便携式、多功能、模块化、小型数控电火花加工机床系列的开发研制
2015-10-31刘晋春韦东波自鹏翰李喜东张建平
刘晋春,韦东波,自鹏翰,李喜东,张建平
(1.哈尔滨工业大学机电工程学院,黑龙江哈尔滨150001;2.黑龙江省科学院自动化研究所,黑龙江哈尔滨150090)
便携式、多功能、模块化、小型数控电火花加工机床系列的开发研制
刘晋春1,韦东波1,自鹏翰1,李喜东2,张建平2
(1.哈尔滨工业大学机电工程学院,黑龙江哈尔滨150001;2.黑龙江省科学院自动化研究所,黑龙江哈尔滨150090)
目前,电火花加工机床主要以大、中型为主,当加工尺寸较小以及要求加工后能在位测量工件时,会存在大材小用或加工不便的问题。为此,研制了两个系列的便携式、多功能、模块化、小型数控电火花加工机床。
多功能;模块化;积木式;小型数控电火花加工机床
1 研发的必要性、社会需求和意义
目前市场上的电火花加工机床,一般都是大、中型的,体积较大,结构复杂,售价较高,维修不易。这形成了三方面的矛盾:一是有很大部分电火花加工的零件、产品是小型的,尺寸、质量都不大,用大、中型机床加工是大材小用,“杀鸡用牛刀”,实际上是资源和经济上的一种浪费;二是广大设立机械制造工艺专业的高校、大专及高级职业学校等,都开设了电火花加工、特种加工等课程,迫切需要进行多种电火花加工教学实验,但没有生产任务,因此一般不需要购买大、中型昂贵的电火花加工机床,有些院校虽买得起,但一旦机床出现了故障,往往修不起、养不起;其三,现有的电火花加工机床功能偏单一,缺乏工具电机可回转、可振动的附件,且很难在加工后对加工表面进行在位、在线测量等。
为此,哈尔滨工业大学特种加工及机电控制研究所开发研制出一系列便携式、多功能、模块化的小型数控电火花加工机床。它又分为两大类:第一类是重新设计研制机体和整体的便携式精密、微细数控电火花加工机床;第二类是利用现有部件、产品为机体的积木式、多功能、小型数控电火花加工机床。本文主要论述第二类多功能、模块化、积木式小型数控电火花加工机床。
其中,第二类多功能、模块化、积木式小型数控电火花加工机床又可分为两个系列。图1是第一系列,特点是它们的基体都很简单。图1a以磁性块为底座(千分表磁性底座)积木式组装成的单轴小型数控电火花加工机床。电火花加工主轴由二相步进电机、滚珠丝杠、直线导轨、滑块组成。滑块上积木式地安装可旋转或能振动的工具电极。图1b以方块铁板为底座,积木式组成的三轴小型数控电火花加工机床。

