基于软PLC控制的单侧浮动式夹紧定位机构的设计*
2015-11-03丁厚永孙立琴于晓鹏
丁厚永,孙立琴,于晓鹏
(大连豪森设备制造有限公司a.研发部;b.经营部;c.机械设计部,辽守大连 116036)
基于软PLC控制的单侧浮动式夹紧定位机构的设计*
丁厚永a,孙立琴b,于晓鹏c
(大连豪森设备制造有限公司a.研发部;b.经营部;c.机械设计部,辽守大连 116036)
针对传统固定式夹紧定位机构在对某些加工精度较差的工件进行夹紧过程中,销轴无法顺利进入定位孔的问题,以传统的夹紧定位机构为基础,采用新方法设计和制造了一种能够在一定范围内改变定位销轴位置的机构,以适应于存在误差的零部件的夹紧和定位。详细分析了其结构原理和工作过程,设计了基于PC的软PLC的控制系统,通过现场总线和串口通讯实现了对现场设备的监控,采用工业以太网完成数据向上位机的快速传输,实践表明夹紧定位准确,适应能力强,控制系统稳定可靠。
软PLC;浮动;夹紧定位
0 引言
随着经济的发展,汽车的种类和数量日益增多,汽车零部件装配过程中的夹紧定位机构结构也千变万化,更新换代的速度也越来越快,夹紧定位是汽车生产制造过程中的重要环节,设计一个合理的夹紧定位机构可以把复杂的加工程序变为简单化,在实施过程中取得良好的效果。汽车市场的竞争更加激烈,制造出高品质的夹紧定位机构,保证稳定的定位一致性是制造出高品质白车身的基本保障[1-3]。夹具的种类按使用特点可分为万能通用夹具、专用性夹具、可调夹具和组合夹具,其作用是让同一工序中的所有工件加工时按加工要求在夹具中占有一致的正确位置[4-6]。目前关于夹紧定位机构的研究多集中在机械加工中工件的定位,带浮动装置的定位夹紧机构相对比较少,浮动支撑定位装置可根据工件毛坯具体尺寸而有效地调整支撑柱的位置,保证支撑柱与工件毛坯接触,从而保证工件毛坯能被准确夹紧定位及后工序的有效进行[7-8]。
项目针对加工精度较差时(如毛坯件)夹紧定位困难的问题,设计了一种单侧浮动式夹紧定位机构,该机构结构简单,夹紧定位稳定可靠,可以用于加工精度和表面精度较差工件的夹紧定位的单侧浮动式夹紧定位机构。
1 单侧浮动式夹紧定位机构的结构及原理
单侧浮动式夹紧定位机构结构如图1所示。主要包括两个夹爪,其中一个夹爪与传统的夹紧定位机构的夹爪的结构相同,即其上设置有两个固定的定位销轴,另一个夹爪则可以根据工件的加工精度和表面精度进行有针对性的浮动,该可浮动的夹爪上设置有轴,在轴的外端头处设置有压板,而轴的内端则设置有台阶,在压板和台阶之间的轴上套接有可轴向窜动的纵向浮动套,并且压板和台阶之间的距离为H,纵向浮动套的高度为h,H与h之间的差值为100~500μm,即纵向浮动套的纵向浮动距离为100~500μm。在纵向浮动套外转动连接有转板,在转板上对称地设置有两个定位销轴,与转板相配的夹爪机架上对称地设置有两套调整机构,每套调整机构都与转板一端相配,该调整机构包括一个调整螺栓和一个球头柱塞。
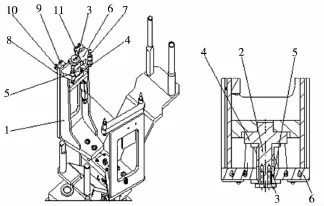
图1 单侧浮动式夹紧定位机构结构原理图
其工作过程如下:夹紧定位机构在执行机构(机械手臂等)的作用下移至需抓取的工件处,并让与传统夹紧定位机构相同结构的夹爪与工件上相配的定位孔对应,而设计的具有特殊结构的夹爪也与该工件上的其他定位孔相对应,整个夹紧定位机构靠近工件的过程中,由于定位销轴的前端为锥状,因此定位销轴会插入工件上的定位孔中。如果定位孔的加工精度较差,则转板会顺着定位孔的位置发生微小的转动,让两个定位销轴能够顺利的、完全的进入定位孔中,实现定位,定位夹紧工作完成后,两个定位销轴从定位孔中抽出,在复位弹簧的作用下转板恢复到初始状态。操作者可以根据所夹紧工件的加工精度的情况来调整转板,可进行转动的角度范围,即调整螺栓的端头与转板之间的距离。如果工件的表面精度较差,当定位销轴插入定位孔后,转板与工件表面接触后,纵向浮动套会在轴上发生轴向窜动,防止转板与工件之间压力过大造成工件或本装置的损伤。夹紧工作完成后,转板和纵向浮动套在自重的作用下下落,恢复到初始位置。工作状态示意图如图2所示。
