滚珠丝杠BGS-CAPP系统的设计与开发*
2015-11-03王科社查初亮
樊 伟,王科社,高 灿,查初亮
(1.北京信息科技大学机电工程学院,北京 100192;2.北京机床研究所,北京 100102)
滚珠丝杠BGS-CAPP系统的设计与开发*
樊 伟1,王科社1,高 灿1,查初亮2
(1.北京信息科技大学机电工程学院,北京 100192;2.北京机床研究所,北京 100102)
通过对滚珠丝杠的加工工艺的分析和研究,凭借计算机强大的计算能力,采用面向对象的系统设计方法,编制开发了适用滚珠丝杠加工生产的BGS-CAPP系统。该系统主要用于滚珠丝杠加工工艺的编制,最终可实现工艺文件的查询、修改、添加、保存和打印等功能。BGS-CAPP系统的出现减轻了工艺设计人员的工作任务,同时在一定程度上提高了产品的生产效率,促进了企业的生产信息化进程。
滚珠丝杠;计算机辅助工艺设计(CAPP);加工工艺
0 引言
计算机辅助工艺设计(computer-aided process planning,CAPP)是指利用计算机软硬件技术及其强大的应用支撑平台来制定零件工艺的工程。凭借计算机强大的数值计算,逻辑判断和智能推理等功能,解决传动手工工艺的诸多问题[3]。CAPP属于工程分析与设计范畴,是重要的生产准备工作之一,其无论对单件小批量生产还是大批大量生产都有重要的意义[1]。CAPP能够有效减轻工艺设计人员繁重的工作任务,将他们从繁琐和重复性劳动中解放出来,去从事现行工艺的优化以及新工艺的开发工作。另外CAPP不仅有助于缩短工艺准备周期、促进工艺规程的最优化和标准化,还可以强化对工艺设计人员的宝贵经验的总结和继承。这样一方面提高了产品的制造质量、缩短了产品的生产周期,另一方面也提高了工艺规程对生产的指导作用,加大了生产管理的效力。
滚珠丝杠属于典型的轴类零件,作为重要定位和传动部件被广泛运用于医疗设备、机床、航空航天、船舶等领域。其特征结构和加工工艺相比于其它轴类零件较复杂,零件的信息量也比较大,而且工序较多,夹具和定位基准需要多次更换,工序尺寸链的解算也比较繁琐,导致工艺设计人员编制加工工艺过程中比较容易出错。因此,我们利用计算机技术设计开发出了适用于滚珠丝杠加工生产的滚珠丝杠BGS-CAPP系统(简称BGS-CAPP系统)。BGS-CAPP系统是一个综合式CAPP系统,能够实现查询滚珠丝杠标准工艺规程以及编辑生成滚珠丝杠典型工艺规程和派生工艺规程的功能,比同类型的CAPP系统更具有目标性、高效性和灵活准确性。
1 系统的功能分析
由于滚珠丝杠是由滚珠螺纹部分和轴颈部分组成的,滚珠螺纹部分的参数已经按型号系列及规格标准化,其工艺过程的变化随型号系列的变化而变化;而轴颈部分的工艺与系列号基本上没有多大的关系。由于各种型号的滚珠丝杠具有相同或相似的特征信息,根据相似性原理,提取滚珠丝杠的主要特征,进行典型工艺设计,这就是BGS-CAPP系统的工作原理。
该系统无需从CAD中提取零件的特征信息,只需工艺设计人员按照滚珠丝杠的设计图纸,通过人机交互界面输入一些主要的特征信息,系统后台即可自主决策,自动生成滚珠丝杠的工艺流程和工序内容。BGS-CAPP系统归纳和汲取了实际生产中的工艺设计经验,系统的可视化强度高,图形界面丰富,便于理解和掌握。因此,工艺设计人员对这套系统上手并不困难,在不熟悉此系统的情况下同样可以编制出高质量的工艺文件。
2 系统的开发工具及系统组成
2.1 系统的开发工具与技术
本系统是在Visual Basic 6.0平台上进行可视化程序设计的,利用ADO(ActiveX Data Object)技术建立VB(Visual Basic)与Access数据库的连接,利用ODBC(Open DataBase Connectivity)技术和VB提供的API函数实现数据库的访问和设计,最终完成BGSCAPP系统的开发。
