纳米粒子射流微量润滑磨削镍基合金润滑性能实验评价*
2015-11-03张彦彬李长河贾综州张综坤
张彦彬,李长河,贾综州,张综坤
(青岛理工大学机械工程学院,山东青岛 266033)
纳米粒子射流微量润滑磨削镍基合金润滑性能实验评价*
张彦彬,李长河,贾综州,张综坤
(青岛理工大学机械工程学院,山东青岛 266033)
结合国内外对植物油作为微量润滑基础油的研究现状,用液态石蜡作为对比,实验探究了棕榈油作为基础油的润滑性能,实验中添加的纳米粒子是粒径为50nm的MoS2。实验中以高温镍基合金作为工件在精密平面数控磨床上进行平面磨削,四种磨削工况:干式磨削、浇注式润滑、微量润滑、纳米粒子射流微量润滑。采用三向测力仪测量磨削力用于计算比磨削能和摩擦系数,用粗糙度测量仪测量工件表面的粗糙度值。实验结果表明添加MoS2纳米粒子的棕榈油基纳米流体在纳米粒子射流微量润滑的条件下取得了最好的润滑性能,这是由于棕榈油中高的饱和脂肪酸含量和羧基高的成膜性能。
纳米粒子;微量润滑;磨削;比磨削能
0 引言
纳米流体作为微量润滑磨削液具有冷却、润滑、排屑及防锈等功能,起着延长刀具使用寿命、改善零件加工质量、提高切削加工效率等作用[1]。通常采用的磨削液基液有矿物油、合成酯、聚乙二醇等。但这几种磨削液基油的纳米流体雾化仍然对工人的健康造成了很大的伤害,对环境造成了一定的污染并且增加了加工成本[2]。因此,开发并推广新型(环保型)微量润滑磨削基础液,减少环境污染指数、清洁工人的工作环境和减少加工成本等问题已经成为纳米流体射流微量润滑技术的研究方向之一[3]。
植物油生物降解性好,无毒性,产量高,资源丰富。与矿物油相比,植物油具有更高的沸点和分子重量,从而大大减少了其在雾化和气化时的损耗。张怀亮[4]通过实验验证了用植物油作为润滑油基础油可以得到良好的润滑性能,并且通过添加纳米颗粒可以降低摩擦因数、增强摩擦副材料的抗磨能力等。国外的研究者们[5]尝试将植物油用作金属切削液并进行了相关的实验研究。
