千分表必须安装在机床固定的部件上,例如机床尾座或第二刀架上。注意:绝对不能将千分表安装在机床金属板上,否则机床各轴运动时会产生测量误差。
3 刀架位置的校验和修正
3.1 刀架沿Z轴方向平行移动的位置校验和修正
3.1.1 轴向刀架
将千分表指针头轻放在心轴上面,刀架沿心轴整个长度方向进行Z向移动,仔细观察并记录千分表在不同位置的数值和偏差,如果超出偏差范围需进行修正,如图7、图 8所示。
注意:千分表指针放在心轴表面上,采用此种方式可以测量刀架在X轴方向的偏差(在同一平面内好象是X轴在移动)及测量数据,与机床的几何精度中允许偏差进行校验。
3.1.2 径向刀架
将千分表指针头轻放在心轴左侧边上,刀架沿心轴长度方向进行X向移动,仔细观察并记录千分表在不同位置的数值和偏差,如果超出偏差范围需进行修正,如图9所示。
注意:将千分表指针放在心轴左侧边缘,采用此种方式可以测量刀架在Z轴方向的偏差(在同一平面内好象是Z轴在移动)。
3.1.3 偏差修正
1)首先,为了使刀架在Z轴移动时能保持与水平方向平行一致,刀架的底部安装螺栓必须稍许松开,只能松开一点点,以避免更大的偏移,如图10和图11所示。
2)用塑料或橡胶锤子绕着摆动方向轻敲刀架,寻找合适的位置,同时通过移动各轴检查测量偏移结果。重复上述动作直到测量结果显示刀架位置控制在允许公差范围方可,以各制造厂商提供的机床刀架允许偏移数值作为调整依据(厂家设备验收标准:刀架纵向移动与X轴平行度偏差≤±0.02/55 mm)。

图9 径向刀架心轴的安装和千分表检测位置
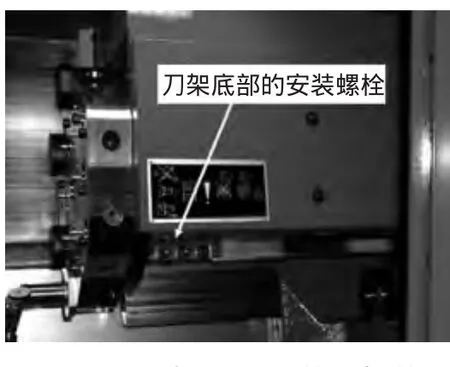
图10 刀架底部的装调螺栓

图11 刀架顶部的装调螺栓
3)按照70 N·m扭矩拧紧各安装螺钉,同时继续检测各轴线方向的偏移,因为在拧紧螺钉时可能又会改变与轴线的重合度。
3.2 刀架沿Z轴方向平行移动的位置校验和修正
3.2.1 轴向刀架
将千分表安装在主轴上,然后检测刀架圆盘表面,测量心轴4处位置。测量点1和测量点2正好位于相对于X轴成90°的平面,如图12所示。这两个测量点的选取非常重要。另外两个测量点3和4必须位于平行X轴的平面。移动X轴至X0处,测量所有4个点的数值,原则上应该不会超出偏差范围。可以通过各机床验收说明书中查得允许的偏移公差。
修正方法和步骤如下:1)如图 13所示,轻轻松开刀架圆盘表面装配螺栓,然后用塑料或橡胶锤子绕着摆动方向轻敲刀架,寻找合适的位置,同时增量模式下改变X轴方向位置,检查测量点和偏移值。2)重复上述操作方法,直到测量结果显示刀架圆盘表面位置控制在公差范围内方可,以各制造厂商提供的机床刀架允许偏移数值作为调整依据(厂家设备验收标准:刀架横向移动与X轴平行度偏差≤±0.02/55 mm)。注意:如果表面偏移超出公差范围,则需要重新修正和寻找合适的位置,消除误差。3)按照40 N·m扭矩力拧紧各装调螺钉,同时继续检测刀架圆盘孔表面的偏移,因为在拧紧螺钉时可能又会改变与X轴线方向的平行度。
3.2.2 径向刀架
将千分表指针头轻放在与X轴方向平行的心轴顶部,如图14所示。刀架(心轴径向安装在刀架上)沿X轴方向移动,千分表针头相对于心轴沿长度方向进行移动,仔细观察并记录千分表在不同位置的数值和偏差,如果超出偏差范围需进行修正。调整和修正偏差方法如下:
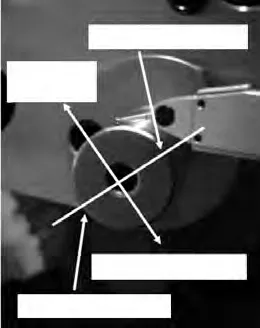
图12 心轴测量点位置
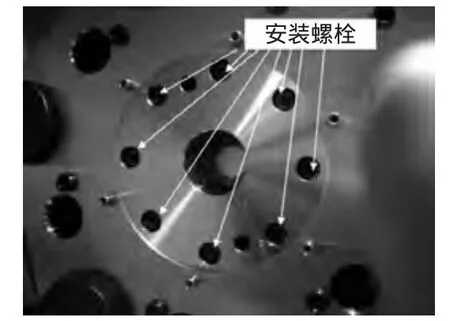
图13 刀架圆盘安装螺栓

