数控玻璃磨边机动力学分析*
2015-11-02乐建波肖志锋吴南星肖任贤
乐建波,肖志锋,吴南星,肖任贤
(景德镇陶瓷学院机械电子工程学院,江西景德镇333403)
数控玻璃磨边机动力学分析*
乐建波,肖志锋,吴南星,肖任贤
(景德镇陶瓷学院机械电子工程学院,江西景德镇333403)
针对砂轮在磨削过程中受力复杂且影响正常磨削玻璃的问题,基于数控玻璃磨边机工作过程中大小砂轮受力分析,利用UG软件建立数控玻璃磨边机三维模型,再将模型导入ADAMS软件中验证,并分别对磨边系统大砂轮和精雕系统小砂轮进行动力学分析。仿真得到的大小砂轮切向磨削力与径向磨削力的比值结果和理论计算结果近似相等,表明数控磨边机系统能够实现正常磨削,为数控玻璃磨边机的设计提供了理论依据。
数控玻璃磨边机;三维模型;ADAMS;磨边系统;精雕系统
0 引言
计提供了理论依据。
数控玻璃磨边机是集磨边系统和精雕系统于一体的玻璃加工装备,在通过数控独立控制、互不干涉的前提下进行磨边和精雕加工,从而做到了在一台设备上完成外形磨边及内孔精雕工作,使玻璃进行一次装夹就可以完成加工,达到了高效率、高精度的要求[1-2]。
针对砂轮在磨削过程中受力复杂且影响正常磨削玻璃的问题[3-4],本文运用ADAMS软件,对数控玻璃磨边机进行动力学分析[5]。在磨削玻璃与大小砂轮之间添加接触力,通过仿真计算,分别得到大小砂轮所受到的磨削力,然后通过理论公式计算出大小砂轮理论上所受的磨削力,二者进行对比[6-7],检验数控玻璃磨边机能否实现正常磨削玻璃,为数控玻璃磨边机的设
1 数控磨边机装置
图1所示为数控玻璃磨边机加工部分的结构简图。磨边加工时玻璃被吸附于工作台5上,气缸压紧装置6对其进行夹紧,同时控制工作台5匀速旋转。异步电机8带动大砂轮7旋转并由伺服电机11驱动丝杆10传动磨边系统的磨头架9向工作台5运动,大砂轮7向玻璃靠近,达到磨削玻璃的目的。磨边加工之后,伺服电机8通过丝杆10传动带动大砂轮7远离工作台,气缸压紧装置6中的气缸压杆提升,并向磨边系统方向旋转,为精雕系统提供空间,同时工作台5停止转动。精雕系统的伺服电机1通过丝杆传动带动小砂轮3向工作台5运动,对玻璃进行精雕加工。

图1 数控玻璃磨边机结构简图
图2所示为磨边和精雕加工的运动简图,X轴为伺服电机通过丝杆传动带动小砂轮的运动方向,Y1轴为伺服电机通过丝杆传动带动大砂轮的运动方向,Y2轴为伺服电机通过丝杆传动带动小砂轮在Y轴上运动,C轴为工作台的旋转方向,Z轴为工作台上下运动。
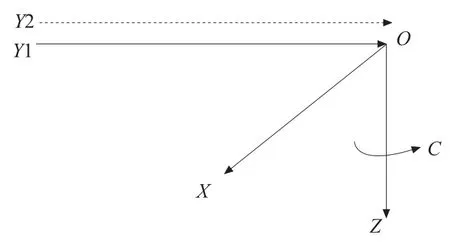
图2 数控玻璃磨边机磨边和精雕加工运动简图
2 物理模型建立
砂轮在磨削过程中所受到的磨削力可分解为三个分力:Fp—主磨削力(切向磨削力);Fc—切深抗力(径向磨削力);Fa—轴向力,由于V形砂轮结构的对称性,Fa1=Fa2,其轴向力相互抵消,因此磨削力主要是切向分力Fp和径向分力Fc[7]。如图3所示为砂轮在磨削过程受力示意图。
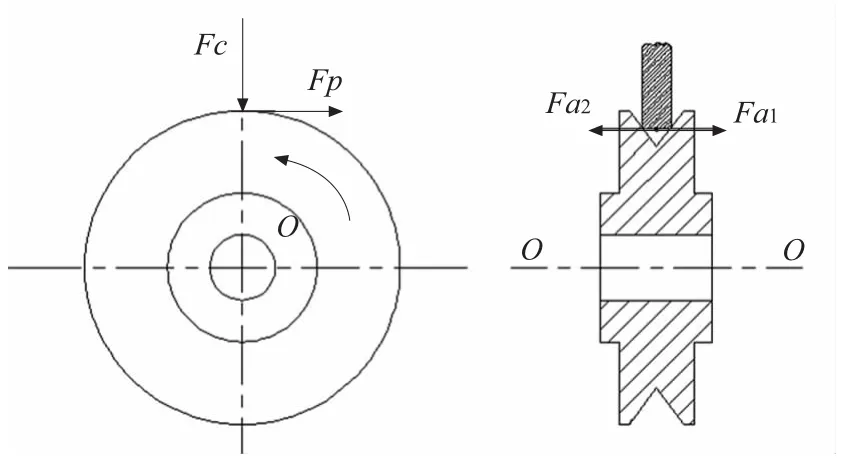
图3 砂轮受力示意图
基于数控玻璃磨边机工作原理及砂轮在工作过程中的受力分析,建立数控玻璃磨边机模型(图4)。将模型导入ADAMS软件,并对系统构成、系统自由度、未定义的质量构件和过约束等情况进行查询,以保证模型的准确性[8]。
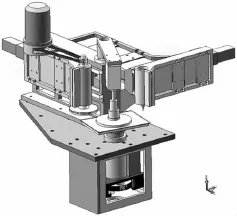
图4 数控玻璃磨边机模型