学者们在以往的研究工作中通过实验研究证明了植物油可以作为切削液和微量润滑基础油用于车削、钻削等金属切削加工中,而且可以取得很好的冷却润滑效果。而在磨削加工过程中,最显著的特点是具有高的砂轮转速、高的能量消耗[6]。由于磨削加工刀具为砂轮,砂轮表面磨粒通常为负前角切削,因此通过磨削加工去除单位体积的材料所消耗的能量远远大于其他的机加工形式[7]。因此,基于磨削加工与其他几种形式加工的不同,本文的主要目的是探究以植物油作为基础油的纳米粒子射流微量润滑磨削润滑性能的理论分析与实验评价。
1 实验材料与实验方案
1.1 实验设备
实验是在精密平面数控磨床K-P36上进行,主要技术参数:主轴功率40kW;最高转速2000r/min;工作台驱动电动机功率5kW;磨削范围600×300mm;砂轮使用刚玉砂轮,尺寸为300×20×76.2mm,砂轮粒度为80#,最高线速度 50m/s;纳米流体输送装置采用Bluebe微量供油系统;测力仪采用YDM-Ⅲ99三向测力仪;采用TIME3220粗糙度测量仪测量工件表面粗糙度。实验装置如图1所示。
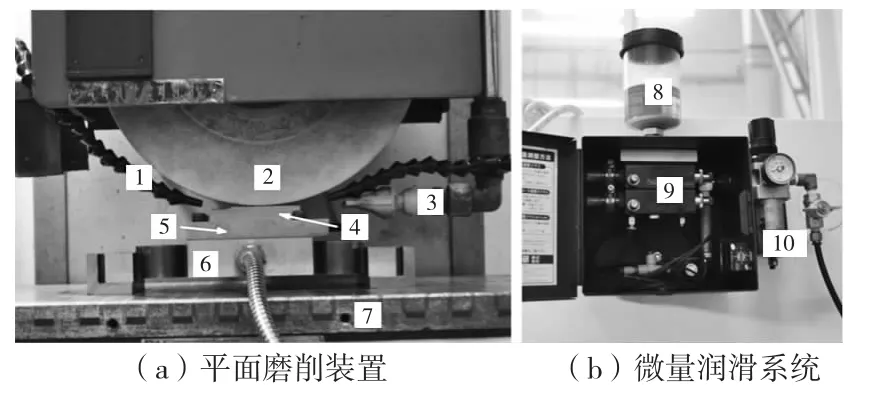
图1 实验装置
1.2 实验材料
磨削加工工件采用高温镍基合金GH4169,相近牌号:Inconel718(美国),NC19FeNb(法国)。GH4169镍基合金在-253~700℃温度范围内具有良好的综合性能,主要应用于宇航、核能、石油工业及挤压模具中,属于难加工材料。微量润滑基油分别采用液态石蜡和棕榈油,纳米粒子采用直径50nm的MoS2纳米粒子。表1列举了棕榈油和液态石蜡的基本性质,表2列举了GH4169的化学成分。
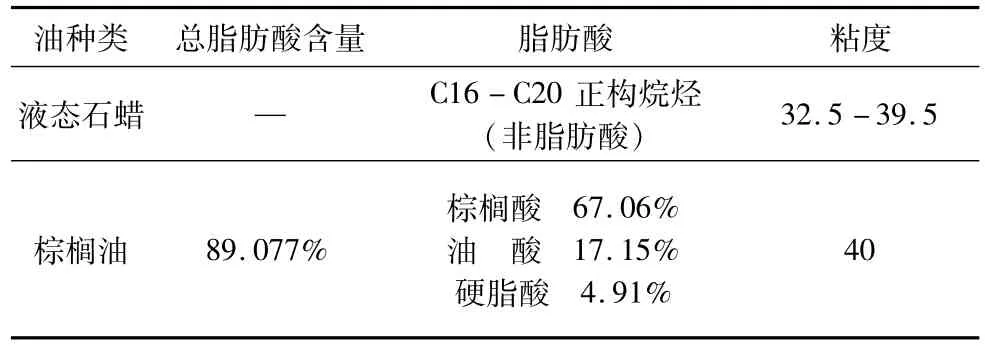
表1 棕榈油和液态石蜡的基本性质

表2 GH4169化学成分
1.3 实验条件
纳米流体制备采用两步法[8],采用MoS2纳米粒子(50nm),基油分别采用液态石蜡(化学纯)和棕榈油,阳离子表面活性剂:烷基磺酸盐,分散剂:硫酸二甲脂(C2H6O4S);数控超声波振荡器:型号KQ3200DB。浇注式磨削液采用配比为体积分数5%的水溶性磨削液。实验中采用统一的磨削工艺参数,如表3所示。
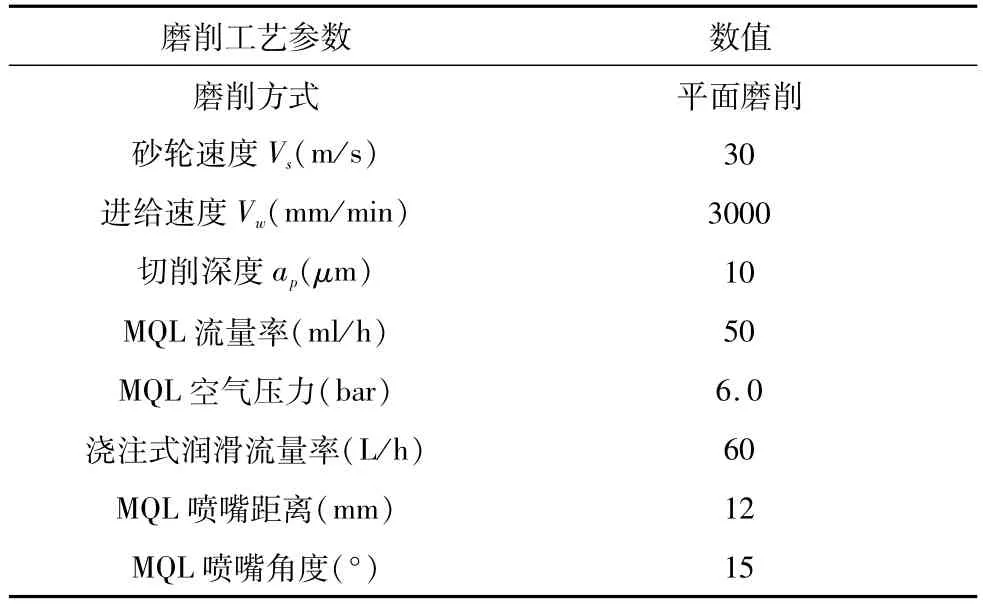
表3 磨削工艺参数
1.4 实验方案
