东方新超超临界1 000 MW汽轮机本体结构及设计特点
2015-11-02刘雄袁永强黄果高展羽
刘雄,袁永强,黄果,高展羽
(东方汽轮机有限公司,四川德阳,618000)
东方新超超临界1 000 MW汽轮机本体结构及设计特点
刘雄,袁永强,黄果,高展羽
(东方汽轮机有限公司,四川德阳,618000)
文章详细介绍了东方新一代超超临界1 000 MW汽轮机的本体结构及设计特点。该机型是东方采用现代汽轮机技术自主研发而成的一种新型高参数汽轮机,通过重要结构的优化设计以及高温材料的合理选择,有效地提高了机组的经济性与可靠性。
超超临界,1 000 MW汽轮机,结构
0 引言
国内汽轮发电机组已进入大容量、高参数的发展阶段,而1 000 MW等级超超临界发电机组正逐渐成为主导我国今后一段时间电源建设和发展的主力机组,为进一步提高能源利用效率,降低机组热耗,超超临界1 000 MW发电机组的技术创新和优化设计势在必行。
东方为进一步提高超超临界1 000 MW发电机组效率,融合当今先进技术自主开发出了具有高效率、安全可靠、运行灵活、安装维护方便等特点的新一代1 000 MW超超临界汽轮机,以此为代表的神华万州项目已成功投运。
1 总体概况
东方新一代1 000 MW超超临界机组为单轴、一次再热、四缸四排汽、凝汽式汽轮机,产品型号为N1050-28/600/620。从机头至机尾依次串联1个单流高压缸、1个双流中压缸以及2个双流低压缸。高压缸无调节级,由12个单流压力级组成。中压缸为2×8个压力级。2个低压缸压力级总数为2×2×5级,末级叶片高度1 200 mm。总体结构见图1。

图1 东方N1050-28/600/620型汽轮机组三维立体图
主蒸汽经2根导汽管进入2个高压主汽阀、2个调节阀,经2根高压主汽管从高压外缸2个进汽口进入高压缸,通过高压缸12级做功后,去锅炉再热器。再热汽经2根再热管进入中压联合汽阀,经2根导汽管进入中压缸中部下半,通过2× 8级做功后的蒸汽经1根异径连通管分别进入2个双流5级的低压缸 (A、B),做功后排入凝汽器。
东方新一代超超临界1 000 MW汽轮机在结构上的主要设计特点有:
(1)对关键高温部件的材料进行了合理的升级与优化,以适应主汽与再热参数的提高;
(2)为提高机组额定工况的经济性,取消调节级喷嘴,由喷嘴配汽改为节流配汽;
(3)优化设计通流结构,对高、中、低压缸进、排汽型线进行流场优化设计;
(4)高压缸采用上、下半切向进汽,进汽室型线为变截面设计,以获得最佳气动性能;
(5)高压内缸采用筒形缸,内缸中分面由传统的螺栓密封改为红套环密封;
(6)高压模块采用高压内外缸+转子整体发货模式,安装快捷,检修方便;
(7)低压缸采用先进高效的1 200 mm末叶低压模块,具有足够的刚度与合理的排汽面积;
(8)机组采用DAS汽封、防旋汽封、刷式汽封等多种新型汽封组合,通过优化配置,在保证机组安全稳定运行的同时,使汽封在各种工况下工作时均保持足够的汽密性。
东方新一代超超临界1 000 MW汽轮机基本参数见表1。

表1 东方N1050-28/600/620型汽轮机基本参数
2 高温部件选材
汽轮机技术的发展一直与材料密切相关,机组的蒸汽参数也伴随材料发展而不断提高 (见图2)。目前,超超临界机组所用材料已经相当成熟。用于630℃蒸汽温度的新12Cr类材料经过欧洲各国的不断研究,已在全球数十个电厂中使用;与此同时,各国也积极开展了用于720℃等级的镍基材料研究。

