基于PLC刀库控制系统研究*
2015-11-02杨伯金张跃明牟宏明
杨伯金,张跃明,牟宏明,杨 宇
(1.北京工业大学机械工程与应用电子技术学院北京 100124;2.呼和浩特众环(集团)有限责任公司,呼和浩特 010051)
基于PLC刀库控制系统研究*
杨伯金1,张跃明1,牟宏明2,杨 宇2
(1.北京工业大学机械工程与应用电子技术学院北京 100124;2.呼和浩特众环(集团)有限责任公司,呼和浩特 010051)
刀库及自动换刀装置作为加工中心的重要功能部件,其性能直接影响加工效率。对刀库及自动换刀装置控制逻辑进行分析,从总体方案设计、刀库控制逻辑和程序设计等方面阐述了对PLC控制系统的应用研究。重点研究了刀库换刀动作时序及控制系统进行刀库就近选刀定位、刀套翻转及机械手快速换刀等的逻辑控制。刀库通过PLC程序实现刀库就近选刀与自动换刀控制。经实际应用验证该系统性能稳定,结构简单,操作方便,动作快速,准确能够满足应用要求。
刀库;自动换刀装置;PLC;控制系统
0 引言
刀库及自动换刀装置是实现刀具储备及自动交换的重要功能部件,是高档加工中心和重型加工中心的重要组成部分[1]。刀库储备加工刀具,根据换刀指令将刀具送至换刀位置,刀套翻转,机械手将主轴上的刀具与目标刀具进行交换。刀库及自动换刀装置控制系统的稳定运行是实现多工序连续加工的关键。随着加工中心向高自动化集成、高精度、高效率方向发展,对刀库及自动换刀装置控制系统性能提出了更高的要求。在刀库及自动换刀装置选刀换刀过程中,控制系统需要按照严格的逻辑关系和动作时序控制各机构运动完成相应动作。自动换刀装置的换刀动作较多,且动作的相互协调关系复杂,容易发生故障。因此,刀库及自动换刀装置的控制便成为加工中心控制系统中非常重要的环节[2]。本文以众环公司BT40-20L型圆盘式刀库为研究对象。阐述刀库及自动换刀装置的逻辑控制、硬件和程序设计等方面的研究,设计完成刀库及自动换刀装置PLC控制系统。
1 控制方案总体设计
控制系统硬件主要由PLC,伺服驱动器,变频器等组成,主要完成刀具定位、刀套翻转以及机械手换刀等动作。通过对输入输出信号的精确统计和余量考虑,确定选用三菱FX1N-40MT型PLC。伺服电机驱动刀库运动,实现选刀与刀具精确定位。通过二位五通电磁阀控制进气和排气,气缸带动刀套翻转。机械手的运动由电机和凸轮箱联合控制,并由机械手位置反馈装置检测机械手的旋转信号,然后将旋转信号反馈给PLC,实现机械手启停运动的控制[3]。设计人机界面与PLC进行通讯,实现了对换刀过程的模拟及监控。控制系统的总体结构如图1所示。
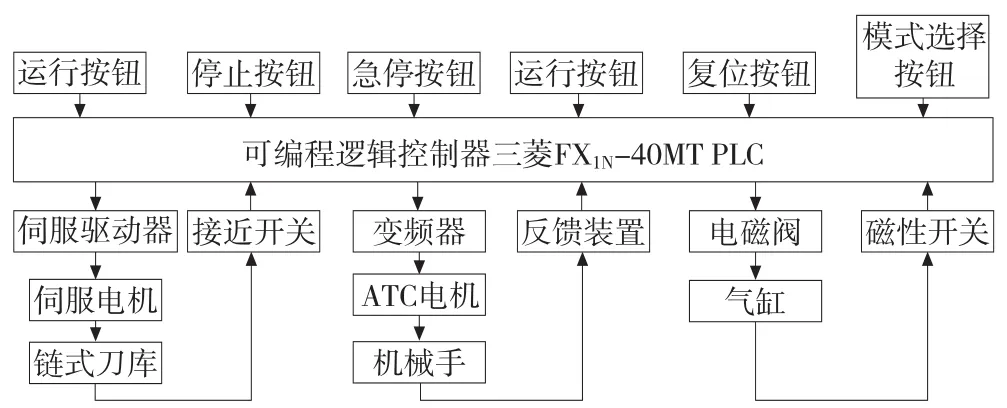
图1 控制系统总体框图
2 刀库控制逻辑分析
在刀库控制过程中,PLC程序经内部逻辑运算确定伺服电机转动方向实现就近选刀。伺服驱动器控制伺服电机驱动圆柱凸轮,凸轮旋转一周刀库运动一个刀位。目标刀具所在的刀套运动到换刀位置时伺服电机停止旋转实现刀具精确定位,气缸中的活塞通过连杆带动刀套翻转,机械手旋转进行换刀。换刀完成后刀套回转,整个换刀动作结束。
