类柔性形状沉积制造系统的控制系统规划*
2015-10-31王公海冯培锋李燕玲姚赟峰黄明星
王公海,冯培锋,李燕玲,姚赟峰,黄明星
(1.嘉兴学院 南湖学院,浙江 嘉兴 314001;2.集美大学 机械与能源工程学院,福建 厦门 361021)
类柔性形状沉积制造系统的控制系统规划*
王公海1,冯培锋2,李燕玲1,姚赟峰1,黄明星2
(1.嘉兴学院 南湖学院,浙江 嘉兴314001;2.集美大学 机械与能源工程学院,福建 厦门361021)
通过分析类柔性形状沉积制造系统中各组成部分的作用、结构形式与工作过程,明确了系统中各部分具体的控制对象,规划了类柔性形状沉积制造系统的总体控制方案。在该方案的基础上,详细探讨了系统中上下位机之间的控制方式、数据传输路线及监控方法,建立了系统主控制器和沉积站调度系统、系统构成设备及工件输送系统等各分站控制器的控制逻辑,讨论了控制流程图中各组成部分之间的关系及控制过程,为控制系统的具体设计奠定了基础。
类柔性形状沉积制造;控制系统;控制流程图
0 引言
类柔性形状沉积制造系统[1-3]是把形状沉积制造中的材料沉积、材料去除及相关辅助加工用柔性化的思想及技术进行有机组合,实现形状沉积制造中加工设备与加工过程的柔性化。基于类柔性形状沉积制造系统中各分站之间的关系、工艺流程及结构特点[1-3],其控制系统需要一个合理可靠的控制方式来保证各分系统能够按照类柔性形状沉积制造系统所要求的方式完成沉积制造。上位机需能够畅通的发出指令给各分站中的控制器来实现对各分站的控制,同时上位机中的数控程序等数据能及时传送各数控加工设备中,并且还需要对各分站的操作情况进行监视与故障报警。本文旨在探讨该系统的控制方案及控制过程,以期建立一个符合类柔性形状沉积制造系统要求的控制系统。
1 系统的总体控制方案
类柔性形状沉积制造系统的控制系统的总体框架采用如图1所示的Profibus-DP总线[4-8]架构。Profibus-DP总线分为主从设备,主站设备有主控制器、监控设备和数据处理设备,从站设备有各从站控制器、NC数控系统及其所控制的执行机构,主站控制器一般是工控机或PLC,从站控制器用PLC即可,数据处理设备一般是PC机。主站与从站之间的通讯联系通过Profibus-DP总线来实现。所有连接到总线上的各控制设备都需采用符合Profibus-DP总线的接口形式,其数据传输采用标准接口传输,并通过相关软件对这些控制设备进行硬件组态,使之能够基于Profibus-DP总线进行有效通讯与监控。