图2 高温材料与汽轮机参数发展历程
与目前已投运的1 000 MW机组相比,东方新一代1 000 MW汽轮机的进汽参数有较大提高,为28 MPa/600℃/620℃。进汽参数的提高对关键部位高温部件的材料提出了较高要求,即要求这些部位的材料在其使用温度下具有足够高的高温持久强度和高温蠕变强度,能长期在高温高压环境下工作[1]。这类部件主要有:高、中压转子;高、中压汽缸;高、中压主汽阀、调节阀;高温段隔板、动叶、静叶等。
东方N1050-28/600/620型汽轮机主要高温部件选材见表2,其中,13Cr9Mo1Co1NiVNbNB(锻件)和ZG12Cr9Mo1Co1NiVNbNB(铸件)为东方自主开发的620℃等级材料,与欧洲COST522计划中研制的FB2和CB2这2种用于620℃等级材料性能相当。COST522计划从1998年就已经开始,历时5年时间完成,共有16个欧洲国家参与。目前,这2种材料已经应用到美国和德国部分电厂中。

表2 东方N1050-28/600/620型汽轮机主要高温部件选材汇总表
经计算,表2中所选的高温部件材料即使在最恶劣工况下也具有足够的高温持久强度和高温蠕变强度,可使机组在28 MPa/600℃/620℃下长期安全可靠地运行。
3 本体结构设计特点
3.1高压模块
高压模块为双层缸结构,高压外缸设2个进汽口,汽缸上下半各设1个,采用切向进汽。高压内缸为筒形缸 (见图3),采用红套环密封,仅在高压进汽部位处法兰留有螺栓,内缸红套环外设置隔热屏。筒形缸具有形状简单、结构对称、热变形小、对汽轮机启停和变负荷工况适应性好等优点。

图3 高压筒形缸结构
高压通流逆流布置,由12个压力级组成,采用节流配汽,高压进汽流道型线采用东方自主研发的高效变截面型线以获得最佳的气动性能。
高压部分共有2级回热抽汽,第1段抽汽口布置在高压第9级后的汽缸上,第2段抽汽口布置在再热冷段管道上。
东方N1050-28/600/620型汽轮机采用高压内外缸+转子整体发运方案 (见图4),包装后高压模块外形尺寸约为8.1 m×3.7 m×4.3 m,装车后高压模块高度约为4.9 m;加支架和包装后高压模块净重约200 t。

图4 高压模块整体发运图
高压模块整体发运至现场将大幅减少现场安装工作量,节约安装时间。同时,高压模块的装配质量得到了保证,降低了现场总装难度,也避免了制造厂的零部件缺、漏发问题。
3.2中压模块
由于再热温度高达620℃,为减小热应力,中压模块采用双层缸结构,这样中压高温进汽仅局限于内缸的进汽部分,而中压外缸只承受较低的压力和温度,可以使缸壁与法兰设计得较薄[2]。中压内外缸结构设计得尽可能对称 (见图5、图6),同时具有足够的刚度,确保随着温度变化时汽缸膨胀和收缩的均匀性,这种结构大大降低了因温度变化而导致的对中变化和汽缸出现裂纹的可能性,意味着机组更易于操作并且性能更可靠。汽缸下半设2个进汽口,布置在中压外缸两侧。由于再热温度为620℃,中压进汽弯管采用新12Cr铸钢,弯管与外缸进汽口之间用过渡段连接。为了降低外缸所承受的蒸汽温度,下半进汽内部设计进汽短管,使再热蒸汽不通过外缸缸体,而直接进入内缸进汽室 (见图7)。
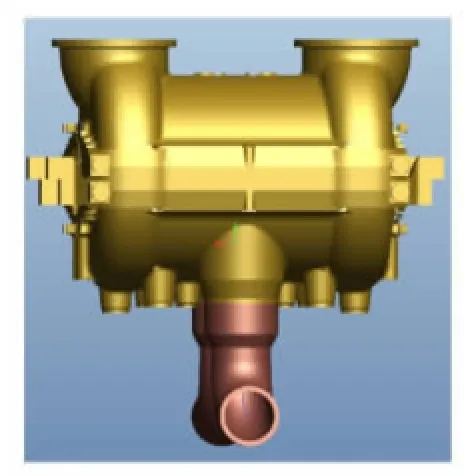
图5 中压外缸结构图