3 数控玻璃磨边机动力学分析
数控玻璃磨边机动力学分析主要包括磨边系统大砂轮动力学分析和精雕系统小砂轮动力学分析两部分内容。通过ADAMS动力学仿真,分别导出大砂轮、小砂轮的切向磨削力和径向磨削力的曲线图,从曲线中得出切向磨削力FP与径向磨削力FC的最大值,再通过FP/FC的比值,分别判断磨边系统、精雕系统是否能实现正常磨削。
3.1大砂轮动力学分析
设置砂轮与玻璃的接触副为冲击函数(Impact)[9],接触类型为Soild—Soild(实体与实体)[10],将磨头架添加直线驱动设置为STEP(time,2,0,4.9,-20)+STEP(time,4.9,0,7,20)+STEP(time,7,0,8,40)。然后进行动力学仿真,得到磨边系统大砂轮切向磨削力和径向磨削力的曲线图,如图5所示。
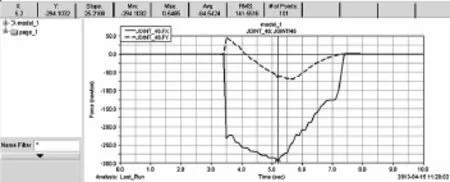
图5 大砂轮切向磨削力和径向磨削力曲线图
从图5可以看出,在3.5s时大砂轮开始对玻璃进行磨削加工,7.5s时磨削完并返回。在5.2s时大砂轮的切向磨削力和径向磨削力达到了整个加工过程中的最大值,分别为294.1N和69.05N,表明此时大砂轮的磨削深度已经达到最大值。在正常磨削条件下,磨削加工FP/FC的比值范围是2.0-5.0[11],而仿真模拟得到的FP/FC最大值为4.26,在此范围内,所以磨边系统能够进行正常的磨削。
由外圆径向磨削力的公式:

式中:ap为磨削深度(mm);fa为砂轮每转的进给(mm/r);vw为工件的速度。
通过径向磨削力公式(1)对大砂轮的理论径向磨削力的值再进行校核,其中ap=2mm,fa=0.01mm/r,vw=10mm/s。经计算可得FP=289.32N。
根据计算结果可知,在磨边系统动力学仿真中,导出的径向磨削力的值与理论算出的径向磨削力的值近似相同,表明磨边系统在进行磨削加工的时候能够正常的磨削玻璃。
3.2小砂轮动力学分析
精雕系统小砂轮切向磨削力和径向磨削力的曲线图,如图6所示。从图6可以读出切向磨削力FP为40.01N,径向磨削力 FC为17.69N,两者的比值FP/FC为2.36,也处于正常范围之内,表明精雕系统能够进行正常的磨削。
由内圆径向磨削力的公式:

式中:ap为磨削深度(mm);fa为砂轮每转的进给(mm/r);vw为工件的速度。
通过径向磨削力公式(2)对小砂轮的理论径向磨削力的值再进行校核,其中ap=2mm,fa=0.0005 mm/r,vw=10mm/s。经计算可得FP=46.41N。
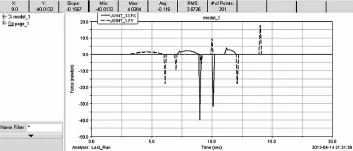
图6 小砂轮切向磨削力和径向磨削力曲线图
由计算结果可知,在精雕系统的动力学仿真中,导出的径向磨削力的值与理论算出的径向磨削力的值近似相同,说明精雕系统在进行磨削加工的时候能够正常的磨削玻璃。
4 结论
本文在对数控玻璃磨边机在加工过程中刀具受到的磨削力进行分析的基础上,构建了数控玻璃磨边机的模型,并分别对数控玻璃磨边机的磨边系统和精雕系统进行了动力学分析。通过ADAMS仿真,分别得到了大小砂轮切向磨削力和径向磨削力曲线图。仿真得到的砂轮切向磨削力FP与径向磨削力FC的比值结果与理论计算结果近似相等,表明数控磨边机系统能够进行正常磨削,为数控玻璃磨边机的优化设计提供了一定的理论依据。
[1]赵毅忠,祝本明.新型玻璃磨边机数控系统[J].兵工自动化,2010,29(8):85-86.
