基于UG的整体叶轮数控加工仿真研究*
2015-10-31秦录芳时四强
秦录芳,孙 涛,时四强,杨 路
(徐州工程学院 江苏省大型工程装备检测与控制重点建设实验室,江苏 徐州 221008)
基于UG的整体叶轮数控加工仿真研究*
秦录芳,孙涛,时四强,杨路
(徐州工程学院 江苏省大型工程装备检测与控制重点建设实验室,江苏 徐州221008)
整体叶轮是由复杂空间曲面构成的五轴加工零件,其广泛的应用于航空航天的发动机、汽轮机、液压泵等设备,存在加工困难、加工质量难以保证等问题。为提高整体叶轮的加工效率和加工质量,在UG NX 8.0环境下进行整体叶轮的刀轨规划并生成刀轨文件,并在UG Post Builder模块中设置专用的后处理器以生成NC代码。研究结果为提高UG软件在多轴加工领域的应用,为合理规划整体叶轮加工工艺,提高叶轮的加工效率和加工精度提供了实际参考。
整体叶轮;数控加工仿真;工序规划;五轴加工
0 引言
整体叶轮是以工作介质为气体和液体等流体的机械装备中极为关键的零件,往往它的质量会决定整个机械设备的质量,因此整体叶轮在各行业中占据不可替代的位置[1-2]。国内外很多学者对此进行研究[3-7],结果表明:整体叶轮具有叶片薄而弯曲程度大、数目多和流道空间小等结构特点,造成刀具和工件容易干涉、容易产生欠切和刀轨路径规划困难等问题,是典型的难加工复杂曲面零件。
目前整体叶轮的加工通常采用CAD /CAM软件来编制叶轮的数控加工程序,包括通用型和专用型的CAD /CAM软件。通用型CAD/CAM软件如UG、MasterCAM等,专用型如Powermill、Hypermill等。由于UG在通用CAD/CAM软件中具有较好的造型功能和较强的5轴加工功能,所以在数控加工中应用最为广泛[8-9]。