根据以往的实验研究[9]选取棕榈油为植物油的代表,用液态石蜡作比较,进行干式磨削、浇注式磨削、微量润滑磨削、纳米粒子射流微量润滑磨削四种工况的验证性试验,实验方案见表4。
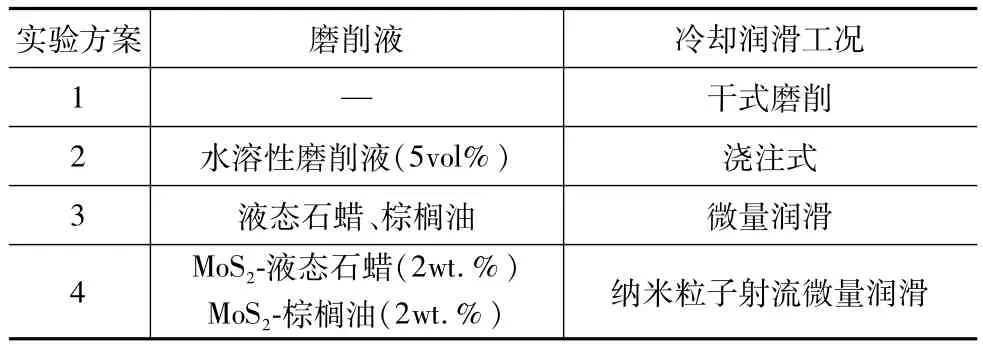
表4 实验方案
2 实验评价方法
在每项实验中,都将用三向磨削力测力仪YDM-Ⅲ99测量并记录法向力、切向力和轴向力,磨削力的测量采样频率是1kHz。采样后的磨削力信号导入“磨削力动态测试系统”软件中进行滤波处理,最终得到磨削力图像文件和磨削力数据文件。在各向磨削力稳定区域选取100个数据点并求平均值得到相应的平均力。数据处理中利用计算得到的磨削力平均值计算每次磨削过程的摩擦系数和比磨削能。利用PGI800表面轮廓仪测量加工后工件表面粗糙度,记录数据并用于实验结果分析。
2.1 摩擦系数(μ)
摩擦系数在磨削加工中定义为切向磨削力Ft与法向磨削力Fn之比。其计算公式为

式中Ft—切向磨削力(N);
Fn—法向磨削力(N)。
在磨削加工中摩擦系数μ的经验值为0.2~0.7[10]。摩擦系数的大小说明了砂轮/工件界面的润滑效果的好坏,摩擦系数越小,润滑效果越好,反之,润滑效果越差。在平面磨削实验中我们可以通过压电式压力传感器分别测出切向磨削力Ft与法向磨削力Fn,然后通过计算获得所需要的摩擦系数。
2.2 比磨削能(es)
比磨削能定义为去除单位体积的材料所消耗的能量。其计算公式为[11]

式中P—单位时间内消耗的总能量;
Qw—单位时间内去除工件的体积;
Ft—切向磨削力;
vs—砂轮转速;
vw—工件进给速度;
ap—磨削深度;
b—磨削宽度。
比磨削能的大小也说明了砂轮/工件界面的润滑效果的好坏,在相同的材料和磨削条件下,比磨削能越小,润滑效果越好,反之,润滑效果越差。在平面磨削实验中,测出上述物理量,带入有关的计算公式就可以得到对应的比磨削能。
3 实验结果分析
图2为典型的干式磨削磨削力测量信号图像,图3是典型的干磨削工件粗糙度轮廓图。
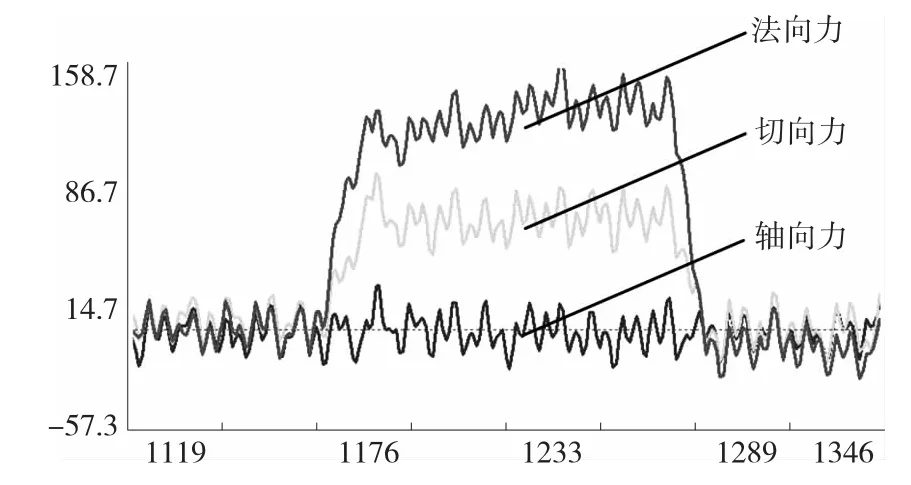
图2 干式磨削磨削力测量信号图