该结构形式的单侧浮动式夹紧定位机构,针对传统的固定式的夹紧定位机构在对某些加工精度较差的工件进行夹紧的过程中,其定位销轴无法顺利地进入工件上的定位孔的问题,设计出一种能够在一定范围内改变定位销轴位置的结构,以适应于存在误差的定位孔。同时还可以在与工件相垂直的方向上浮动,以防止因工件表面精度较差而产生的工件与夹紧定位机构之间的挤压,保护工件和夹紧定位机构。并且制作工艺简单,制造成本低廉,因此该机构具备了诸多优点,特别适合于在相关领域中推广应用,其市场前景十分广阔。
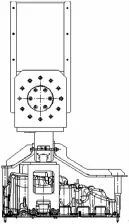
图2 夹紧定位机构工作状态示意图
2 基于软PLC的控制系统的设计
软PLC也称为软逻辑,是指在PC机的平台上面用软件来虚拟一台PLC,通过软件方法实现传统PLC的计算、控制、存储以及编程等功能,同时通过I/O驱动模块以及现场总线等物理设备完成现场数据的采集以及信号的输出。不仅可以打破传统PLC产品硬件体系结构的封闭性和各传统PLC产品间互不兼容的局限性,还可以提高PLC的性价比,软PLC技术已经成为工业领域研究的热点,市场需求量也在不断地增长[9-13]。软PLC的控制架构同传统PLC的控制架构不一样,如图3,图4所示。
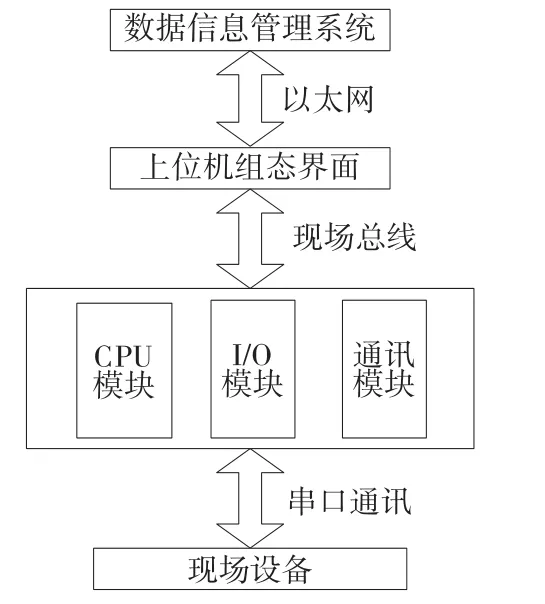
图3 传统PLC的控制结构
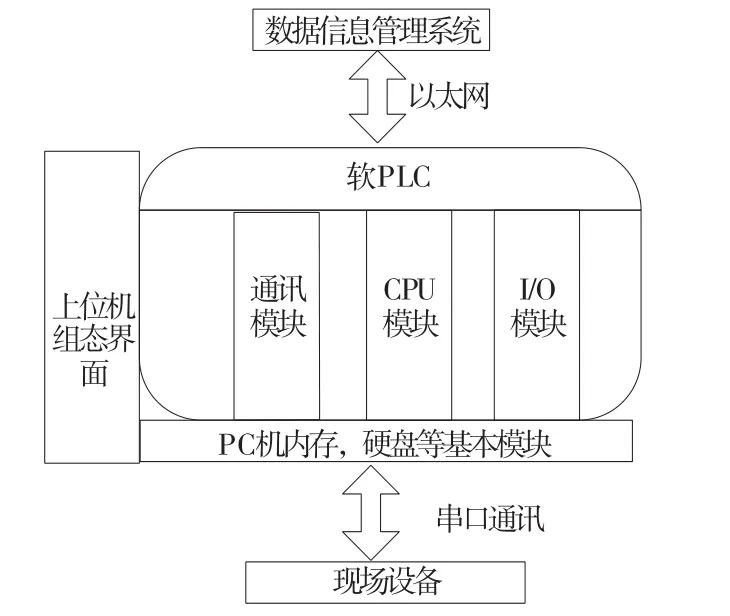
图4 软PLC的控制结构
软PLC直接基于PC开发,其数据传输速度,运算速度都得到了很大的提高,人机交互也更加友好,操作起来更加方便。
控制器选择西门子的PC677及其ET200SI/O模块,主要完成以下动作,如有工件需要进行加工定位时,首先要移动执行机构进行定位,然后调整浮动装置,待加工完成之后抽出两个定位销,最后转板回复到初始位置。采用工业以太网的通讯方式来实现上位机和下位机之间的通讯工作,将该控制系统并入整个控制环网中,实现DCS控制。部分控制程序如图5所示。
图5 部分控制程序块图
夹紧定位是在发动机装配线上应用最多的工序之一,搭建的控制系统如图6所示。控制核心为西门子的PC677,同时控制6个工位,通过通讯模块,每个工位现场有一台PC477,主要用来对监视设备的运行状态和报警显示,以及ET200SI/O模块,RFID射频识别装置等。
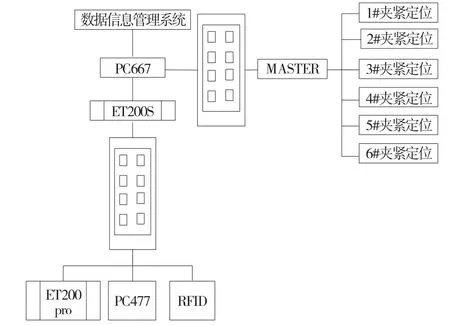
图6 控制系统原理
3 通讯与组态
以太网最初是由Xerox公司创建并由Xerox、Intel和DEC公司联合开发的基带局域网规范,是当今现有局域网采用的最通用的通信协议标准[14]。
项目的控制核心为PC677,通过8口网关保持各级系统的通讯和数据传输,夹紧定位工序的所有数据通过现场总线传输给PC677,PC677通过以太网接入整个装配线的控制环网,将数据继续上传给数据信息管理系统,整个通信过程是双向的,数据传输稳定,快速。具体通讯系统结构如图7所示。
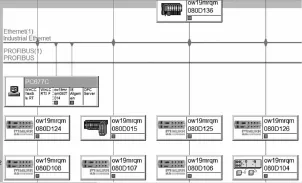
图7 通讯系统结构
4 总结
设计了一种浮动式夹紧定位机构,该结构可以在与工件相垂直的方向上浮动,防止因工件表面精度较差而产生的工件与夹紧定位机构之间的挤压,保护工件和夹紧定位机构。采用现场总线、以太网等多种通讯方式,搭建了以软PLC为控制核心的控制系统,该控制结构以PC为平台,可以充分利用PC机的丰富资源,大大提高了数据的处理能力,人机交互功能得到了很大的改善。该机构制作工艺简单,制造成本低廉,控制方法新颖,已成功应用于多条发动机装配线的装配工艺过程中,特别适合于在本领域及相关领域中推广应用。
[1]吴锦文,罗灯远,曹伟,等.浅谈汽车焊装夹具定位一致性验证方法[A].中国汽车工程学会.2013中国汽车工程学会年会论文集[C].中国汽车工程学会,2013.
[2]焦丽丽,倪国林.基于知识的组合机床夹具可扩充标准件库的开发[J].组合机床与自动化加工技术,2014(12):145-147.
[3]王素粉.基于自动夹紧控制的减速箱端盖与箱体结合面加工夹具的设计分析[J].中国新技术新产品,2012(2):141.
[4]蒙启泳.基于PLC的自动化夹具教学实验台的设计与实现[J].机械工程师,2014(11):118-120.
[5]马洪新.拖拉机变速器装配线上箱体的定位夹紧研究[J].机械设计与制造,2009(5):140-142.