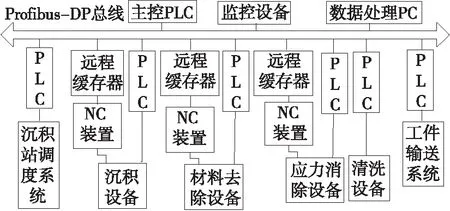
图1 系统的总体控制方案
主站中的主控制器与数据处理设备之间采用轮循式令牌环传递方式,主站与从站之间采用主—从式传递方式,各从站之间不能进行通讯,得到令牌的主站设备则占用Profibus-DP总线对其所控制的从站控制器或数控设备进行通讯。
类柔性形状沉积制造系统的控制形式分为两类,一类是由主站中的主控器、Profibus-DP总线及从站各分系统的分站控制器组成,主要控制各分系统的对应装置,如小车的启动、运行及停止,加工设备的仓门的开闭等。其控制过程是主控制器得到令牌后将指令发至对应的从站控制器,从站控制器将指令处理后通过驱动器驱动所控制的执行机构工作,各分系统中的相关传感器监督执行机构的工作状况,如果动作异常或没有到达指定位置,则将异常信息反馈给分站控制器,分站控制器产生故障报警信号并通过总线反馈给主控制器,主控制器产生对应故障报警信号并通过总线传送给监控设备。
另一类是由主站的数据处理设备、Profibus-DP总线及从站分系统中的NC数控系统组成,数据处理设备通过Profibus-DP总线与沉积设备、材料去除设备、应力消除设备等数控加工设备中的NC数控系统构成主—从关系。数据处理设备将所加工的零件CAD模型用形状沉积制造的方式进行分层处理,然后根据每层的分层信息生成沉积设备、材料去除设备、应力消除设备所需的数控程序,通过Profibus-DP总线将每层加工所需的数控程序送到对应加工设备中的NC数控系统中,进而驱动执行机构进行数控加工。数控加工过程中出现的异常情况,由数控系统自身的故障诊断系统诊断错误类型并将信号通过总线反馈给数据处理设备,数据处理设备接收到故障信息后生成相应故障报警信号并通过总线传送给监控设备。
监控设备也接入Profibus-DP总线,但不进行硬件组态,用总线方式与主控制器及数据处理设备通讯,接收来自它们所反馈的信息,利用触摸屏组态设计软件,制作对应的组态画面。通过这些画面可以及时查看工件输送、材料沉积、材料去除等实时状况;同时形状沉积制造过程中的各类状态信息、报警信息、控制信号等都能以文字、图像等多种形式,直观、形象地展示在触摸屏上。在这种配置模式下,若监控设备出现故障,系统仍然能够正常运行,只是失去了监控功能。
2 系统主控制器控制流程
