运用摇摆焊工艺提高不锈钢管道焊接质量
2015-11-04陈德勇
陈德勇
(四川电力建设二公司 四川成都 610000)
运用摇摆焊工艺提高不锈钢管道焊接质量
陈德勇
(四川电力建设二公司四川成都610000)
摇摆焊是手工氩弧焊的一种焊接手势,在核电行业焊接施工中应用较为广泛,适用于任何材质的薄管壁管道的无障碍手工氩弧焊接,尤其适用于不锈钢管道焊接。运用摇摆焊焊接的焊缝表面成型十分美观,焊波均匀整齐,不锈钢焊缝表面颜色呈金黄或紫铜色,且摇摆焊技术难度适中,易于推广。
摇摆焊;焊接质量;不锈钢管道
引言
不锈钢管道在火力发电机组中的广泛的应用于化水系统、油系统及其他腐蚀介质的管路中,不锈钢管道的焊接,是这些系统安装过程中的关键工序之一。不锈钢管道焊接质量的好坏,直接影响到不锈钢管道内壁的清洁,关系到水、汽、油等介质在系统内的清洁度,对机组安全稳定的运行有着重要的意义。由于传统的焊接方法线能量输入过大,焊缝在450~800℃温度区间停留过长,在晶界附近结合生成(Cr、Fe)23C6碳化物并在晶间沉淀析出,形成晶粒边界附近区域的贫Cr现象,引起晶间腐蚀,弱化焊缝的耐腐蚀能力。再则,不锈钢在焊接过程中还易出现应力腐蚀断裂、热裂纹及再热裂纹,这些都是我们焊接施工过程中的难点。
为了更好的保证不锈钢管道的焊接质量,我们借鉴核电领域的焊接手势——摇摆焊,采取相应的施工方法和施工工艺,组织焊工学习、培训,有效地提高了不锈钢管道的焊接质量。
1 坡口制备及选择
(1)不锈钢管道坡口的制备及选择应符合《火力发电厂焊接技术规程》(DL/T869-2012)及《电力建设施工及验收技术规范》管道篇(DL5190.5-2012)的要求,并应采用机械方法加工。摇摆焊较传统焊法相比,对口间隙应比传统焊法大1~2mm。
(2)焊件在组装前必须将坡口及附近母材内、外壁表面的油、漆、锈清理干净,直至发出金属光泽,清理范围每侧各为10~15。必要时可用锉刀或砂纸将不锈钢管道坡口上的毛刺清除掉,施焊前,用不锈钢刷及丙酮将管端、坡口面及内外壁30mm以内的脏物清洗干净。
(3)焊件对口时一般应做到内壁齐平,如有错口,其错口值按设计要求不得大于1mm。
(4)焊接组装时应将待焊工件垫置牢固,禁止采用强力对口,以防止产生附加应力和变形。
2 焊前准备
(1)选择大角度氩弧焊枪(角度大于90°)及大号瓷嘴。
(2)焊接设备调试完毕,工作正常。
(3)焊接材料的选择应符合国家相应标准,且应符合《火力发电厂焊接技术规程》(DL/T869-2012)之要求,焊接材料的保管、清洗、发放应有专人负责,并做好相关记录。
(4)焊接材料应有质量证明书、出厂合格证;焊接材料无质量证明书或质量证明书不全,对其质量有怀疑者不得投入使用。
3 摇摆焊基本要点
(1)摇摆焊焊接需要在母材上高频引燃,宜选用高频引弧焊机,常用的直流逆变焊机ZX7-400也能满足工艺要求。
(2)焊接过程中要充分利用手腕的灵活摆动来实现焊接的全过程。
(3)摇摆焊的实质就是焊枪焊嘴靠挨坡口一侧母材高频引燃电弧,送丝,使焊丝在坡口母材一侧形成熔滴,由于表面张力,该熔滴与该侧母材短路过渡相连,然后焊嘴小范围左右扇型滚动摆动,摆到坡口另一侧,随着焊嘴(热源及Ar气流保护迁移的方向)的摆动,该溶滴被牵引到坡口另一侧,等溶滴与另一侧母材形成稳定的熔池(焊缝)后再摆回到母材原来一侧,整个过程中,送丝应稳而快,不间断,在熔宽一定时,焊丝头不脱离Ar气的保护。如此反复,直至形成整个焊缝。(见图1)