本文选用目前应用较为广泛的UG NX8.0软件,对复杂曲面整体叶轮进行加工仿真研究,为提高UG软件在多轴加工领域的应用,为合理规划整体叶轮加工工艺,提高叶轮的加工效率和加工精度提供实际参考。
1 整体叶轮数控加工的UG仿真规划
1.1整体叶轮外形结构和加工特点分析
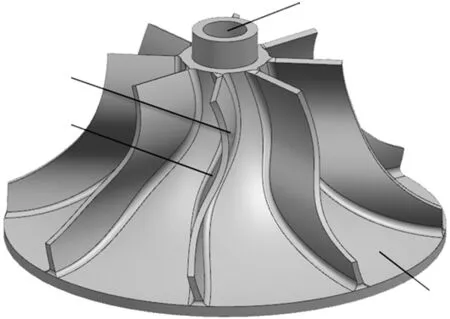
图1 整体叶轮的各曲面示意图
依据叶轮的工作机理,我们又可以把整体叶轮的各表面命名为吸力曲面和压力曲面,而叶轮的轮毂则被各叶片分割为相对独立的流道面,如图1所示。整体叶轮选用锻铝合金 LD30(6061)材料。
根据流体力学的要求,在设计整体叶轮时,通常会采用大扭角叶片的设计,同时叶片设计的也比较薄,叶片根部会使用倒圆角的设计,这些特殊的造型对整体叶轮的制造提出很大的挑战,会产生加工精度难以保证、刀具易干涉和碰撞、容易产生欠切和刀轨路径规划困难等问题。
1.2整体叶轮加工刀具的选择
刀具材料是整体叶轮保质保量加工的重要影响,合适的刀具材料既可以提高刀具耐用度,也可以降低切削温度和提高已加工表面质量。现在整体叶轮加工常用的刀具材料有整体硬质合金以及各种涂层材料,如适用于钛合金、镍基高温合金等难加工材料加工的刀具涂层材料TiAlN、Al2O3。
根据叶轮毛坯形状和材料、刀具耐用度、加工成本等各方面综合考虑,本文采用生产中应用最为广泛的硬质合金刀具。
加工整体叶轮所用的铣刀有球头铣刀、立铣刀、环形铣刀、圆锥铣刀和鼓形铣刀,其中立铣刀和球头铣刀应用最多。
通常情况下,粗加工时常选用刀刃较多的直径较大的立铣刀或球头铣刀快速去除材料以提高加工效率;精加工时常选用直径较小的球头铣刀,由于其头部的圆弧有利于加工叶根过渡面及流道面,在一些情况下,也会选用锥度较小的锥形的球头铣刀,来提高刀具的刚性;在一些特殊情况下,甚至会采用鼓铣刀来加工弯曲得较厉害的叶片。根据本文涉及整体叶轮的实际结构尺寸,选择以下几种铣刀来加工整体叶轮,如表1所示。