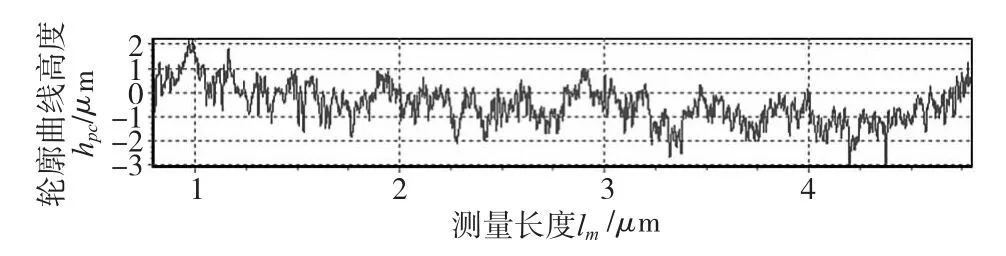
图3 干式磨削工件粗糙度轮廓图
3.1 摩擦系数
磨削区域的润滑效果直接影响磨削加工的工件表面质量,而摩擦系数的大小是评价磨削区域润滑效果的参数之一。较小的摩擦系数对应较好的润滑效果。四种磨削加工工况的磨削系数如图4所示。
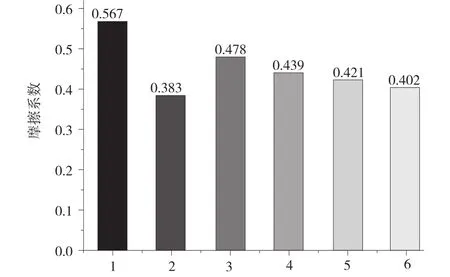
图4 不同工况下的摩擦系数
由各工况的摩擦系数可知,干式磨削条件下的摩擦系数达到了最大值μ1=0.567。以干式磨削摩擦系数作为比较,浇注式磨削、微量润滑磨削和纳米粒子射流微量润滑磨削的摩擦系数都有一定程度的减小。在浇注式磨削工况下,体积分数为5%的水溶性磨削液达到了最好的润滑效果,摩擦系数取得最小值μ2= 0.383,这是由于大量磨削液的注入形成了润滑油膜,起到了很好的润滑作用。两种油微量润滑磨削的摩擦系数分别为μ3=0.478、μ4=0.439,相对于干式磨削两种油的微量润滑摩擦系数分别下降了15.7%和22.6%,但是仍然高于浇注式润滑。由于磨削过程中砂轮附近存在气障层,浇注式磨削液穿越气障层的比例很小,参加润滑的磨削液只占了很小的部分[12];而微量润滑磨削液由于喷射速度的增加导致有效参加润滑的磨削液比例大幅增加。因此虽然微量润滑的流量率为50m l/h,仅为浇注式润滑的0.083%,但是依然起到了很好的润滑效果。在加入2%质量百分比的MoS2纳米粒子后,以液态石蜡和棕榈油为基础油的纳米流体微量润滑摩擦系数分别为μ5=0.421、μ6=0.402,润滑性能表现出进一步的提高。一方面,纳米粒子的加入强化了微量润滑磨削液的换热性能,使磨削区域内的磨削液保持了较好的低温流动特性,呈现出较好的润滑效果;另一方面,纳米粒子自磨削过程中起到了滚珠减摩的作用,进一步减小了磨粒的滑动力,从而减小了摩擦系数。
3.2 比磨削能