图14 径向刀架心轴的安装和千分表检测位置
1)取下刀架端部的圆端盖,如图15所示。稍微松开后面的装调螺栓,如图16所示。在拆下端盖时最好在相关位置做好记号,因为端盖周边的数字与刀具位置号要对应,重新安装时确保与刀具号位置一致。
2)如图 16所示,稍微松开刀架内圈表面装调螺栓(螺栓仍保持轻微的拧紧力)。注意:在动力联接部位进行调试的机修人员限制使用3个调整螺栓,必须将刀架沿后3个位置转动使用这个螺栓,当拧松螺栓后再将刀架转回原来的位置。
3)用塑料或橡胶锤子轻敲刀架,寻找合适的位置,同时用千分表检测心轴,仔细观察X方向各点前后的偏移值。
4)重复上述操作方法,直到测量结果显示刀架沿X轴方向平行移动时偏差值置控制在公差范围内方可,以各制造厂商提供的机床刀架允许偏移数值作为调整依据(厂家设备出厂验货标准:刀架横向移动与X轴平行度偏差≤±0.02/55 mm)。
5)最后,按照40 N·m扭矩拧紧各装调螺栓,同时继续检测刀架心轴上的偏移值,因为在拧紧螺栓时可能又会改变刀架横向移动时与X轴线方向的平行度。
6)在必要的情况下,不要取下心轴,建议继续用千分表检测该心轴与Z轴的平行度,进行再次校核与修正,防止发生偏移。
4 结语
1)本文仅限于整个刀架相对于机床沿水平纵向(Z轴)和垂直横向(X轴)移动时平行度的检验和修正。但是在实际使用中,尤其是带有动力刀头的刀架,如果受到撞击和损伤,还需要检测每把刀具的刀座位置与主轴水平和垂直方向的平行度和修正。
2)在正常工作中,刀架的日常维护保养非常重要。作为一名机床操作人员或维护人员,每天都要进行清洁、润滑、检查和保养,养成持之以恒的保养习惯,会减少故障发生的机会。
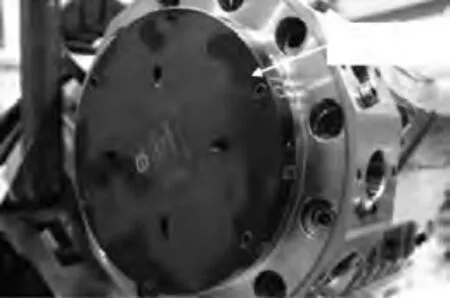
图15 刀架端盖

图16 装调螺栓的位置