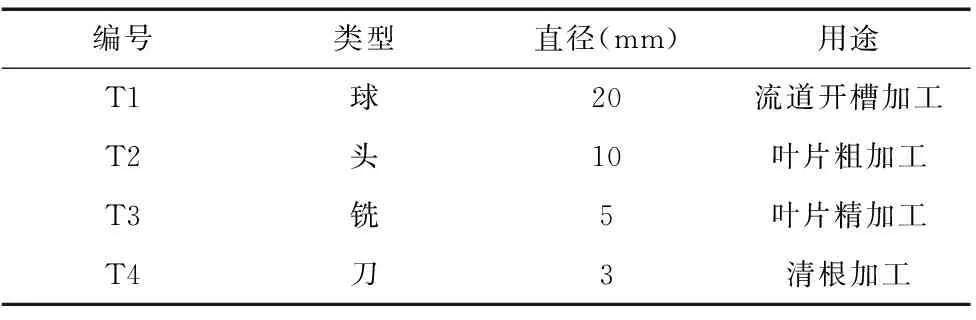
表1 刀具参数
1.3整体叶轮加工工序的确定
根据数控加工工艺的要求以及整体叶轮自身的特点,具体加工工艺规程如表2所示。
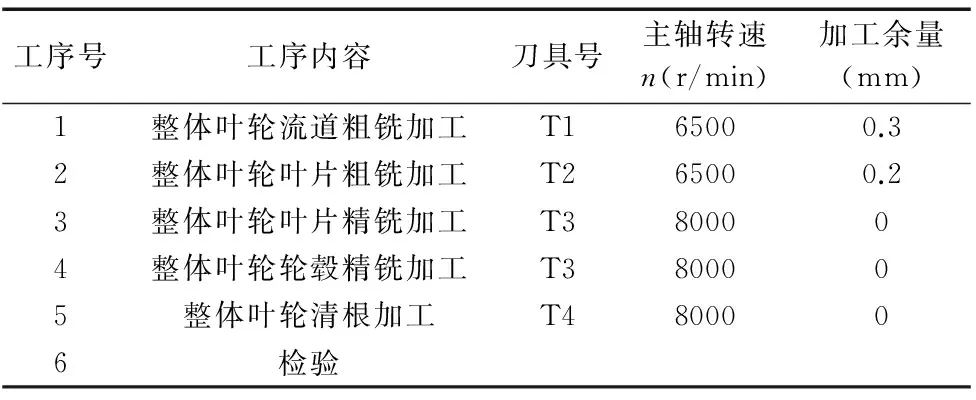
表2
1.4UG NX 8.0 环境下整体叶轮的刀轨规划
整体叶轮的五轴加工是指叶轮的毛坯一次装夹完成轮毂和叶片的加工。
根据上述的加工方案为基础,通过运用 UG NX 8.0提供的多轴铣削加工模块,实现整体叶轮数控加工中刀具路径的生成是至关重要的,其CAM编程过程遵循的流程如图2所示。
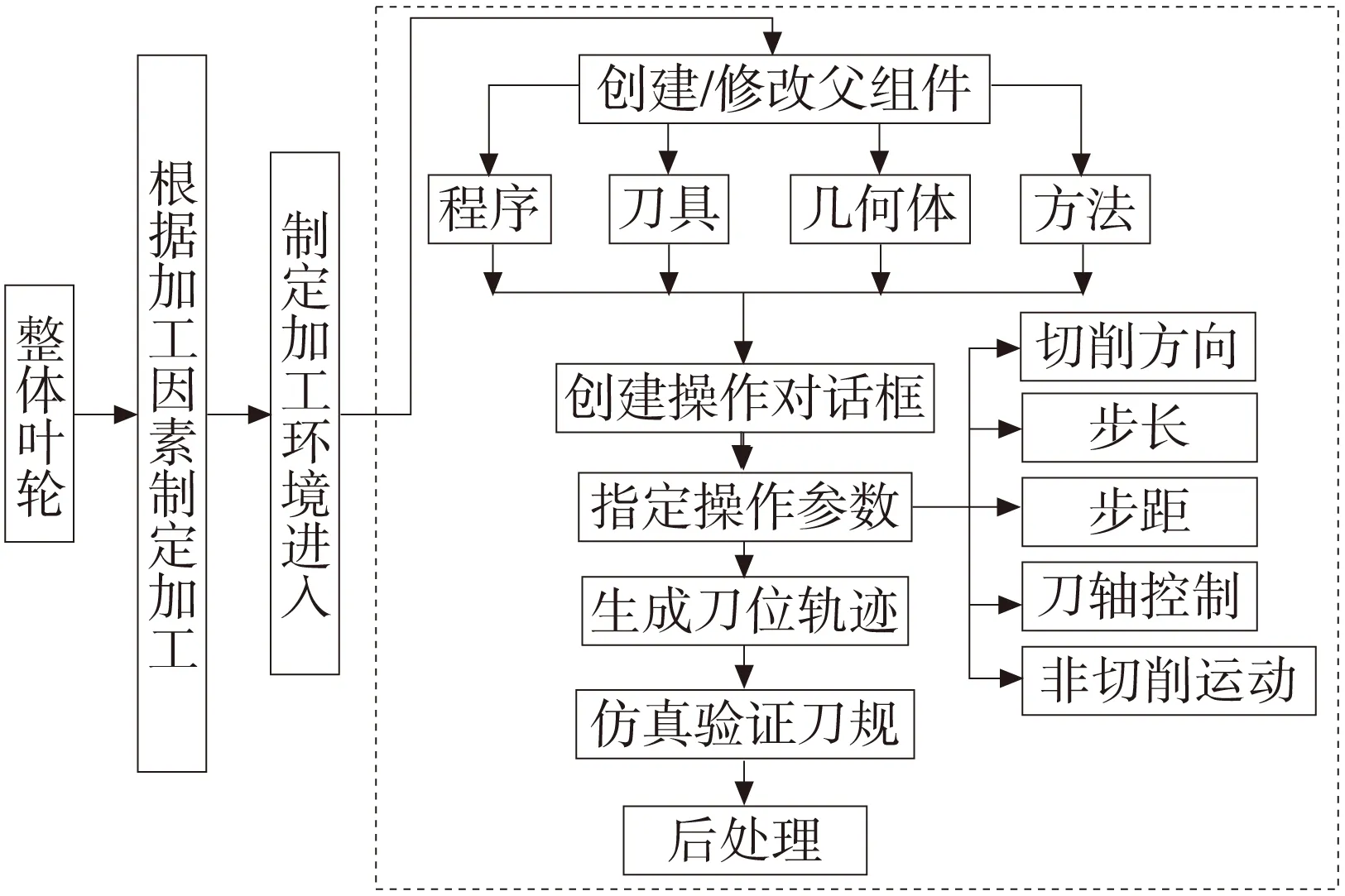
图2 整体叶轮的CAM流程
1.4.1整体叶轮流道粗加工
整体叶轮流道粗加工要求高效去除材料,即采用合理的切削参数(如:高的切削速度和进给量,大的切削深度)提高材料去除率。由于刀具直径和材料去除率具有正比关系,所以在保证刀轨安全可靠的前提下尽量提高刀具直径。
粗加工对整体叶轮的表面质量和尺寸公差要求不高,主要是以提高粗加工效率为目的,同时兼顾加工余量和避免因切削力过大而导致的零件多度变形。具体操作如下:
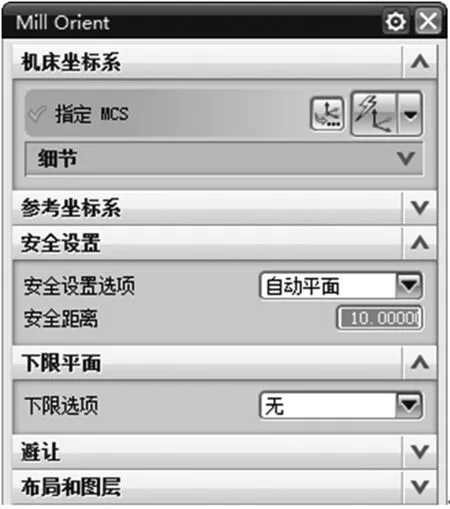
图3 Mill Orient对话框
(1)打开UG NX 8.0由建模环境进入加工环境,在弹出的“创建几何体”对话框中“类型”下来列表中选择类型为“mill-multi-axis”,单击工具条上的“几何视图”,在左侧的树形图上,右击“workpiece”上的“MCS”,在弹出的快捷菜单中选择“编辑”,弹出如图3所示的对话框。
然后,依次进行“工件坐标系”、“安全距离”、“毛坯”、“部件几何体”各项的设置。