图1 简单基体的多功能小型数控电火花加工机床
图2是另一系列以生物显微镜为基体、积木组装成的多功能小型电火花加工机床。
2 思路上的创新性、技术上的先进性和教学、科研、生产上的实用性
(1)采用积木式的原理,实现多功能的目标,既可便携到教室现场进行多种教学实验、示范、技术交流或作为开展科研工作的平台设备,也可手提到车间现场就地进行“蚂蚁啃骨头”似的去除断钻头、丝锥。且工作可靠、维修方便、售价低廉、功能较多、性价比很高。
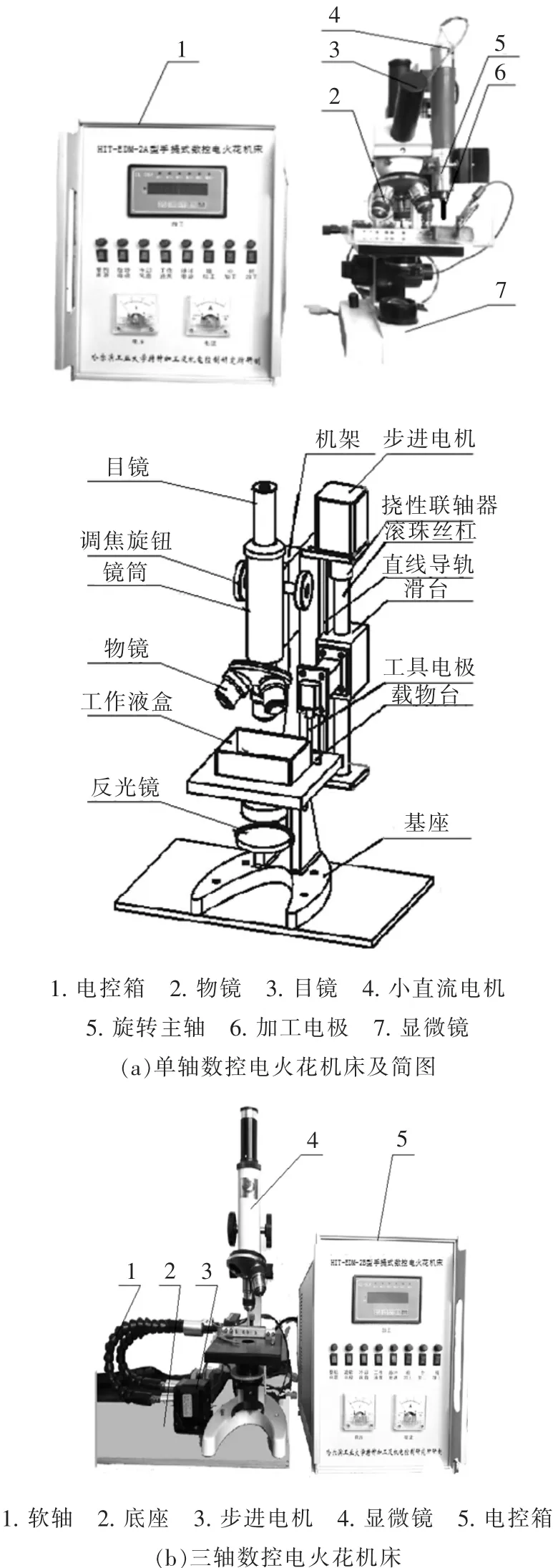
图2 显微镜基体的多功能小型数控电火花加工机床
(2)创新性地采用了细分数可变(2~128细分,单步进给量为10、1、0.5、0.25、0.125 μm,可任选)可编程的数控进给主轴头,扩大了工艺应用和工艺研究的范围;采用滚珠丝杠和滚轮直线导轨传动,刚度好、精度高、运动灵活、摩擦磨损小、精度保持性好、使用寿命长。
(3)为了提高加工稳定性和加工速度,附有使工具电极高速回转(约1000 r/min)或可更换成作工频或超声振动的积木块附件,既具有先进性,又具有实用性。
(4)以显微镜为基体的积木式机床系列,可实现电火花加工-测量一体化。配上CCD摄像头附件,还可在计算机屏幕上观测加工表面和进行数字化测量。
3 应用举例
例1:图1a是最简单的积木式多功能机床的应用实例
(1)就地去除折断在大工件中的钻头或丝锥
机床用磁性底座吸附在有断钻头或断丝锥的箱体类大工件上面,使工具电极(比断钻头或丝锥的芯柱直径约大0.51 mm的黄铜管或管)找正处在断丝锥的上方,加工时用机床附带的小工作液泵浇注自来水,工具电极约1000 r/min高速回转,可提高加工速度和使工具电极端面损耗均匀,约10 min即可去除断入工件10 mm深的丝锥芯柱,用镊子取出断钻头或丝锥的碎片,即可使工件不致报废。
用此小机床也可就地加工线切割的穿丝孔,只是比高速电火花加工小孔专用机床的加工速度稍慢和可加工的孔深稍浅些。
(2)用上述简式机床进行创新性的变步距数控电火花加工实验或研究
上述机床除了还可加工小孔、微孔、三角、四方、六角、Y、十字形等异型孔以及多种一般教学实验外,还可作变步距数控电火花加工实验或研究,以优化不同规准时的最佳数控脉冲当量。
