基于Taguchi方法的带筋注塑件翘曲变形研究
2015-11-01徐小青孙庆东
徐小青,孙庆东,尹 晨
(扬州职业大学,江苏扬州 225009)
塑料件比金属件的弹性模量低得多,因此,在设计需承受载荷的塑料制品时,一般在注塑件上通过设计加强筋、折弯和曲面等方法来增加制品的强度和刚度,而其中通过设计加强筋的方法最为实用和可靠[1]。在设计加强筋时,大多数工程师只注重加强筋厚度、高度和数量,很少考虑加强筋的不同截面形状和位置角度。本文主要研究不同截面形状和位置角度的筋对PC/ABS、POM和PA66注塑件翘曲变形的影响,为筋的正确设计提供参考。
1 筋的设计
1.1 加强筋的设计
为了更方便地系统研究加强筋对注塑件翘曲变形的影响,设计了截面面积A和高度a相等,但横截面形状不同的三角形、梯形和矩形的加强筋,见图1。截面A==(c+d)=ae。
同时还设计了与X方向成0°、45°和90°夹角的三种位置角度的加强筋,见图2。

图1 筋的截面形状
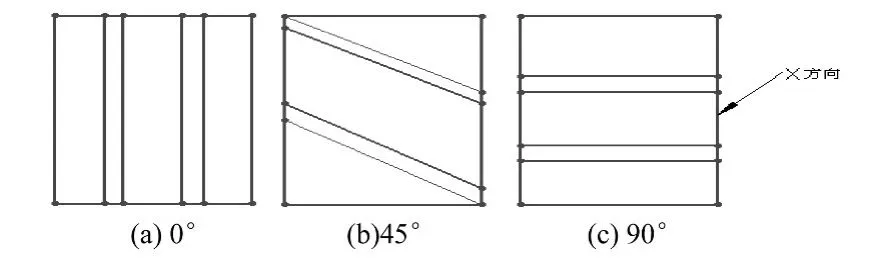
图2 筋的位置角度
1.2 加强筋的试验模型
图3(a)显示了没有设计加强筋的模型,并且定义了X、Y和Z方向。图3(b)显示了带有网格和加强筋的一种分析模型。

图3 试验制品模型
通过Solidworks设计不同的分析模型,然后生产STL文件,导入到MPI模块中。采用Fusion进行网格划分,有限元分析模型数据为:三角形单元数=2888,节点数=1446,匹配率为97.2%。
2 试验设计
2.1 试验材料
选用的牌号为:Multilon T-3011 TG5667的高分子 PC/ABS材料,类型为 Amorphous;Hostaform C 9021的高分子POM材料,类型为Crystalline;Celstran PA66-GF50-02的高分子PA66材料,类型为Crystalline。
2.2 Taguchi试验设计
按照Taguchi方法,对PC/ABS、POM和PA66三种注塑件分别按照五因素三水平进行L18正交实验矩阵设计[2,3],相应的实验水平和因子见表1-表3。