比磨削能反应了磨削加工的能量转移比例,控制比磨削能对磨削加工质量具有很重要的意义。图5为四种工况磨削的比磨削能。由图5可知,干式磨削的比磨削能呈现最大值U1=211.37(J/mm3),这是由于磨削区的摩擦力较大,导致过多的无用功产生。而过大的比磨削能也反应了较差的工件表面质量。浇注式磨削凭借大量的磨削液注入,提供了好的润滑条件,因此达到了最小的比磨削能U2=60.21(J/mm3)。以液态石蜡和棕榈油为磨削液的微量润滑磨削比磨削能分别为U3=119.32(J/mm3)和U4=95.57(J/mm3),较干式磨削有很大幅度的下降,但是对比浇注式磨削仍然没有达到理想的润滑效果。在以两种油为基油添加质量百分比的MoS2纳米粒子后,比磨削能分别为U5=87.43(J/mm3)和U6=76.96(J/mm3),对比微量润滑有了一定程度的降低。
棕榈油MQL和液态石蜡MQL比磨削能数值的比较中,棕榈油MQL取得了更小的数值,相对比液态石蜡下降了11.9%。两种基油的成分不同导致磨削加工过程中成膜能力产生差异,导致润滑效果不同。分析磨削液的润滑效果应该从磨削液的分子结构入手。由表1可知,液态石蜡是从原油分馏所得到的无色无味的混合物,其主要成分是C16-C20正构烷烃;棕榈油是由一系列脂肪酸组成的混合油脂,其包含67.056%的棕榈酸(C16)、17.116%的油酸(C 18)和4.905%硬脂酸(C18:0)等。
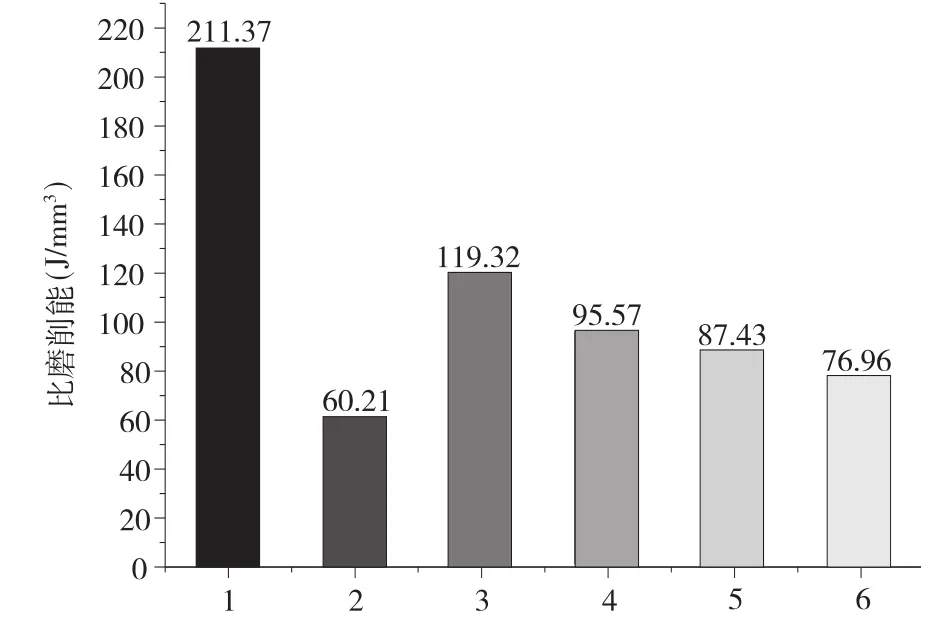
图5 不同工况下的比磨削能
在磨削区的润滑状态是边界润滑状态,在边界润滑状态下润滑油在摩擦副表面形成吸附膜和反应膜。微量润滑磨削液的润滑作用可以从两个方面解释,一方面是物理吸附膜的形成,另一方面是磨削区金属皂化反应成膜。
(1)物理吸附膜形成机制
磨削区域砂轮和工件金属表面互相作用发生润滑摩擦运动时,承受较大或冲击性振动性负荷不易保持液体润滑,而呈边界润滑状态。润滑性能主要取决于润滑油的“油性”的好坏。就是说润滑油中的一些带有极性原子,例如S、O、N、P等,或极性基团,如-OH、-COOH、-COOR、-COR、-CN、-CHO、-NCS、-NH2、-NHCH3、-NH3、-NROH等这些与金属表面亲和活性较强的组分和金属表面分子依靠范德华力而发生物理吸附(吸附热约为20kJ/mo1),形成物理吸附膜,起到减摩抗磨的作用从而减小了磨削力。磨削液中分子碳链的长度影响了物理吸附膜的吸附持久性,碳链越长,吸附膜的强度越强。而且长的碳链能够承受较高的切削温度从而提高对表面的保护。