2.1刀库选刀与刀具定位
刀库有20把刀具,采用刀套编码的选刀控制方。为了将目标刀具送到换到位置,必须正确判断电机的转向和记忆经过换刀位置的刀号[3]。PLC将目标刀套号与当前刀套号进行比较,判断伺服电机转向,从而实现刀库就近选刀。当电机正转时,PLC程序内的计数器自动记录当前刀套号,每转过一个刀位,计数器值加1,反之减1。当目标刀套运动到换刀位置时,PLC停止高速脉冲输出,伺服电机停止运转。接近开关反馈刀位数给PLC。刀库就近选刀换刀流程图如图2所示。
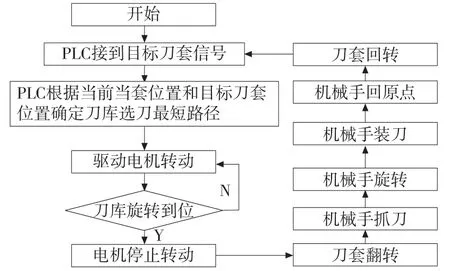
图2 选刀换刀流程图
2.2刀套翻转与机械手换刀
PLC控制电磁阀的开闭带动气缸内活塞运动,活塞杆与刀套连接,实现刀套的翻转和回转。拨叉随着活塞的运动而进行往复运动,从而带动换刀位置上的刀套,使其完成90°翻转与回转动作[2]。在整个换刀过程中,判别刀套的状态非常重要,在进行选刀和机械手换刀的过程中必须识别当前刀套的状态,并设计相应的保护控制逻辑[4]。因此在气缸上安装两个磁性开关,检测气缸中活塞的位置确定刀套翻转和回转动作完成。磁性开关触发信号反馈给PLC确定下一步动作的执行与否。
加工中心自动换刀装置是实现多工序连续加工的重要装置,其结构设计及其控制是实现加工中心设计制造的关键[5]。自动换刀装置的设计要求是换刀时间短、刀具重复定位精度高、运行稳定可靠等。自动换刀装置主要由变频器,ATC电机,凸轮箱,机械手组成。在换刀过程中,反馈装置检测机械手旋转位置信号反馈给PLC,控制电机启停实现机械手抓刀,拔刀,旋转,装刀回,原点等一系列换刀动作。通过变频器多功能端子能够实现机械手不同速度的换刀。
2.3刀库控制动作时序
在换刀过程中,刀库、气缸和机械手三者之间应准确配合,若三者之间的配合不准确,将造成换刀动作的失败[6]。为了避免在换刀过程中各个动作发生相互干涉,发生故障,设计了刀库及自动换刀装置的控制系统的动作时序。PLC通过接收到的反馈信号来确定下一步动作,即上个动作完成是下个动作开始执行的条件,未接收到上个刀库动作完成的反馈信号,刀库停止运动并报警指示灯开。从而保证每个动作准确安全有效。如图3所示。

图3 圆盘式刀库动作时序图
3 控制系统硬件设计
3.1伺服驱动器
刀库分度盘转动采用伺服电机驱动。伺服电机带有轴编码器,能够反馈电机的角度信号给伺服驱动器形成闭环控制以达到精确控制伺服电机旋转的位置和速度,使刀库选刀快速,定位准确。通过对电机转速和功率的准确计算确定选用安川SGMGV-13ADC61伺服电机及SGDV-120A01A伺服驱动器。伺服驱动器Pn000设为0010,即采用位置控制模式,PLC以发送的脉冲频率控制电机转速,以脉冲数对刀套进行定位控制。刀库伺服驱动器设计图如图4所示。

图4 伺服驱动器设计图
3.2ATC变频器