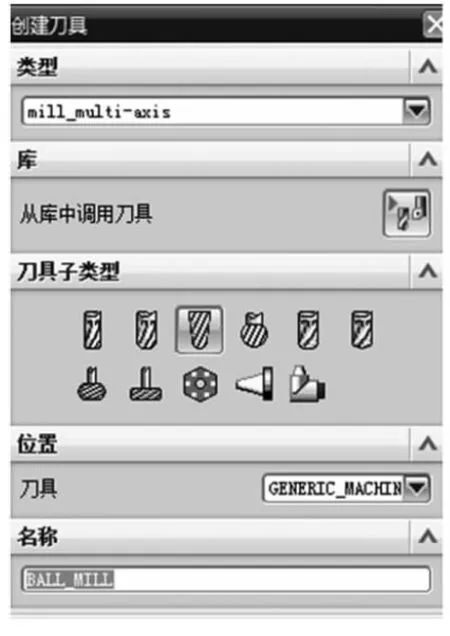
图4 创建刀具对话框
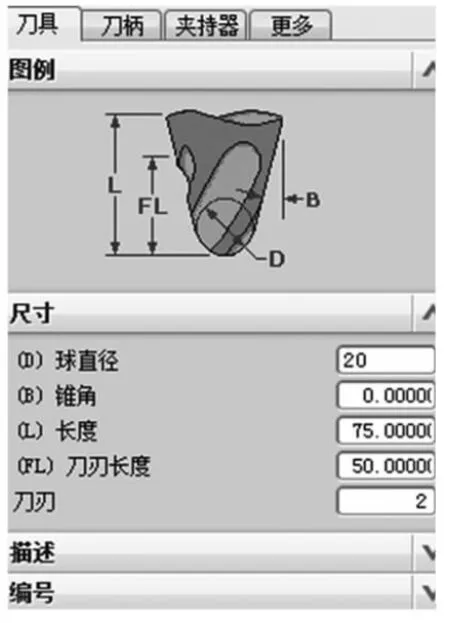
图5 铣刀-球头铣对话框
(3)创建工序。单击工具条上的“创建工序”,弹出如6所示的对话框,进入“创建工序”对话框,按图上所示设置,单击“确定”按钮,进入“可变轮廓铣”对话框,如图7所示。
然后,进行“切削区域”、“曲面区域驱动方法”、“插补矢量”的设置。在“投影矢量”类型下的矢量选择“刀轴”选项,在“刀轴”类型下,选择“插补矢量”,按照图8所示的矢量方向完成“插补矢量”的设置。

图6 创建工序对话框

图7 可变轮廓铣对话框


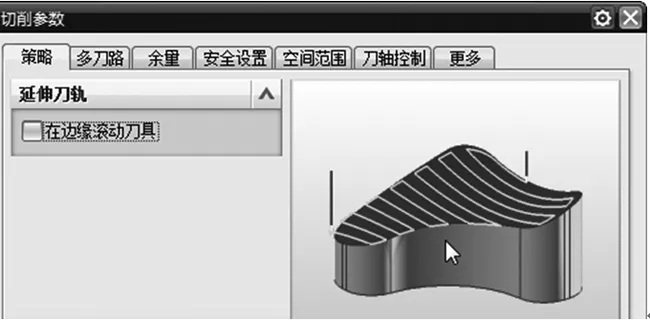
图9 切削参数对话框
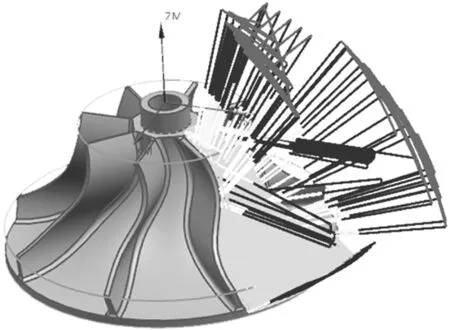
图10 流道粗铣的刀具路径图
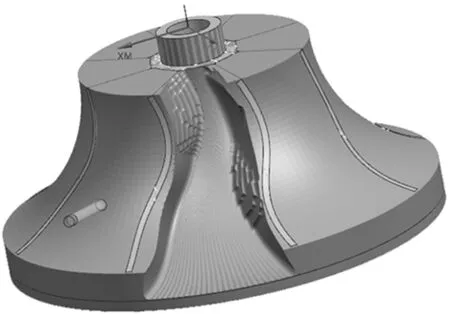
图11 粗铣过后的模型
1.4.2整体叶轮叶片的粗加工
其设置步骤入上面类似,需选择T2刀具,进入“可变轮廓铣对话框”,设置“指定切削区域”为叶片上的三个面。
在“投影矢量”中设置“矢量”为“垂直于驱动体”,在“刀轴”的“轴”下拉列表中选择“侧刃驱动体”,在“指定侧刃方向”处选择图12所示的方向。
叶片的粗加工设定完成后,单击刀轨生成的按钮,即可得到如图13所示的刀轨。
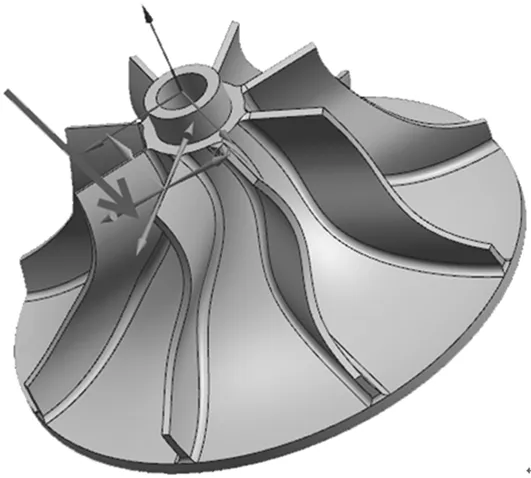
图12 指定侧刃方向的设置图
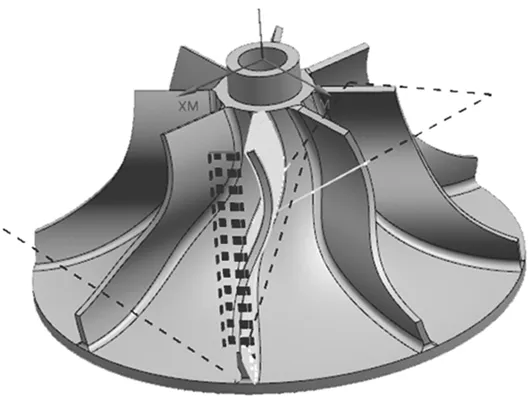
图13 叶片粗铣的刀具路径
1.4.3整体叶轮流道的精加工