图6 中压内缸结构图
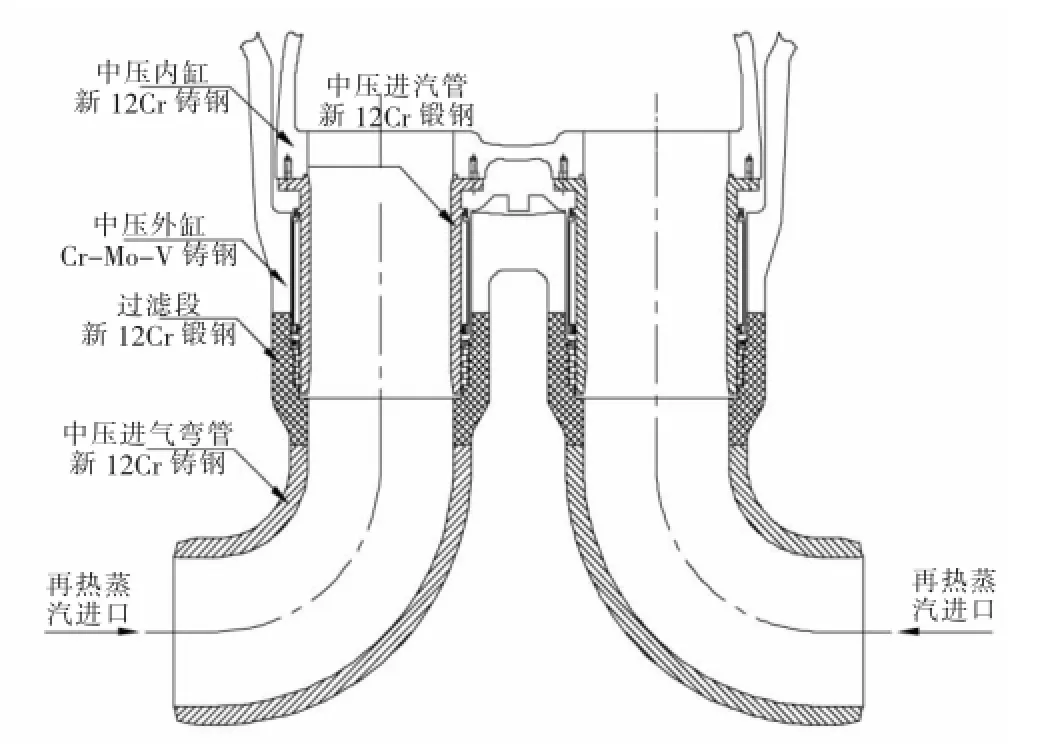
图7 中压进汽处结构图
中压通流采用双分流布置,每个流向布置8个冲动式压力级。中压共有3级回热抽汽,第3段抽汽口布置在第3级后,第4段抽汽口布置在第6级后,第5段抽汽口布置在第8级后。
3.3低压模块
低压部分有2个低压缸A-LP缸和B-LP缸,中压排汽通过连通管引入低压缸 (见图8)。每个低压缸为双分流式,每个流向包括5个冲动式压力级,低压末级叶片为东方新开发的高效1 200 mm叶片,低压共有4级非对称抽汽,分别布置在A低压1级、B低压2级、A低压3级、B低压4级后,进入第6、7、8、9级加热器。