机械手换刀由ATC交流电机和凸轮箱联合控制。根据启动平滑、制动迅速等要求选用三菱FR-D740-1.5k变频器来控制ATC电机。在自动换刀过程中,ATC电机在一次启动与停止之间的运动过程中要保持速度恒定。因此利用变频器的多段调速来控制ATC电机的运动实现机械手多速换刀。自动换刀装置变频器设计图如图5所示。

图5 变频器设计图
4 控制程序设计
刀库及自动换刀装置自动换刀程序采用三菱编程软件GX Developer编写,支持梯形图、指令表、SFC、ST及FB、Label语言编程,网络参数设定,可进行程序的在线更改、监控及调试,结构化程序的编写(分部编程)[7]。刀库PLC控制程序主要分为就近选刀程序和机械手换刀程序。上电后首先刀库进行初始化,初始化后对自动和手动两种控制模式进行选择,在手动模式时配合操作面板上的按钮完成各项动作的手动控制。
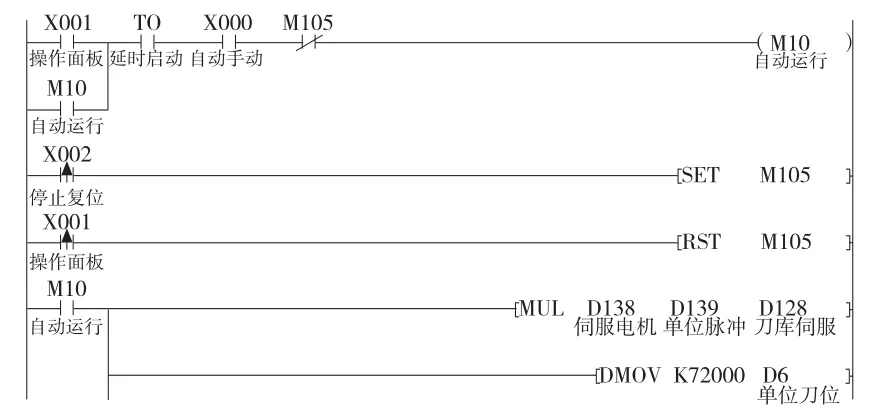
在就近选刀程序中,首先比较当前刀套号D130和选用刀套号D131的大小,若相等则M21通刀套翻转转进行换刀;当D130大于D131时,将D130减D131的值与16相比较,若小于16则电机反转,反之正转;D130小于D131时,将D131减D130的值与16比较,若小于则电机正转,反之反转,若等于则电机正转。

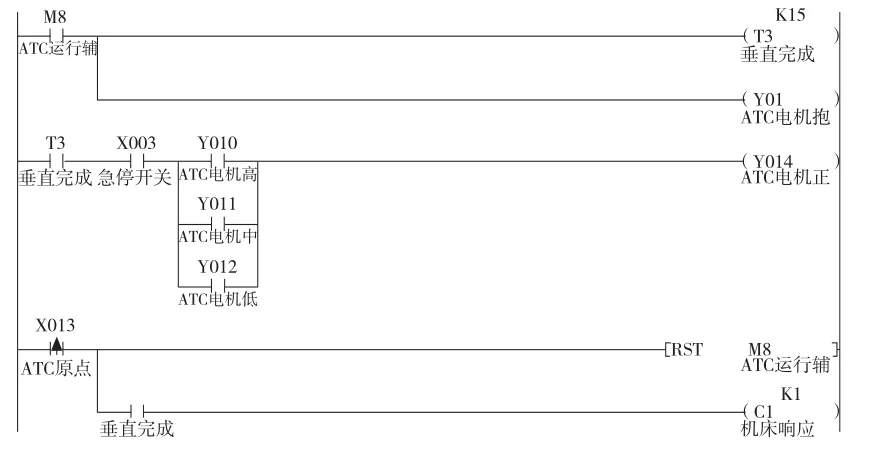
选刀完成后,伺服电机停止旋转。垂直电磁阀接通,刀套翻转,PLC接收汽缸垂直磁性开关触发信号后,运行机械手换刀程序,ATC电机开始旋转,机械手进行换刀,换刀完成后机械手回原点,刀套回转,整个换刀过程结束。
5 结论
在对刀库选刀及机械手换刀具体过程分析研究的基础上,对刀库及自动换刀装置控制逻辑和控制系统硬件进行设计。通过PLC编程实现刀库就近选刀,通过变频器实现机械手不同转速下换刀,减少换刀时间。提高了刀库及自动换刀装置的自动化程度和加工效率。经验证,本控制系统性能稳定、操作简单,定位准确,易于扩展。满足加工中心对刀库及自动换刀装置的控制要求。为课题进一步研究伺服刀库数控系统奠定基础。
[1]韩越梅.加工中心自动换刀装置的研究进展[J].装备制造技术,2010(5):128-129.
[2]张跃明,邓卫平,官文,等.链式刀库的控制系统设计[J].组合机床与自动化加工技术,2012(9):56-58.
[3]官文.链式刀库及自动换刀装置的控制与检测系统研究[D].北京:北京工业大学,2012.
[4]卢勇,陈岸雨.圆盘式刀库控制逻辑分析[J].金属加工,2012(10):50-51.
[5]黄泽正,刘冲,陈志辉.加工中心自动换刀装置的设计[J].机械工程与自动化,2007(1):124-125.
[6]王元军,杨琪,俞晖,等.某型卧式加工中心自动换刀系统可靠性与故障分析[J].中国制造业信息化,2010(7):75-77.
[7]三菱通用FX系列编程手册[Z].三菱电机自动化(上海)有限公司,2009.
(编辑 赵蓉)
The Research of the PLC Control System for the Tool Magazine