矿物油的主要成分是C16-C20正构烷烃,正构烷烃是不含其它元素、官能团和碳支链的饱和烃,其分子是由若干个CH2原子团和2个H原子构成。其分子中不具有极性原子和极性基团,因此不能形成吸附力强的物理吸附膜。如图6所示,棕榈油主要成分脂肪酸分子式中都含有极性基团-COOH,可以依靠范德华力而发生物理吸附形成物理吸附膜。因此棕榈油的摩擦系数和比磨削能也要低于矿物油液态石蜡。
(2)金属皂化反应形成润滑油膜
脂肪酸的润滑作用可以由脂肪酸在砂轮与加工工件金属表面形成吸附膜来解释。在磨削过程中脂肪酸类化合物在高温条件下容易和金属表面形成暂时性的脂肪酸金属皂,即发生金属皂化反应。反应中羧基-COOH中的氢原子与金属表面原子发生置换从而形成单分子层的半化学结合油性润滑膜,这层吸附膜可以是单分子层,也可以是多分子层。当它吸附于金属表面时,有垂直取向的特性,由于分子间的吸力作用,使分子致密地布满在金属表面上,从而减小了刀具的摩擦和磨损。分子中的碳链长度影响总的吸附能,随碳链长度的增加总的吸附能也随之增加。但为得到最大致密度的吸附膜,必定存在一个足够的碳链长度。据研究[13],对于饱和脂肪酸,润滑膜中一个分子所占的表面积为20.5A2,而与该分子中的C原子数无关,当C原子数大于16时吸附能力基本达到最大值。因此对于碳链长度大于16的脂肪酸,抗磨和减摩的作用是一致的。
棕榈油的主要脂肪酸种类棕榈酸(C16)属于饱和脂肪酸,而液态石蜡分子不具有羧基-COOH。因此根据皂化反应成膜的规律对实验结果进行分析,由于棕榈油的主要脂肪酸种类棕榈酸是饱和脂肪酸,而且C数是16,因此可以形成吸附力强的润滑膜实现好的润滑性能,在实验中棕榈油也得到了较液态石蜡低的摩擦系数和比磨削能。
3.3 表面粗糙度
图6和图7分别为四种工况磨削的表面粗糙度Ra和Rz数值。从图中可以看出,与干式磨削加工相比,采用浇注式、微量润滑、纳米粒子射流微量润滑进行平面磨削,粗糙度值都有一定度的下降。干式磨削由于缺少磨削液的润滑作用得到最大的粗糙度值,工件表面甚至出现烧伤现象;而浇注式磨削的粗糙度值最小,对应着好的工件表面质量。