激光冷却器高精度表面的超精密加工工艺研究*
2015-11-02韩长庆
韩长庆,楚 翀
(中国工程物理研究院机械制造工艺研究所,四川绵阳 621900)
激光冷却器高精度表面的超精密加工工艺研究*
韩长庆,楚 翀
(中国工程物理研究院机械制造工艺研究所,四川绵阳 621900)
冷却器是重要的换热、冷却设备,在激光行业常用的是循环水冷却器,是激光系统中必不可少的部件之一。工件表面质量决定了产品的冷却性能、温度控制精确度、发热元件的寿命等。文章在无应力装夹、刀具选择、加工参数选择、冷却润滑条件、进刀方式等方面优化了切削工艺参数,实现了超精密冷却器高精度表面质量的加工。
冷却器;工艺参数;表面质量
0 引言
冷却器是重要的换热、冷却设备,应用比较广泛,而且在激光行业也有应用,常用的是循环水冷却器,是激光系统中必不可少的部件之一。冷却器与发热元件直接接触,所以工件的表面质量决定了产品的冷却性能、温度控制精确度、发热元件的寿命等。
目前高精度表面加工方法主要有单点金刚石切削、磁流变抛光、离子束去除等[1-5]。综合考虑加工效率和成本等问题,单点金刚石切削技术在高精度平面零件加工中具有明显优势。单点金刚石切削加工技术(SPDT)是20世纪80年代初期发展起来的新技术[6-10],使用单点金刚石切削技术,可以一次加工出纳米级的高精度表面。
1 加工难点分析
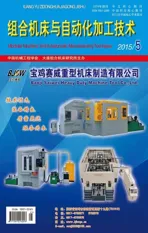
激光冷却器零件外形如图1所示。长度约140mm,高度12.5mm,宽度30mm~50mm不等。材料为紫铜。其结构形式下部基体为一复杂空腔结构,空腔形成的流道便于冷却液的循环,在基体的上端焊接一封闭的厚度约3mm的紫铜板,其上表面要求精度高,表面粗糙度要求达到Ra5nm,平面度要求达到0.5μm。
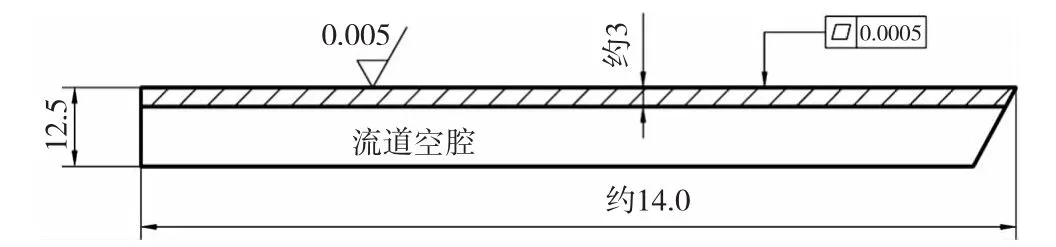
图1 激光冷却器零件示意图
从工艺角度看,激光冷却器基体为大面积空腔结构,基体刚性弱。端部为一薄板件,容易发生受力变形、应力变形等状况,较难实现平面度指标;其次,被加工表面为一细长方形平面,是典型的断续加工零件,要实现Ra5nm的超光滑表面,对机床、零件及刀具夹紧方式、工艺参数等提出了较高的要求。此外,对零件的超精密检测实现也是需要解决的重要问题。因此,将选择合适的加工技术手段,从装夹方法、工艺技术、检测方法等几方面出发来研究此类零件的超精密加工工艺。
2 工艺实验研究
2.1 无应力装卡方法
在立式机床结构的单点金刚石飞切机床上,较卧式结构更容易实现无应力装夹。首先对工作台台面进行精加工(硬铝台面),然后把经研磨过的冷却器基体底面使用少许胶粘接在工作台面上,即实现了无应力装夹。如下图2所示。