图8 低压模块
低压内、外缸均为钢板拼焊结构。低压外缸整缸分成上、下半各2块组成,可整体组装,分块运输,每个低压外缸上半均备有4个安全大气阀。低压内缸支承在外缸内四个凸台上,内、外缸间用键连接便于轴向和横向定位。在内、外缸之间蒸汽进口处设有波纹管膨胀节,此处允许内、外缸之间有相对位移,并防止空气渗入低压缸。B-LP排汽缸靠发电机端是盘车装置。排汽缸采用了逐渐扩大的导流环,使排汽缸具有良好的空气动力性能 (见图9)。
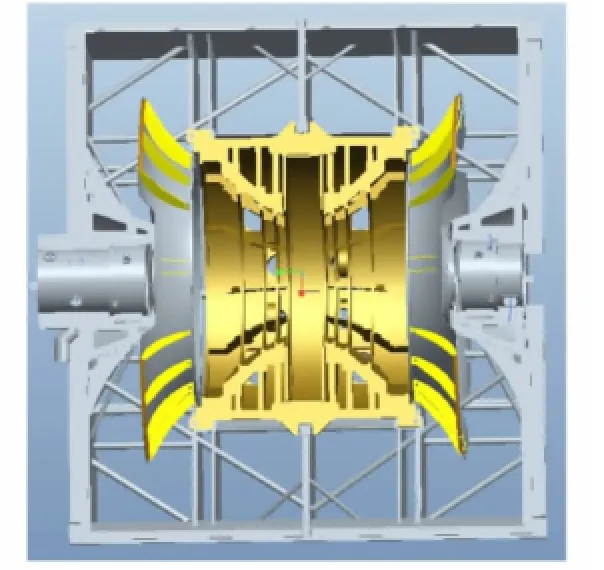
图9 低压模块俯视图 (去上半)
3.4阀门
3.4.1高压主汽调节阀
本机型共有2个高压主汽阀和2个高压调节阀,主汽阀位于汽轮机调节阀前的主蒸汽管道上,每个主汽阀有1个进汽口和1个连接到调节阀腔室的出汽口。2只主汽阀成一字型左右排列,与2只调节阀组焊成一体后用吊架悬挂在机头前面的运行平台下,并通过2根高压主汽管与高压缸相连。从主汽阀出来的蒸汽进入调节阀,然后经调节阀后的主汽管进入高压缸。主汽阀、调节阀分别由各自的油动机操纵,并具有充足的检修空间。
3.4.2中压联合汽阀
本机型共有2个中压联合汽阀,中压联合阀布置在中压缸两侧的再热热段管道上,通过中压进汽弯管与汽缸联接,并采用浮动式弹簧支架固定。中压联合汽阀的主汽阀和调节阀共用一个阀壳和阀座。虽然它们利用一个共同的阀壳,但这2个阀的功能不同,有各自独立的操作控制装置。这种结构设计在不影响阀门功能的情况下可尽量简化中压联合汽阀的结构。
3.5对某些细节的优化设计
3.5.1先进高效的进汽变截面型线
为了降低高压进汽室节流损失,本机型的进汽室型线为东方新开发的先进高效进汽型线 (见图10)。该型线采用全三维开发,采用切向进汽和变截面设计,具有良好的气动性能,对提高机组效率、降低热耗有显著的作用。

图10 高压进汽室型线结构示意图
3.5.2先进的汽封设计
本机型采用的新汽封型式主要为在东方DAS汽封基础上新开发的刷式汽封、防旋汽封。
刷式汽封是在DAS汽封的旁边增加一圈间隙更小的刷式齿 (见图11),本机型高压叶顶汽封全部采用DAS齿+刷式齿的组合密封形式,进一步减少叶顶泄漏量,提高机组效率。
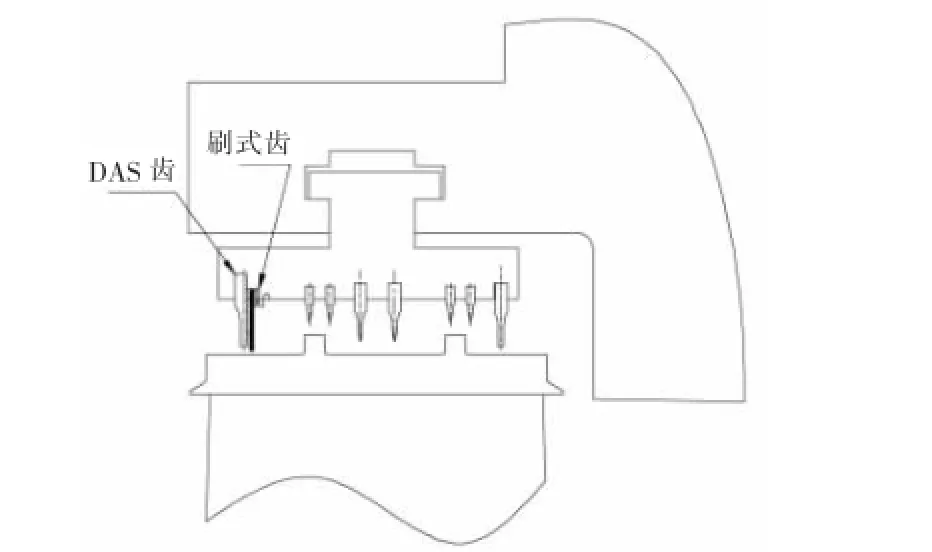
图11 刷式汽封示意图
防旋汽封是在DAS汽封的进汽侧增加一圈防旋齿 (见图12)。本机型高压前3级隔板汽封与高压轴封均采用防旋汽封。防旋汽封能降低汽流激振力,提高转子稳定性。
3.5.3精益的通流面积控制技术
为了保证高压静叶隔板的出汽效率,本机型高压前3级隔板静叶整圈出口面积偏差控制在理论值的±1%以内。因此,将高压前3级静叶设计成带大冠导叶,并采用真空电子束与隔板焊接。从而减小静叶片在焊接时的变形,并保证加工精度,实现了通流面积的精益控制。