整体叶轮的流道精铣与流道的粗铣基本相似,只有部分尺寸上,精度控制上略有差别。创建5mm的球头铣刀,名称为“finish-Tool-5”,其他参数采用默认。在“创建工序”对话框的“刀具”下拉列表中选择“Finish-Tool-5”,在“方法”下拉列表中选择“MILL_FINISH”,完成设置。在“曲面区域驱动方法”中进行如图14所示的参数设置,其余与粗铣时相同。

图14 曲面区域驱动方法参数设置
“投影矢量”和“刀轴”进行和粗铣时相同的设置,对“刀轨设置”中“切削参数”的进行参数设置。
对“非切削参数”的设置与粗铣时相同。到此,流道的精加工已经完成。其余操作和粗铣时相同。
1.4.4整体叶轮叶片的精加工
整体叶轮叶片的精加工UG设置步骤和粗加工过程类似,在参数设置上,需创建5mm的球头铣刀用于精加工叶片。
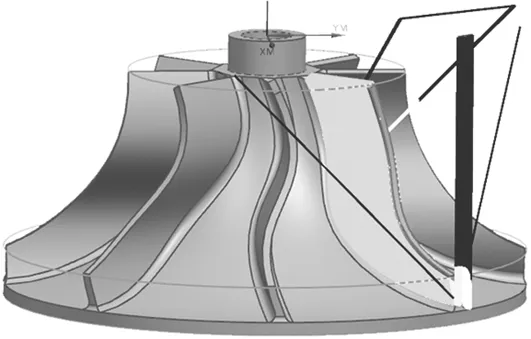
图15 叶片精铣刀具轨迹
进入加工工序,只有“驱动方法”和“刀轨设置”跟粗铣时有所不同,其他均相同。在“驱动方法”类型下选择“曲面”选项,选择与粗铣时相同的曲面,由于精加工的精度较高,因此在“驱动设置”时,要使表面精度更高,因此要限制“最大残余高度”为0.05,具体按如图14所示进行设置。单击“确定”完成设置。
生成刀具轨迹后,如图15所示。
1.4.5整体叶轮清根处理
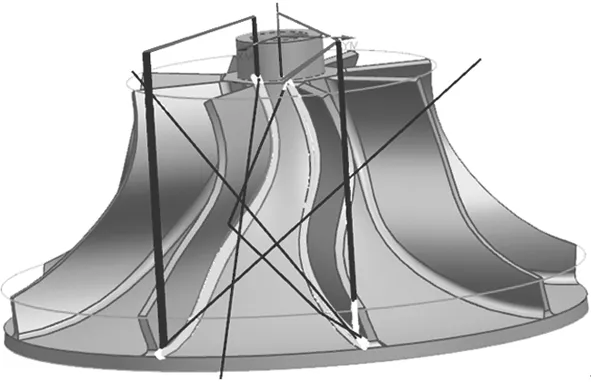
图16 整体叶轮的清根刀具轨迹
清根处理,实际上就是对倒角曲面进行精铣,因此只要按照精铣流道的方法进行操作即可,特别要注意的就是在“刀轴”类型下的“插补矢量”的设置,要选择尽可能多的矢量来控制刀轨,让其尽可能的光顺即可,其余的均与流道精铣相同。生成的刀具轨迹图如图16所示。
1.4.6对整体叶轮的刀具轨迹的编辑处理