其中ADO连接Access数据库的源程序代码为:
Adodc1.ConnectionString=”provider=Microsoft.Jet.OLEDB.4.0;Data Source=document path”
2.2 系统的模块组成
通过对滚珠丝杠企业需求和滚珠丝杠加工工艺路线的分析,对系统采用模块化设计。BGS-CAPP系统主要由零件信息输入模块、工艺决策模块、工艺文件生成模块、工艺文件管理模块、数据库管理模块、工艺资料查询模块和用户信息管理模块组成,如图1所示。

图1 BGS-CAPP系统模块组成图
零件信息输入模块:输入滚珠丝杠的几何形状尺寸信息和工艺信息[5]。工艺信息包括滚珠丝杠的精度、材料、热处理以及其它工艺技术信息。
工艺规程编制模块:该模块是BGS-CAPP系统的核心环节。利用输入的零件信息,自动编制出滚珠丝杠的工艺文件,完成各种工艺设计任务。
工艺文件生成模块:该模块主要用于将编制好的工艺文件储存于工艺文件数据库中。
工艺文件管理模块:该模块主要用于完成工艺文件内容和格式的编辑、修改。通过图形交互操作的方式将编辑修改好的工艺文件生成对应的接口文件(如*.DOC,*.TXT,*.EXCEL),方便用户进行预览和打印。
数据库管理模块:该模块主要包括数据库的维护和升级、数据库的编辑与开发以及数据库的信息输入和输出等。
工艺资料查询模块:该模块主要包括工艺规则查询、工艺参数查询、工件公差、偏差查询和典型工艺查询等。
用户信息管理模块:该模块主要包括用户、管理员信息和登录密码的编辑和管理。
3 系统的设计与开发
3.1 系统的总体结构
BGS-CAPP系统总体结构如图2所示。系统根据输入的零件信息,在面向对象(Object-Oriented)的工艺知识数据库和工艺规则数据库的支撑下,自动提取与加工工艺相关的工艺知识和工艺规则,生成滚珠丝杠所同步各个工序的作业内容,自动完成机床、工具和夹具的选择和加工过程的优化,这样有效的提高了工艺的设计效率和设计质量。
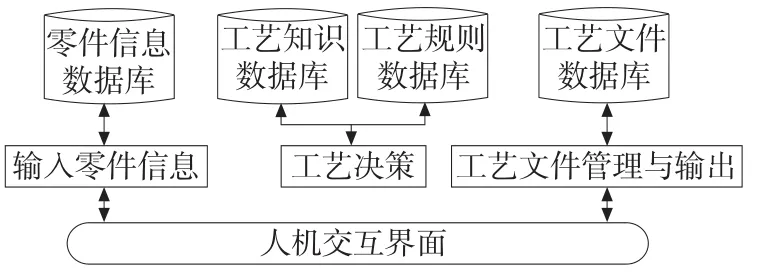
图2 BGS-CAPP系统的总体结构图
3.2 系统的数据库
系统的工艺知识数据库和工艺规则数据库是其两个最为重要的数据库。它们是系统工艺规程决策的主要依据。
工艺知识数据库:该数据库是在分析了北京精密天工滚珠丝杠股份有限公司各种型号滚珠丝杠的加工工艺后,总结其全部工艺知识而建立起来的。其数据存储采用的是格式化数据库的分层模型结构(hierarchical model),即把滚珠丝杠的全部工艺知识表示为一个有序树的集合。该数据库结构共有两层,第一层次结点存放的数据信息是滚珠丝杠的全部加工工序,第二层次结点存放的数据信息是各工序工步的作业内容,如图3所示。
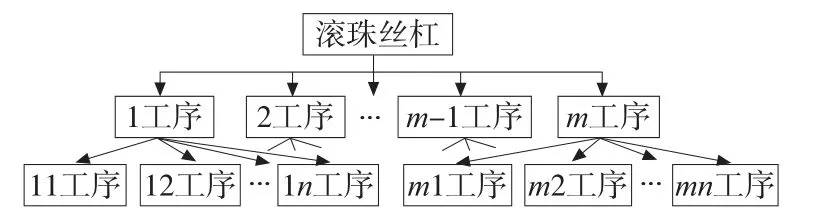
图3 工艺知识数据库结构图
采用这种结构的数据库模型,可以明确的表示各工序与其工步作业内容的联系,结构简单,层次分明,系统检索数据时也比较方便快捷。
工艺规则数据库:该库也是在总结各种型号滚珠丝杠工艺文件的基础上,结合滚珠丝杠的加工工艺特点而制定的,其结构和工艺知识数据库相同,共分为两层,第一层次结点存放的数据信息是工艺决策推理逻辑,第二层次结点存放的数据信息是各作业内容决策推理逻辑。工艺决策推理逻辑是产生滚珠丝杠加工工序的逻辑方法,而作业内容决策推理逻辑是产生各工步作业内容的逻辑方法。根据这一特点,本系统的逻辑推理过程是通过决策树和产生规则来表达的[3]。其表达形式为:
IF<condition>THEN<conclusion>。
例如:中心孔的工艺规则程序语句:
IF CHK1.Value=1 And CHK5.Value=1 Then
LAB2.Caption=‶丝杠两端都是B型中心孔。按图纸要求钻两端中心孔至B‶&TXTBX.Text&‶,要求60°,锥面长≤‶&TXTBZ.Text‶