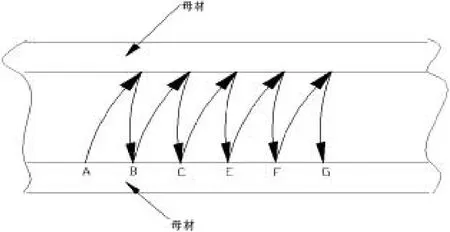
图1 焊缝形成示意图
(4)摇摆焊的技术参数与传统焊法有所不同,所用焊枪瓷嘴与手柄角度比一般焊枪角度大(>90°),焊枪瓷嘴口端部略粗,宜选用8#瓷嘴。以全氩弧焊42×5的1Cr18Ni9Ti管子为例,传统焊法的对口间隙为2~3mm,摇摆焊法的间隙为4mm,电流及电压较传统焊法略小,参数具体见表1。

表1 传统焊法与摇摆焊的技术参数对比
与传统焊法一样,摇摆焊也应采用内充氩保护,比较成熟的内充氩工艺为密闭气室内充氩,本工法同样适用。
(5)摇摆焊氩气流量大小根据瓷嘴孔径来选择,由于摇摆焊瓷嘴紧贴工件表面,保护气体能充分的保护焊缝,氩气流量应控制在8~10L/min。另外,钨极伸出长度5~9mm。
(6)施焊时,焊枪与工件表面应成70~80°。瓷嘴紧贴工件坡口,以瓷嘴为着力支撑点。
(7)点固焊一般选用定位块固定,点固焊接材料、焊接工艺、焊接人员要求与正式施焊时相同。大径厚壁管点固焊,采用“定位块”法点固在坡口内,点固焊不少于3点,“定位块”材质应与母材相当。去除“定位块”时不得损伤母材,并将残留焊疤清除干净、修磨平整。
(8)氩弧焊打底后的焊缝应连续完成。被迫中断,应采取防止裂纹产生的措施,再焊时应仔细检查确认无误后方可按工艺要求继续施焊。氩弧焊打底层厚度不得小于3mm。
(9)进行多层焊接时,必须在前一层焊接完经清理、检查无误后,方能进行次层焊接;层与层之间焊接接头应错开不小于10mm。施焊中,应保证焊接接头和收弧质量,收弧时停止摇摆,一般在熔池中多加丝,慢慢拉开电弧,并继续送出保护氩气3~5s。
(10)严禁在被焊工件表面引燃电弧、试验电流或随意焊接临时支撑物。焊接接地线必须连接牢固。
(11)焊接完成后,清除焊缝区域的药皮和飞溅,保持焊缝圆滑、清洁、美观。
4 摇摆焊优势分析
(1)表面成型十分美观,焊波均匀整齐,焊缝宽窄基本一致(不超过0.5mm),几乎没有高低差,焊缝两侧熔合较好,不易产生咬边,从根本上改善了不锈钢表面成型不够美观的质量问题。(如图2所示)
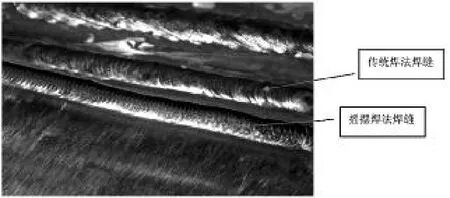
图2 传统焊法与摇摆焊法对比图
(2)由于摇摆焊采用小规范焊接,线能量小,对焊缝的热输入量小,单层厚度也比传统焊接方法薄,焊缝在高温区停留时间较短,加之焊嘴Ar气的保护,焊缝表面颜色呈金黄或紫铜色,杜绝了焊缝表面的氧化。再则,较低的温度,也从源头上防止了晶间腐蚀的发生,增强了焊缝的耐蚀性。
(3)摇摆焊技术难度并不大,易于推广,以一个熟练高压焊工为例,只需经过10多天练习,即可以达到现场操作的条件。
5 结束语
从公司焊接施工历史来看,运用摇摆焊在金堂工程还属首次,此次技术报告也还很浅显,理论知识也非常有限。为此,笔者有几点想法及建议:
(1)从长远目标看,公司已有进军核电行业的意图,由于摇摆焊的诸多优点,其本身就更适合核电行业的施工要求,是核电工程质量的保证。熟练的掌握摇摆焊手式,从焊接施工来讲我们拥有了先机。
(2)应对摇摆焊工艺进行深入研究,实现其工艺的不断完善和持续改进。
(3)应从焊工培训工作入手,摸索出一套比较完善的摇摆焊培训方法,必要时是否可以考虑到外单位学习。
(4)公司焊接技艺比较突出的一部分焊工,是否可以考虑按核电焊工考核标准《民用核承压设备焊工及焊接操作工考核和取证办法》取核电行业的合格证。
TG457.6
A
1673-0038(2015)38-0257-02
2015-8-7