在“工序导航器-几何”中选择“T5”右击,在弹出的快捷菜单中选择“对象→变换”命令。在弹出的“变换”命令对话框中设置刀具路径的旋转复制参数,单击“确定”完成变换设置,得到如图17所示的变换后的刀具路径图。其余各操作按照上述变换方法,均可得到,最终结果如图18所示。
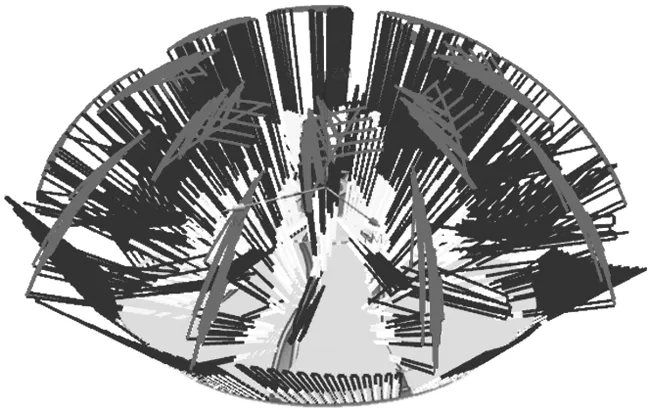
图17 整体叶轮全部的刀具轨迹图

图18 整体叶轮的最终加工图
2 基于UG Post-Builder的多轴后处理
通过利用上述方法生成的刀位文件(CLF),可以较好的观察刀具相对于加工坐标系运动的过程(即刀轨的运动)。由于各机床本身的NC代码格式要求不同,所以需进行后置处理,即将刀轨文件转化为合适的数控加工程序(即NC代码),才能满足机床的实际控制要求。
UG Post-Builder是UG提供的一个强大的后处理编辑器,可以设置很多不同型号的机床,因此其使用更具有广泛性和实用性。针对整体叶轮的加工,本文采用UG Post-Builder模块,根据机床结构进行后处理程序的开发。
2.1机床参数的设置
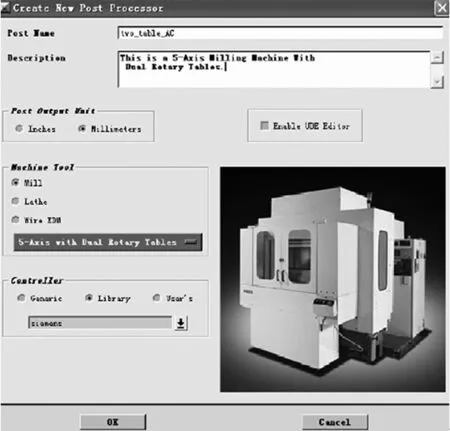
图19 Post Builder新建文件参数设置
启动UG/Post Builder新一个后处理文件,将其命名为“two-table-AC-Machine”,按照如图19所示进行设置。完成后单击“OK”后进入Post-Builder设置界面。
在界面的“Machine Tool”选项中,包含“General Parameters”和“Fourth Axis/“Fifth Axis”两个模块,用于设置机床行程、回零点坐标值、直线插补精度、快速移动速度最大值、设置机床的旋转主体、旋转平面、旋转精度、旋转轴转动范围、旋转轴旋转中心相对于机床原点的位置等。由于General Parameters中的默认设置均包含了实验所需的极限值,所以不做修改。