[6]刘巍.谈车工定位分析疑点[J].民营科技,2014(8):47.
[7]王才东,王立权,赵冬岩,等.变自由度螺栓夹紧机构设计及试验研究[J].中国机械工程,2013,24(13):1743-1748.
[8]卜洪冠.机械加工夹具浮动支撑定位装置的设计[J].机械工程师,2014(7):243.
[9]于恩超,杜莹.对软PLC技术的发展趋势及前景展望[J].科技风,2014(13):253.
[10]陈婵娟,李龙.软PLC开发系统指令表编辑模块的研究与实现[J].制造技术与机床,2012(12):224-226.
[11]代征宇,杨观赐,李少波.软PLC逻辑控制元件图形化分析与实现[J].组合机床与自动化加工技术,2012(10):74-76.
[12]刘威.软PLC通信接口的控制研究[J].科技创新与应用,2013(8):52.
[13]马远佳.一种集成组态的软PLC控制系统的研究[J].工业仪表与自动化装置,2014(3):117-120.
[14]魏亚鹏,韩卫光.实时工业以太网技术的研究[J].组合机床与自动化加工技术,2013(7):49-53.
(编辑 赵蓉)
The Design of Clamping Positioning Equipment with Unilateral Floating Based on Soft PLC Control System
DING Hou-yonga,SUN Li-qinb,YU Xiao-pengc
(a.Research and Development Department;b.Business Department;c.Mechanical Design Department,Dalian Haosen Equipment Manufacture Co.,Ltd.,Dalian Liaoning 116036,China)
A new clamping positioning pin shaft mechanismwith the function of position changing in a certain range was designed and manufactured on the basis of traditional fixture with a new method,which can adapt to the parts which exists error location and solve the positioning pin can′t smoothly into the positioning hole on some poor machining precision of workpiece clamping.Structure principle and working process was analyzed in detail and the soft PLC control system on the basis of PC was designed.The monitoring information of field devices was realized by profibus and the data was fast uploaded to the upper computer by the industrial Ethernet.Thepracticeshows that the clamping position was accurate,adaptable,stable and reliable control system was reliable.
softPLC;floating;clamping and position
TH132;TG65
A
1001-2265(2015)06-0140-03 DOI:10.13462/j.cnki.mmtamt.2015.06.038
2015-01-12
2015-03-23
辽宁省科技创新重大专项(201408001)
丁厚永(1975—),男,南京人,大连豪森设备制造有限公司工程师,研究方向为汽车发动机&变速箱装备业中新设备、新技术应用与建议企业技术标准体系,(E-mail)dinghouyong@haosen.com.cn。