两种油液的微量润滑磨削中,对应的垂直于磨削纹理方向的Ra值相对于干磨削分别降低了15.5%、22.4%,而Rz值分别降低了10.5%、15.8%,这说明采用微量润滑磨削可以取得较好的工件表面质量,但是粗糙度值降幅较小。两种油液的纳米粒子射流微量润滑磨削中,对应的垂直于磨削纹理方向的Ra值相对于干磨削分别降低了34.5%、39.7%,而Rz值分别降低了31.6%、36.8%,这说明采用纳米粒子射流微量润滑磨削能够较好的降低工件表面粗糙度,与浇注式磨削加工获得的工件表面粗糙度接近。

图6 不同工况下的工件粗糙度值Ra

图7 不同工况下的工件粗糙度值Rz
四种工况的磨削实验比较进一步表明,纳米粒子射流微量润滑磨削可以提供好的冷却润滑条件,其工件质量最接近浇注式润滑加工工件质量。因此纳米粒子射流微量润滑可以替代浇注式磨削成为绿色环保的磨削加工方式。而且,在液态石蜡和棕榈油两种微量润滑基液的磨削实验比较中,不难发现棕榈油对比液态石蜡具有更好的润滑性能。这是由于棕榈油的化学成分分子机构提高了磨削液的润滑性能。因此,实验证明植物油可以取代矿物油成为纳米粒子射流微量润滑磨削液基础油。
4 结论
实验中用液态石蜡作为对比,实验探究了棕榈油作为基础油的润滑性能,并进行了理论分析,得到的结论如下:
(1)与液态石蜡对比,棕榈油的微量润滑磨削和纳米粒子射流微量润滑磨削工况下取得了更低的摩擦系数、比磨削能和表面粗糙度;相对比干式磨削、微量润滑磨削工况具有明显优势,润滑效果接近于浇注式润滑磨削。因此植物油可以代替矿物油作为纳米粒子射流微量润滑磨削的基础油。
(2)与液态石蜡对比,棕榈油在纳米粒子射流微量润滑磨削工况下都取得了比液态石蜡低的摩擦系数和比磨削能;这是由于棕榈油含有脂肪酸,脂肪酸分子在摩擦副表面形成了物理吸附膜和金属皂化反应膜,起到减摩抗磨的作用,提高了磨削液的润滑性能。因此,实验证明植物油可以取代矿物油成为纳米粒子射流微量润滑磨削液基础油。
[1]李伯民,赵波.现代磨削技术[M].北京:机械工业出版社,2003.
[2]周志雄,毛聪,周德旺,等.平面磨削温度及其对表面质量影响的实验研究[J].中国机械工程,2008,19(8):980-984.