2.2程序格式的设置
UG/Post Builder中的“Program”项目,将一个NC程序分成了五个不同的部分:①程序开始;②操作开始;③刀轨路径;④操作结束;⑤程序结束。
本文需要设置的主要有:①Program Start Sequence:设置程序的开头为:G54 G90 G40 G94 G71;②Auto Tool Change:M06, Manual Tool Change:M00;③End of Program:M30。
图20 生成的NC代码
保存文件后,在UG/Post Builder Version8.0对话框中,依次选择“Utilities→End Template Post Data File”,弹出Install Post对话框,选择“TOOL LIST(text)”让它处于高亮显示。单击“New”按钮弹出“打开”对话框,添加到template_post.dat 文件中。最后,单击“OK”按钮弹出“另存为”对话框单击保存完成设置。其生成 NC 代码如图20所示。
3 总结
本文基于UG软件,对整体叶轮的五轴加工方法进行研究,为提高UG软件在多轴加工领域的应用,为合理规划整体叶轮加工工艺,提高叶轮的加工效率和加工精度提供了实际参考。研究结论如下:
(1)分析了整体叶轮外形结构和加工特性,确定了整体叶轮的刀具和加工工序。
(2)在UG NX 8.0环境下,进行整体叶轮的刀轨规划,完成了整体叶轮刀具轨迹的编辑处理,生成了整体叶轮全部的刀具轨迹。
(3)通过基于UG Post-Builder的多轴后处理,生成了整体叶轮的NC代码文件。
[1] 李群, 陈五一. 基于UG的发动机整体叶轮三维造型研究[J]. 组合机床与自动化加工技术, 2005 (9): 5-7.