ElseIF(CHK1.Value=1 And CHK6.Value=1)Or(CHK2.Value=1 And CHK5.Value=1)Then
LAB2.Caption=‶丝杠一端是B型中心孔,一端是内六方型中心孔。钻B型中心孔,按图纸要求钻B型中心孔至B‶&TXTBX.Text&-‶,要求60°,锥面长≤‶&TXTBZ.Text&‶。钻内六方中心孔,按图纸要求钻内六方中心孔,注意内六方底孔尺寸要求60°,‶&-‶锥面长≤‶&TXTBZ.Text‶……
END IF
由于滚珠丝杠工艺繁杂,工序较多,因此工艺决策流程的决策推理逻辑比较多。如图4所示的是工艺决策的程序流程图。
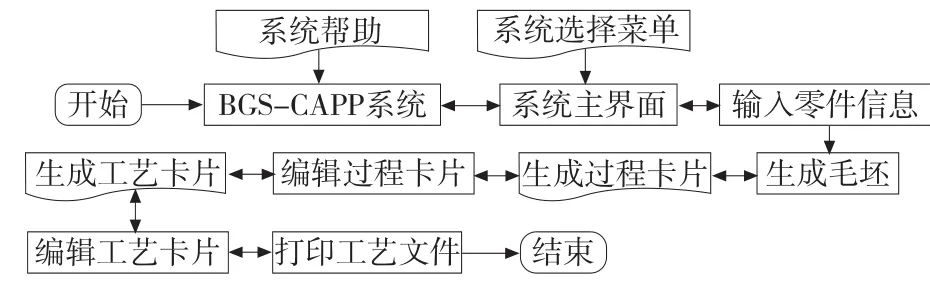
图4 工艺决策的程序流程图
系统的工艺决策程序流程,指导着系统后台程序的主要逻辑流向,它是系统工艺决策的核心内容,也是系统的主要设计原则。
3.3 系统的工作应用流程
系统的工作应用流程如图5所示,开始用户从登陆界面进入系统,按照系统提示进行相关操作。首先使用人机交互的方式在信息输入界面链入滚珠丝杠的零件信息(如图6所示)。系统后台会根据用户输入的零件信息,自主决策生成相应的工艺规程并保存在工艺过程卡片中。此时用户可以在工艺过程卡片编辑器中对工艺规程进行修改、编辑和保存处理。除此之外,用户还可以在信息输入界面修改相关的工艺参数,从而修改目前编制的工艺规程。随着工艺规程的编制,系统最后会将每步编制的工艺内容嵌入设计好的工艺卡片中。工艺编制完成后,用户可以在工艺卡片编辑器中(如图7所示)对整个滚珠丝杠的加工工艺规程进行修改、编辑处理,然后系统将修改编辑好的工艺卡片保存成用户需要的格式,保存完成后用户可直接打印成需要的工艺卡片。
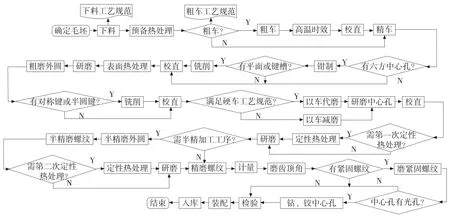
图5 系统的工作应用流程图

图6 零件信息输入窗口
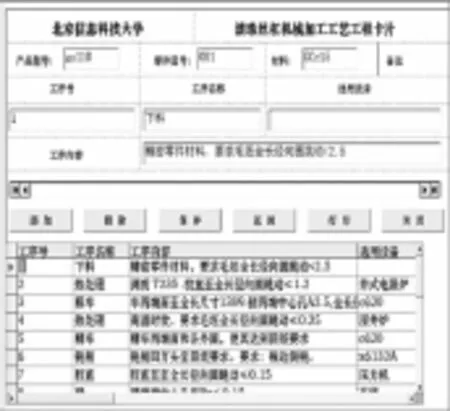
图7 工艺卡片编辑器
从整个系统的工作应用流程来看,工序设计采用自主决策产生,同时对生成的工艺规程可以进行人机交互编辑修改,最后得到符合要求的工艺规程,这样更好的体现了系统更具有灵活性和实用性的特点。
另外,由于滚珠丝杠的特征结构和加工工艺比较复杂,零件的信息量也比较大,而且工序也比较多,编制其工艺规程比较复杂繁琐,容易出错。BGS-CAPP系统的出现,大大减轻了工艺设计人员的工作任务。同时在滚珠丝杠的整个集成制造系统中,BGS-CAPP系统还可以向CIMS提供零件的工艺信息,实现零件制造过程中信息的自助传递和共享,同时也有利于零件制造信息的管理。这样在一定程度上提高了产品的生产效率,促进了企业的生产信息化进程。
4 结束语
为促进企业的加工制造的信息化进程,在研究和总结滚珠丝杠加工工艺的基础上,我们在Visual Basic6.0集成平台上开发出了滚珠丝杠BGS-CAPP应用系统。
①该系统采用面向对象的分层结构类型的数据库,集设计与计算于一体,用户可以方便快捷地编制出高质量的滚珠丝杠工艺规程。
②BGS-CAPP系统的使用,可以使工艺设计人员从繁琐的工作任务中解放出来,转而投入更多的精力放在现行工艺的优化和新工艺的开发上。
③用户还可以利用专用数据接口文件或标准格式接口文件实现BGS-CAPP系统与工厂的CAD系统和CAM系统的集成,从而全面提高整个企业内部生产系统的运行效率。
[1]宁汝新,赵汝嘉,欧宗瑛.CAD/CAM技术[M].北京:机械工业出版社,1999.
[2]王先逵.计算机辅助制造[M].北京:清华大学出版社,1999.
[3]刘玲.CAPP在现代企业生产作业计划中的集成作用[J].机械研究与应用,2010(6):106-107.