[2]周宇,郭锥.数控抛光机床后置处理方法及图形化编程软件[J].工具技术,2013,46(11):24-27.
[3]杨成福,王栓虎,孙宇.圆锥轴联接的扭矩计算及基于ADMAS的仿真验证[J].机械设计与制造,2013(2):113-115.
[4]Ma FD,Li Y G,Peng Q L.Modeling Research for Active Control of Coupled Vibration between Multiple CNC Milling Machines and Flexible Foundation[J].Applied Mechanics and Materials,2012,105:675-679.
[5]刘志星,潘春萍,赵玉龙,等.基于ADAMS的六自由度飞行模拟器动力学仿真研究[J].组合机床与自动化加工技术,2013(11):14-16.
[6]徐宏海,赵息平.立式玻璃磨边机砂轮组件力矩传递特性测试分析[J].机械设计与制造,2012(11):211-213.
[7]张强,庞静珠,李蓓智,等.外圆磨削力测试方法及高速磨削特性研究[J].组合机床与自动化加工技术,2012(9):9-12.
[8]史丽红.基于Pro_E和ADAMS软件的少自由度并联机器人运动学和动力学分析[D].邯郸:河北工程大学,2010.
[9]林海波,王延平,张毅.基于ADAMS机械手的动力学分析[J].制造业自动化,2012,34(11):80-83.
[10]Meng-Shiun Tsai,Wei-Hsiang Yuan.Inverse dynamics analysis for a 3-PRS parallel mechanism based on a special decomposition of the reaction forces[J].Mechanism and Machine Theory,2010,45(11):1491-1508.
[11]张卫国.液压挖掘机工作装置动力学仿真分析及研究[D].太原:太原理工大学,2010.
(编辑 赵蓉)
Dynamics Analysis of CNC Glass Edger
LE Jian-bo,XIAO Zhi-feng,WU Nan-xing,XIAO Ren-xian
(School of Mechanical and Electronic Engineering,Jingdezhen Ceramic Institute,Jingdezhen Jiangxi333403,China)
The stress of grinding wheel during the process is complex and the normal processing is affected. Based on the operating principle of CNC glass edger and the analysis of stress on grinding wheel,a three-dimensional physical model of CNC edger was established using UG software.The model was verified by importing into ADAMS software and the dynamics analysis on edger system and carved system of the CNC glass edger was carried out.The simulated ratio value of the tangential grinding force and radial grinding force is approximately equal with the theoretical result.The simulated result shows that the CNC milling machine system can achieve normal grinding.It provides a theoretical basis for the CNC milling machine glass design.
CNC glass edger;three-dimensional model;ADAMS;edger system;carved system
TH122;TG506
A
1001-2265(2015)02-0027-03 DOI:10.13462/j.cnki.mmtamt.2015.02.008
2014-06-12;
2014-11-19
国家自然科学基金(51365018);江西省自然科学基金(20142BAB206020);景德镇陶瓷学院研究生创新基金(JYC1311)
乐建波(1987—),男,江西东乡人,景德镇陶瓷学院硕士研究生,研究方向为机械设计理论,(E-mail)17655719@qq.com。