YANG Bo-jin1,ZHANG Yue-ming1,MU Hong-ming2,YANG Yu2
(1.College of Mechanical Engineering and Applied Electronics Technology,Beijing University of Technology,Beijing 100124,China;2.Huhhot Zhong Huan(Group)CO.,LTD.,Huhhot010051,China)
The tool magazine and automatic tool changer is an important functional component in the machining center,which actual performance directly affects the efficiency of machining center.In this paper,it introduces the application of the control system from several aspects of the overall program design,the control of tool magazine and the control of automatic tool changer.This paper focuses on the control of the tool magazine for the position of the tool,the flip of tool holder and the tool changer of manipulator during the operation.The PLC program can complete the selection of tool magazine nearest tool and the control of automatic tool changer.This system is certified to meet the application requirements with the stable performance,simple structure,easy operation and the rapid and accurate action.
the tool magazine;automatic tool changer;PLC;control system
TH122;TG659
A
1001-2265(2015)02-0107-03 DOI:10.13462/j.cnki.mmtamt.2015.02.030
2014-06-06
刀库及自动换刀装置规模化制造关键技术与装置的研发(2012ZX04002051)
杨伯金(1988—),男,山东潍坊人,北京工业大学硕士研究生,研究方向为刀库及自动换刀装置控制,(E-mail)yangbojin@126.com。