图2 单点金刚石飞切机床上零件的装夹
2.2 刀具的选择
选用-45°前角和0°前角、半径为R6mm的单点天然金刚石刀具,刃口平均锋锐度小于80nm,刀具表面粗糙度小于2nm,刀具刃口在500倍光学显微镜下观察无缺陷。使用这两种不同前角的刀具进行了大量的切削实验,结果表明0度前角的刀具可以实现对冷却器材料(紫铜)的超精密加工,表面质量可达到Ra5nm,但-45°刀具由于前刀面对切屑挤压严重,导致排屑不畅容易划伤工件表面,而且切削力较大易使工件表面变形,不建议选用。
2.3 加工参数的选择
超精密加工时影响工件表面粗糙度的因素主要有刀具半径、进给量和转速,而切削速度影响最小。根据工件表面粗糙度的要求和机床的运行参数特征,经过工艺参数优化实验,最终确定如下工艺参数;主轴转速S=265r/min,切削深度ap=3~5μm,进给量F=2~4mm/min。经检测,在此工艺参数下工件表面可达到Ra5nm的表面粗糙度要求。
2.4 冷却润滑条件
切削液的主要作用是降低切削温度、提高刀工间的润滑性能,合适的冷却润滑方式对于提高产品质量、延长刀具寿命具有重要的作用。冷却器所用的紫铜材料在超精密切削过程中容易粘结在刀具表面,从而降低工件表面质量、影响刀具寿命,因此在超精密飞切时需采用合适的冷却液。由于单点金刚石飞切加工的形式决定了无法直接对刀具进行冷却润滑,因此,采取的方式是在工件表面上浇专用切削油的方式进行冷却润滑。
2.5 进刀方式
根据零件形状,进刀方式可以选择沿X轴的工件短方向和沿Y轴的工件长方向,如图3所示。由于沿Y轴的工件长方向进刀时,刀具与工件间的接触时间远远大于沿X轴的短方向,使得工件平面度不易保证,因此在加工过程中采用了沿X轴的工件短方向上进刀,有效缩短了每转的切削轨迹,这样更容易保证工件的平面度。
图3 进刀方式
3 表面检测与评定
主要是零件表面粗糙度和平面度的检测。
3.1 激光冷却器表面粗糙度检测
使用轮廓仪检测表面粗糙度,该仪器分辨力为0.8nm,可以实现5nm的表面粗糙度检测。经检测,使用该工艺参数和加工方法,可以稳定保证工件表面粗糙度优于Ra5nm,图4所示为某批次零件的加工表面检测结果,表面粗糙度为Ra4.9nm,达到了工件对粗糙度要求的技术指标。

图4 轮廓仪的表面粗糙度检测结果
3.2 激光冷却器平面度的检测
冷却器表面尺寸为140mm×50mm,使用干涉仪测量。通过测试分析,得知冷却器的微小变形主要发生在长度方向,图5为采用等厚干涉仪测试结果,在短边方向(进刀方向)变形很小。因此还可以使用平行于长度方向的若干条轮廓线检测结果来评定精加工表面平面度,检测结果为0.34μm。

图5 等厚干涉仪上对冷却器平面的检测
4 结论
本文对激光冷却器高精度表面的超精密加工工艺进行了实验研究,对无应力装夹、刀(1)装卡方式影响被加工件的面型精度,采用少许胶粘接在工作台面上,可实现无应力装夹;
具选择、加工参数选择、冷却润滑条件、进刀方式等工艺参数进行优化,实现了超精密冷却器高精度表面质量的加工。得出以下结论;
(2)-45°刀具由于排屑不畅容易划伤工件表面且切削力较大易使工件表面变形,采用0°前角的刀具可以实现冷却器的超精密加工;
(3)切削三要素f、ap、s均对被加工件表面质量有重要影响,在s=265r/min,ap=3~5μm,F=2~4 mm/min时可取得较好的结果;
(4)合适的切削轨迹有助于提高零件的面型精度。
[1]王宝瑞,吉方,赵午云,等.DFC-600A超精密单点金刚石飞切机床研制[J].光电工程,2011,38(12);81-84.
[2]史国权,刘景和.铌酸锂晶体平面镜的金刚石飞切加工[J].人工晶体学报,2006,29(5);226-227.
[3]杨雪玲,苏君.磁流变抛光技术现状与进展[J].武汉理工大学学报,2010,32(24);136-139.
[4]康桂文.磁流变抛光技术的研究现状及其发展[J].机床与液压,2008,36(3);173-175.
[5]葛璜.电子束、离子束、光子束纳米微细加工技术的进展[J].仪器仪表学报,1996,17(1);70-73.
[6]杨力.先进光学制造技术[M].北京;科学出版社,2001.
[7]王毅,余景池.单点金刚石车削的工艺参数对表面粗糙度影响的实验研究术[J].组合机床与自动化加工技术,2011(7);83-86.
[8]袁哲俊,王先逵.精密和超精密加工技术[M].北京;机械工业出版社,1999.
[9]杨福兴.激光核聚变光学元件超精密加工技术研究[J].光学技术,2003,29(6);649-651.
[10]孙大涌.先进制造技术[M].北京;机械工业出版社. 2001.
Research on Ultra-precision Processing Technology of High Precision Laser Cooler Surface
HAN Chang-qing,CHU Chong
(Institute of Mechanical Manufacturing Technology,China Academy of Engineering Physics,Mianyang Sichuan 621900,China)
;Cooler is an important heat exchanging,cooling device.Circulating water cooler that is one of the indispensable components for laser systems is widely used in laser industry.The surface quality of the cooler determines the cooling performance,temperature controlling accuracy and the service life of heating element.In this paper,according to the optimal cutting parameters such as low or free stress installation,tool selection,optimal cutting parameters,cooling/lubrication conditions and feed mode,the ultra-precision surface quality of high precision machining on the cooler was realized.
;cooler;process parameters;surface quality
TH166;TG659
A
1001-2265(2015)05-0121-02 DOI:10.13462/j.cnki.mmtamt.2015.05.034
2014-07-25
国防基础科研计划″大口径KDP晶体材料超精密高效率加工技术研究″课题资助(A1520133005)
韩长庆(1965—),男,四川绵阳人,中国工程物理研究院机械制造工艺研究所高级技师,主要从事超精密零件加工技术,(E-mail)280792381@qq.com。