表1 PC/ABS材料试验的水平和因子

模具温度(X1)/℃60 75 90熔体温度(X2)/℃ 245 265 285注射时间(X3)/s 1.0 1.4 1.8筋的形状(X4) a b c筋的角度(X5)/°0 45 90
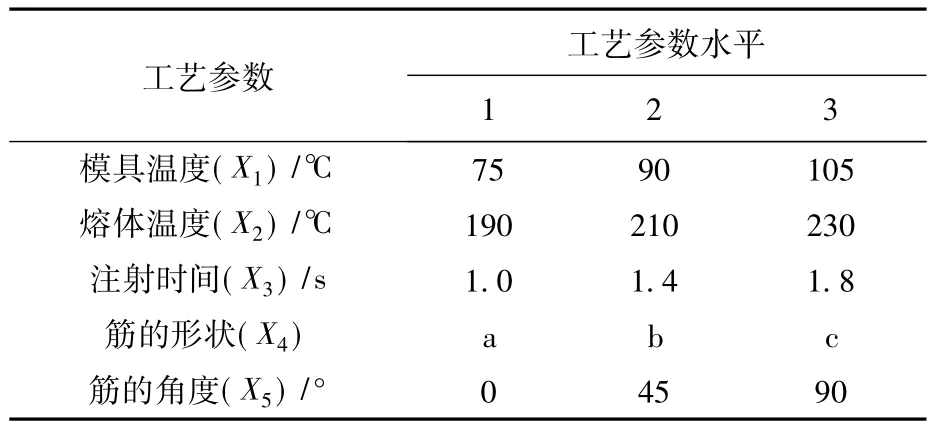
表2 POM材料试验的水平和因子
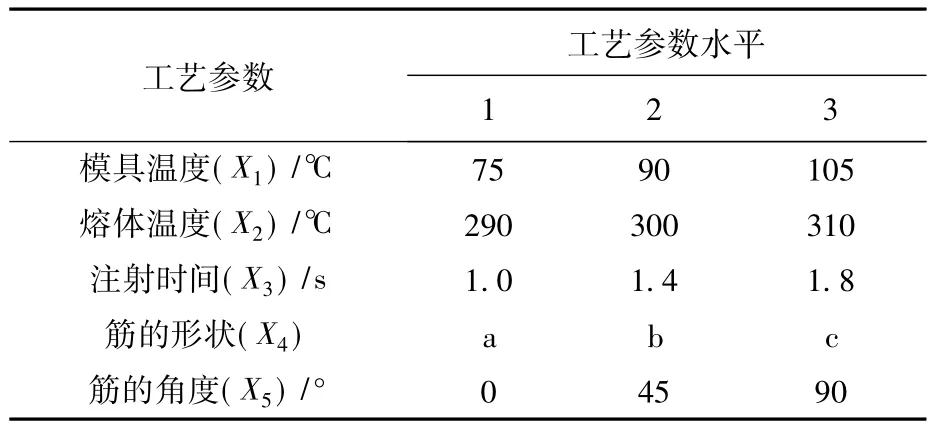
表3 PA66材料试验的水平和因子
3 结果分析
3.1 基于最小翘曲值的最优工艺参数组合
为了能得到最小翘曲变形,将采用信噪比函数来计算翘曲反应值,它主要用于质量性能目标值越小越好情况,其信噪比的表达式为:

根据翘曲试验结果,利用信噪比函数来进行计算并对此进行分析,分析结果见图4-图6。

图4 PC/ABS制品信噪比结果分析
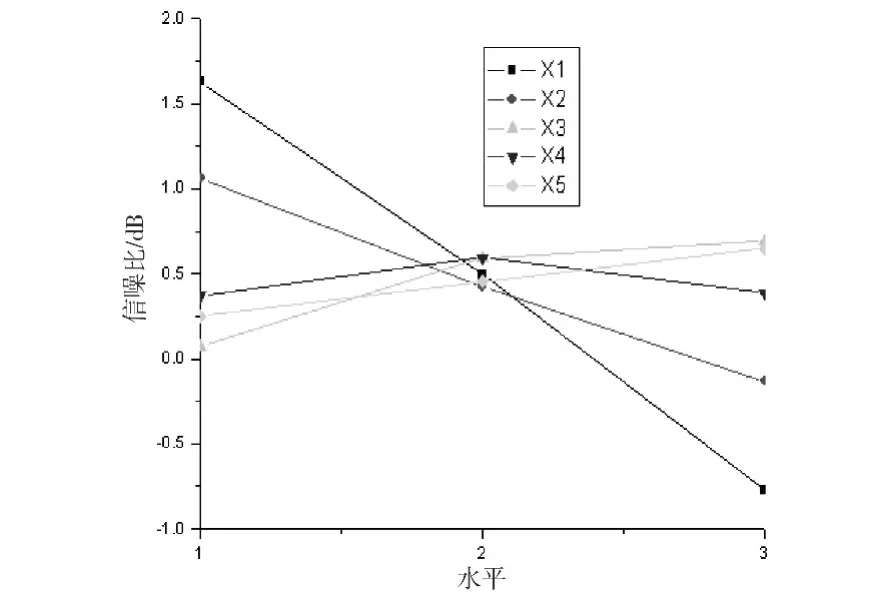
图5 POM制品信噪比结果分析
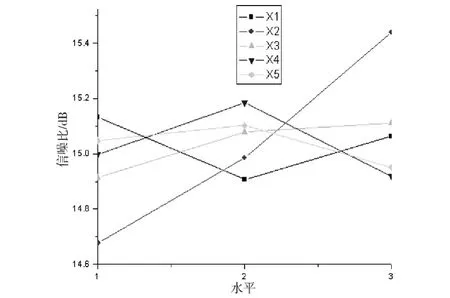
图6 PA66制品信噪比结果分析
信噪比函数值越大,可知其表示翘曲值越小。从图4-图6分别可知,PC/ABS制品和POM制品的最大的信噪比组合为X11X21X33X42X53,即模具温度60℃,熔体温度245℃,注射时间为1.8s,筋的形状为梯形,筋的角度与X方向成90°,为最佳工艺参数组合;PA66制品最大的信噪比组合为X11X23X33X42X52,即模具温度60℃,熔体温度285℃,注射时间为1.8s,筋的形状为梯形,筋的角度与X方向成45°,为最佳工艺参数组合。
3.2 工艺参数对翘曲影响程度分析
利用ANOVA方法来分析各个工艺参数对翘曲变形的影响程度[4,5]。
针对PC/ABS、POM和PA66材料,下列工艺参数对翘曲变形的影响程度分别为,模具温度:20.36%、73.5%和 6.9%;熔体温度:10.52%、18.1%和 75%;注射时间:50.22%、5.5%和5.6%;筋的形状:8.5%、0.8%和9.5%;筋的角度:10.4%、2.1%和3%。
筋的形状和角度对翘曲变形有着很大的影响,尤其是PC/ABS和PA66注塑件。
3.3 结果预测与试验验证
依据上述分析结果以及优化组合,可以预测出最小翘曲值,见表4。
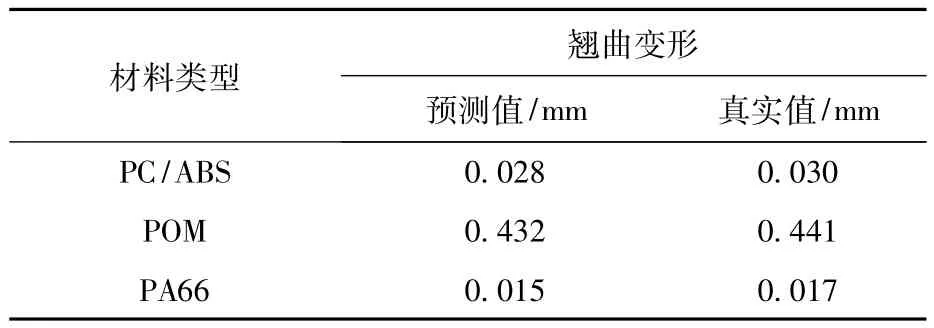
表4 翘曲预测与真实值
采用优化工艺参数组合进行试验,得到了试验的最小翘曲值。PC/ABS、POM和PA66注塑制品翘曲值误差分别为6.7%、2%和11.8%,考虑软件模拟分析误差,此误差值在可接受范围内。
4 结论
利用Taguchi方法能够得到了工艺参数的优化组合及预测最小翘曲值。针对PC/ABS和POM带筋注塑件,采用与X方向成90°夹角的梯形截面的加强筋,能得到最小的翘曲值;针对PA66注塑件,采用与X方向成45°夹角的梯形截面的加强筋,能得到最小的翘曲值;针对不同的材料类型,加强筋对制品翘曲的影响程度不尽相同,所以在设计加强筋时应该加以考虑。研究结果为以后的塑料件加强筋的设计提供科学指导。
[1]屈华昌.塑料成型工艺与模具设计[M].北京:机械工业出版社,2004.
[2]OZCELIK B,ERZURUMLU T.Comparison of the warpage optimization in the plastic injection molding using ANOVA,neural network model and genetic algorithm[J].Journal of Materials Processing Technology,2006(171):437-445.
[3]PEACE G S.Taguchi Methods:A Hands- On Approach[M].New York:Addison - Wesley,1993.
[4]PHADKE M S.Quality Engineering Using Robust Design[M].New Jersey:Prentice - hall,1989.
[5]ERZURUMLU T,OZCELIK B.Minimization of warpage and sink index in injection-molded thermoplastic parts using Taguchi optimization method[J].Materials and design,2006(27):853 -861.