此机床的步进电机不细分时每转为400步,滚珠丝杠的螺距为4 mm,因此每步为0.01 mm。由于采用了可2~128细分技术,因此可根据需要,通过拨码开关(图3),调整至每步进给量为10、5、1、0.5、0.25、0.125 μm,以优化最佳数控脉冲当量。

图3 拨码开关
从理论和实践知道,电火花粗加工时,放电间隙较大(约为100~150 μm),此时单步进给量可以而且应该选得大一些;但在精密加工、微细加工时,放电间隙仅在2 μm左右或更小,采用单步进给量的数控系统,否则反复开路、短路,加工很难稳定。
但目前国内外电火花数控加工机床的脉冲当量(数控分辨率)是一成不变、固定的。本机床在国内外首先可以改变、优化数控分辨率,具有一定的创新性,可供高校、科研所、企业设计研究、研制新的数控系统之用。
例2:用图2所示以显微镜为基体的单轴和三轴数控电火花加工机床进行阵列孔加工及实现加工-测量一体化功能(图4)。
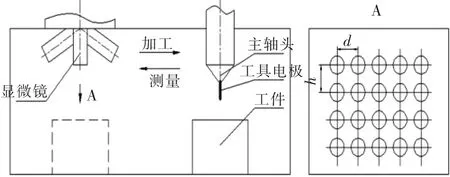
图4 加工-测量一体化示意图
图2a的单轴数控电火花加工机床上,原显微镜在X、Y轴水平方向有两个手动旋钮,可以人工调节工件在X、Y方向的位置。而图2b则通过软轴,用步进电机数控驱动X、Y工作台。当Z轴加工完小圆孔或小异形孔后,可以手动移动图2a中的工作台,戓数控移动图2b中的工作台,在X或Y方向上加工另一孔,实现手动移动或点位控制数控运动加工出阵列孔。
图4中,利用原显微镜基体上的光学放大系统,可对物镜下面的工件表面放大50~1000倍进行观测。由于工具电极的中心线与原显微镜目镜、物镜的中心线是处于同一个Y轴垂直平面内,因此加工前把工作台上的工件右移过一小段距离L,加工完小圆孔、小异形孔后,再把加工表面左移距离L回到物镜下面,就可以放大50~1000倍观测加工孔径、尺寸或翻边等表面形貌,必要时可移回工件,在位对工件表面进行修补加工或继续再加工。如果将目镜置换成CCD彩色摄像头,则可在计算机屏幕上观察表面形貌和测量孔径d、尺寸等,还可对孔径、尺寸等进行数字化分析处理、记录等,这又是此类机床的一大创新特点。
4 今后设想
以上参考了国内外已有成就设计研制的多功能、模块化、积木式小型数控电火花加工机床系列,并已申请获得了3个发明专利,目前已研制出两大类共5种不同型号的小型数控电火花加工机床,其名称型号性能等见表1。
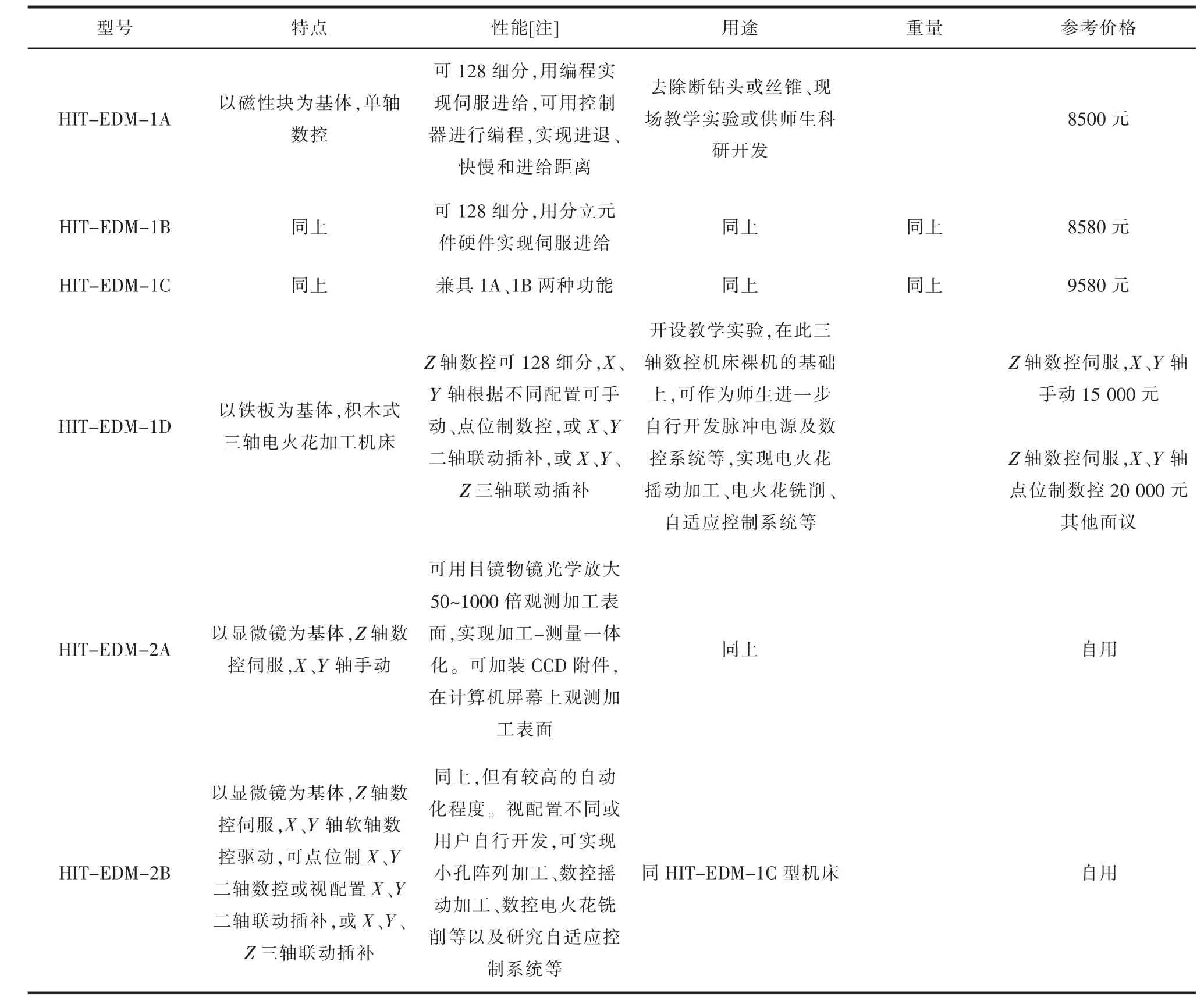
表1 小型数控电火花机床机床系列一览表