[4]薛丹.轴类零件CAPP典型工艺系统开发及应用[J].成组技术与生产现代化,2001(3):59-62.
[5]张学友,王中王,薛建彬.轴类零件实用CAPP系统研究与开发[J].组合机床与自动化加工技术,2010(8):89-91.
[6]唐剑梅,王影.计算机辅助工艺规划管理系统设计[J].兵工自动化,2006,25(7):44-45.
[7]孙刚,刘玉刚,刘宏阳.计算机辅助工艺设计(CAPP)技术在航天器总装中的应用[J]航天器环境工程,2005,22(6)354-357.
[8]周凡,殷国富.面向CAPP的工艺资源管理系统研究[J].现代制造工程,2004(10):48-50.
[9]吴元徽.滚珠丝杠的选材及热处理工艺分析[J].新技术新工艺,2009(4):57-58.
[10]张鄂,李灏,戚社苗,等.基于特征设计的回转体CAD/ CAPP集成系统的研究与开发[J].机械科学与技术,2000,19(6):5-8.
[11]周军龙,陈立平.工程数据库的ODBC方案实现[J].计算机工程,1998(8):39-41.
(编辑 赵蓉)
Development and App lication of BGS-CAPP System of Ball Screw
FAN Wei1,WANG Ke-she1,GAO Can1,ZHA Chu-liang2
(1.College of Mechanical and Electrical Engineering,Beijing University of Information Science and Technology,Beijing 100192,China;2.Beijing Machine Research Institute,Beijing 101500,China)
Through the analysis and researchment of the processing technology of the ball screw,w ith computer powerful computing ability,the object-oriented system design method,preparation of ball screw BGSCAPP system is developed.The system is mainly used in the processing technology of the ball screw,which can realize process file query,modify,add,save and print,etc.The BGS-CAPP system greatly reduces the working strength of the process design personnel.To a certain extent,it also improves the production efficiency,and promotes the production of the enterprise informatization process.
ball screw;computer-aided process planning(CAPP);processing technic
TH164;TG659
A
1001-2265(2015)06-0109-04 DOI:10.13462/j.cnki.mmtamt.2015.06.030
2014-08-20;
2014-09-20
北京市科技计划项目(Z121100001612010)
樊伟(1989—),男,陕西延安人,北京信息科技大学硕士研究生,研究方向为滚珠丝杠的加工工艺研究与CAPP技术,(E-mail)595661725@qq.com。