图12 防旋汽封示意图
3.5.4稳定可靠的轴系设计
本机型高中压轴承 (1#~4#)选用稳定性好的可倾瓦轴承,低压轴承 (5#~8#)选用承载性好的椭圆瓦轴承。
转子采用双支承结构,转子跨度小,刚性高,转子临界转速与工作转速避开率大,减小了转子对不稳定的敏感性而无损于运行性能。双支承结构轴承工作比压小,轴承工作可靠。
为解决高参数汽流对轴系稳定性的影响,采用限制 “强迫挠动系数”[1]和 “汽流激振系数”[1]的方法来评估汽流激振的影响。其中,强迫挠动系数由每根转子的重量、挠度和出力确定,该系数限制值为2.3。汽流激振系数可通过各转子的重量、临界转速、汽封直径、汽封间隙、汽封宽度和级的压差计算得出,该系数限制值为1。东方N1050-28/600/620型汽轮机强迫挠动系数计算结果最高为1.44,汽流激振系数为0.6,满足设计规范要求。
本机型联轴器螺栓采用液压螺栓,检修方便。
3.5.5可靠的低压缸刚度设计
为获得合理的低压缸排汽面积,低压外缸的结构尺寸增大、载荷增加,这就要求缸体必须具有足够的刚度,使其不产生过大的变形。本机型通过优化结构设计,适当增加外缸上的撑管与筋板,从而增加低压外缸刚度。并运用ANSYS软件进行了有限元计算,结果表明:优化后的低压外缸在机械载荷与真空载荷的作用下变形较小,刚度满足设计要求。
3.5.6面向用户的安装检修设计
本机型在设计时就充分考虑了如何在安装、检修环节为用户提供方便,主要体现在:
(1)高压模块整体发运至现场,大幅减少现场安装工作量,节约安装时间。同时,高压模块的装配质量得到了保证,降低了现场总装难度,也避免了制造厂的零部件缺、漏发问题;
(2)高压筒形缸设计可在现场进行解体检修,不需要返厂,从而缩短了检修工期;
(3)基架下方采用可调式垫铁来调整,现场轴系调整方便,不仅减少了安装工作量,还可以提高轴系精度,改善机组运行质量;
(4)所有转子均设计为可不开缸进行现场动平衡;
(5)滑销系统采用自润滑滑块,该滑块在不加润滑剂的条件下,能正常使用30年不需更换。
4 结论
综上所述,东方新一代超超临界1 000 MW汽轮机本体结构开发立足于保证机组可靠性的前提下,提高机组的经济性。通过深入地分析计算和全面优化设计,使机组在经济性、可靠性、安装检修的便捷性等方面均达到当代先进水平,具有极强的市场竞争力。
[1]方宇,袁永强.东方-日立型超超临界1 000 MW汽轮机本体设计特点[J].大型铸锻件,2008,(1):43-46
[2]王为民,潘家成,方宇,袁永强.东方1 000 MW超超临界汽轮机设计特点及运行业绩[J].东方电气评论,2009,23(1):1-11
Body Structure and Design Feature of DTC New Ultra-supercritical 1 000 MW Steam Turbine
Liu Xiong,Yuan Yongqiang,Huang Guo,Gao Zhanyu
(Dongfang Turbine Co.,Ltd.,Deyang Sichuan,618000)
The body structure and design feature of DTC new ultra-supercritical 1 000 MW steam turbine are introduced in details. The unit is a new high-parameter and self-developed turbine by DTC.These products are based on modern steam turbine technologies.The reliability and economy of turbine are improved effectively through the optimization design of structure and the reasonable selection of high temperature material.
ultra-supercritical,1 000 MW steam turbine,structure
TK26
A
1674-9987(2015)02-0007-06
10.13808/j.cnki.issn1674-9987.2015.02.002
刘雄 (1986-),男,硕士,工程师,2010年毕业于华北电力大学,主要从事汽轮机本体结构设计工作。