上述机床主要供我校师生进行电火花加工教学实验和科学研究之用。由于它价格较便宜,性能价格比很高,又是手提便携式机床,因此我校除了对本科生用作课堂现场教学外,还拟成批生产,作为中高年级本科生对电火花加工技术课外爱好和创新活动的实践平台。对电火花加工方向的研究生则争取做到“人手一台”,使他们在论文工作中深化理论认识,培养他们的实践动手能力,为我国的电火花加工技术和人才培养多做一份贡献。希望细小美丽的电火花能开遍祖国大地,星星之火燎遍中华原野。
Design and Manufacture of Miniature EDM NC Machine Series with Portability,Multifunction and Modularization
Liu Jinchun1,Wei Dongbo1,Zi Penghan1,Li Xidong2,Zhang Jianping2
(1.School of Mechatronics Engineering,Harbin Institute of Technology,Harbin 150001,China;2.The Institute of Automation Heilongjiang Academy of Sciences,Harbin 150090,China)
Nowadays,most EDM machines are large and medium-sized.However,when the dimension of workpiece is small or the machining velocity is high,there will be some problems such as resources waste and machining inconvenience and so on.Thus,we designed and manufactured two kinds of miniature EDM NC machine series with portability,multifunction and modularization.
portability;multifunction;modularization;miniature EDM NC machines
TG661
A
1009-279X(2015)06-0055-04
2015-09-01
刘晋春,男,1928年生,教授。