[3]张强,李长河,王胜.光滑表面磨削区流体动压力的建模与实验验证[J].组合机床与自动化加工技术,2013(10):24-27.
[4]张怀亮,周胜,陈铖彬.纳米粒子WS2和MoS2作为润滑油添加剂的摩擦学性能实验研究[J].石油炼制与化工,2012,43(9):71-75.
[5]Rahim E A,Sasahara H.An analysis of surface integrity when drilling inconel 718 using palm oil and synthetic ester under MQL condition[J].Machining Science and Technology,2011,15(1):76-90.
[6]Mao C,Tang X,Zou H,et al.Investigation of grinding characteristic using nanofluid minimum quantity lubrication[J].International Journal of Precision Engineering and Manufacturing,2012,13(10):1745-1752.
[7]王胜,李长河,张强.纳米粒子射流微量润滑磨削表面粗糙度预测与实验验证[J].现代制造工程,2014(8):1-6.
[8]王胜,李长河,张强.纳米粒子射流微量润滑磨削性能评价[J].制造技术与机床,2013(2):86-89.
[9]Rahim E A,Sasahara H.Investigation of tool wear and surface integrity on MQL machining of Ti-6AL-4V using biodegradable oil[J].Proceedings of the Institution of Mechanical Engineers,Part B:Journal of Engineering Manufacture,2011,225(9):1505-1511.
[10]任仲伟,王永青,贾振元.高速飞行器回转体部件精密磨削工艺参数优化设计[J].组合机床与自动化加工技术,2008(9):79-81.
[11]刘占瑞.纳米颗粒射流微量润滑强化换热机理及磨削表面完整性评价[D].青岛:青岛理工大学,2010.
[12]李长河,蔡光起,修世超,等.砂轮约束磨粒喷射加工接触区压力场建模与验证[J].兵工学报,2007;28(2):202-205.
[13]胡志孟.羟基和硫化植物油脂肪酸的摩擦学研究[D].上海:上海大学出版社,1999.
(编辑 赵蓉)
Experimental Evaluation into Lubricating Property of Nanoparticles Jet MQL Grinding Nickel Base Alloy
ZHANG Yan-bin,LI Chang-he,JIA Dong-zhou,ZHANG Dong-kun
(College of Mechanical Engineering,Qingdao Technological University,Qingdao Shandong 266033,China)
In consideration of the combined present research situation of vegetable oil as minimum quantity lubrication(MQL)base oil domestically and abroad,the lubricating property of palm oil as base oil in comparison w ith liquid paraffin was explored.In the experiment,a numerical control precision surface grinder was used for plain grinding on a nickel base alloy workpiece.The effect of adding MoS2nanoparticle with a particle size of 50 nm was studied.Four types of grinding working conditions were applied:dry grinding,flood lubrication,MQL,and nanoparticle jet MQL.Grinding force,particle size,viscosity of nanofluids,and workpiece surface roughness were measured.The experimental results indicate that palm oil-based nanofluids added with MoS2nanoparticles produce the best lubricating property in the nanoparticle jet MQL condition because of the high saturated fatty acid and high film-forming property of carboxyl groups in palm oil.
nanoparticle;grinding,MQL;specific grinding energy
TG580
A
1001-2265(2015)06-0113-05 DOI:10.13462/j.cnki.mmtamt.2015.06.031
2014-10-13;
2014-11-13
国家自然科学基金资助项目(51175276);青岛市应用基础研究计划项目(14-2-4-18-jch);黄岛区应用研究科技项目(2014-1-55)
张彦彬(1990—),男,蒙古族,内蒙古赤峰人,青岛理工大学硕士研究生,研究方向为切削磨削加工理论与技术,(E-mail)zhangyanbin1 -QDLG@163.com;通讯作者:李长河(1966—),男,内蒙古通辽人,青岛理工大学教授,博士生导师,博士,研究方向为切削磨削加工理论与技术,(E-mail)sy-lichanghe@163.com。