[2] 曾豪华,屈圭,伍世棋. 叶轮零件的五轴数控制造质量与关键技术研究[J]. 机床与液压, 2012, 40(5): 54-58.
[3] Julien Chaves-Jacob, Gérard Poulachon, Emmanuel Duc. Optimal strategy for finishing impeller blades using 5-axis machining[J]. The International Journal of Advanced Manufacturing Technology, 2012, 58(5-8): 573-583.
[4] W Ferry, Y Altintas. Virtual Five-Axis Flank Milling of Jet Engine Impellers: PartⅠ- Mechanics of Five-Axis Flank Milling[J]. ASME 2007 International Mechanical Engineering Congress and Exposition, 2007, 3 :339-353.
[5] 余道洋,韩江,赵韩. 基于解析法的整体式叶轮侧铣高精加工技术[J]. 中国机械工程, 2015, 26(3): 304-307.
[6] 任军学, 姜振南, 姚倡锋,等. 开式整体叶盘四坐标高效开槽插铣工艺方法[J]. 航空学报, 2008, 29(6):1692-1698.
[7] 胡创国, 张定华, 任军学,等. 开式整体叶盘通道插铣粗加工技术的研究[J] . 中国机械工程, 2007, 18 ( 2) : 153-155.
[8] 陈文涛,夏芳臣,涂海宁. 基于UG &VERICUT整体式叶轮五轴数控加工与仿真[J]. 组合机床与自动化加工技术, 2012,(2): 102-104.
[9] 梁蔓安, 唐清春, 黎家宏. 基于UG的五轴联动机床后置处理器研究与实现[J]. 组合机床与自动化加工技术, 2011(6):17-22.
(编辑李秀敏)
Research of CNC Machining Simulation for Integral Impeller Based on Software UG
QIN Lu-fang, SUN Tao, SHI Si-qiang, YANG Lu
(Jiangsu Key Laboratory of Large Engineering Equipment Detection and Control, Xuzhou Institute of Technology, Xuzhou Jiangsu 221008, China)
Integral impeller is widely used in engine of aeronautics and astronautics, turbine, and hydraulic pump, and so on. There are some problems in processing of integral impeller because complex space surfaces of integral impeller need to be five-axis machined, such as difficult machining, the no means guaranteed machining quality, etc. To solve these problems, software UG NX8.0 is used to plan tool paths of integral impeller and papers of tool paths are generated. Besides, special post-processor is set to generate NC codes based on UG Post Builder module. The research results improve application range of software UG in multi-axis machining, and provide valid
for rational planning of integral impeller machining.
integral impeller; CNC machining simulation; process planning; five-axis machining
1001-2265(2015)11-0098-05DOI:10.13462/j.cnki.mmtamt.2015.11.028
2015-05-12;
2015-06-15
江苏省大型工程装备检测与控制重点建设实验室项目(JSKLEDC201406)
秦录芳(1979—),女,河南新乡人,徐州工程学院讲师,研究方向为高效精密加工,(E-mail)798033365@qq.com。
TH164;TG506
A