主控制器对类柔性制造系统中的沉积站调度、沉积设备、材料去除设备、应力消除设备、清洗设备及工件输送系统这六个子系统中的分站控制器进行控制,根据类柔性形状沉积制造系统的工艺过程[1],其控制过程按照图2所示的方式控制。用户进行参数设定时,需要选择沉积设备及沉积材料的种类等。主控制器对某一子系统中的设备进行控制,实际上是通过控制该子系统中的从站控制器来实现,比如当主控制器要选择沉积设备时,是把指令发给沉积站调度系统中的从站控制器来完成。在选择沉积设备及其他加工设备时都需要预先在主控制器中设定好,并把这些信息传送给下面各相关从站控制器中。
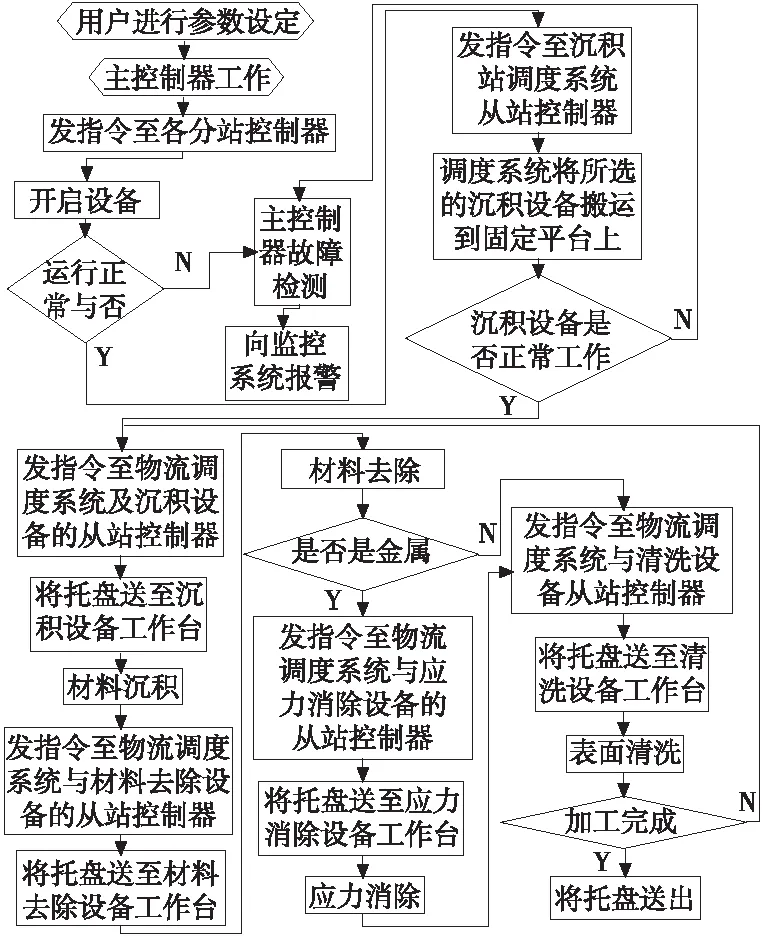
图2 主控制器的控制流程
3 分系统从站控制器控制流程
3.1沉积站调度系统控制流程
根据类柔性形状沉积制造系统中的沉积站调度系统的功能、构成形式及工作过程[3],可以明确该子系统的控制对象及控制过程:主控制器发指令给从站中的沉积站调度系统分站控制器,告知所需调度的沉积设备,然后从站中的分站控制器根据图3所示的控制流程对沉积设备进行调度。在图3所示的各控制对象中,从站控制器是通过对与液压油缸相连的伺服阀进行控制以实现对该液压缸动作的控制。
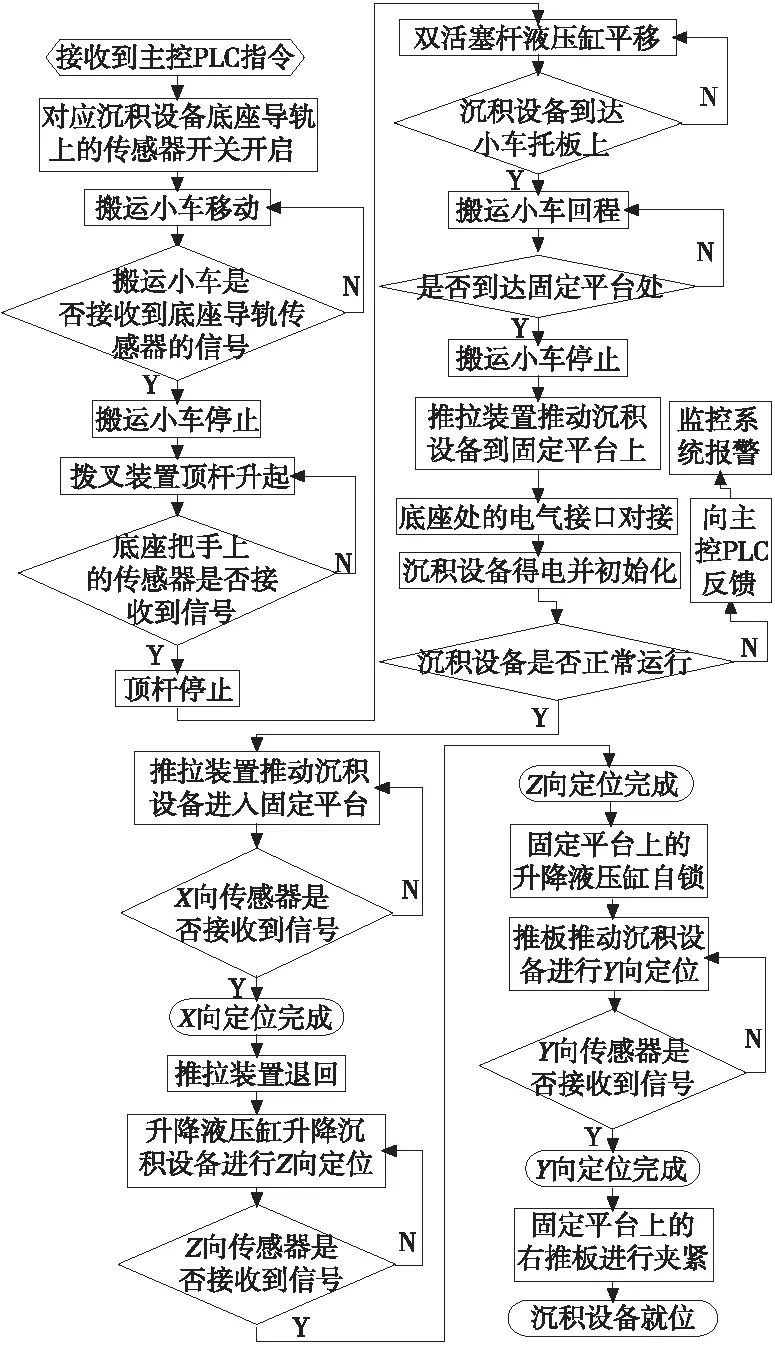
图3 沉积站调度系统的控制流程
3.2主要构成设备的控制流程
3.2.1材料沉积设备、材料去除设备及应力消除设备的控制流程
在类柔性形状沉积制造系统中,材料沉积设备、材料去除设备及应力消除设备的构造形式、工作过程基本一致[2]。即三种设备中的任何一种接收到上位机的指令后,将仓门开启,上位机通过Profibus-DP总线将数控程序及相关参数传送给相应机床,等推拉装置将托盘及沉积工件推到相应设备中的工作台后,工作台上的夹紧机构将托盘固定,然后仓门关闭,即可开始加工。
根据上述的工作过程,可以构建出如图4所示的控制流程示意图,这三种设备所对应的从站控制器接收来自主控制器发出的指令并按照此流程进行数控操作。仓门的开闭是由该从站控制器控制与仓门相连的电动推杆来实现,从站控制器通过控制工作台上与旋转液压油缸相连的电磁阀来控制旋转油缸,进而控制夹具的装夹。在从站控制器与各设备中的NC数控系统及内置的PLC之间要通过相关电路的连接使之能够进行相互通讯,以使从站控制器能够控制设备的启停并监控设备的工作过程,同时还能够与沉积设备自身的报警系统互联,使从站设备的工作状态能够反馈到从站控制器上,进而通过主控制器反馈到监控设备上。
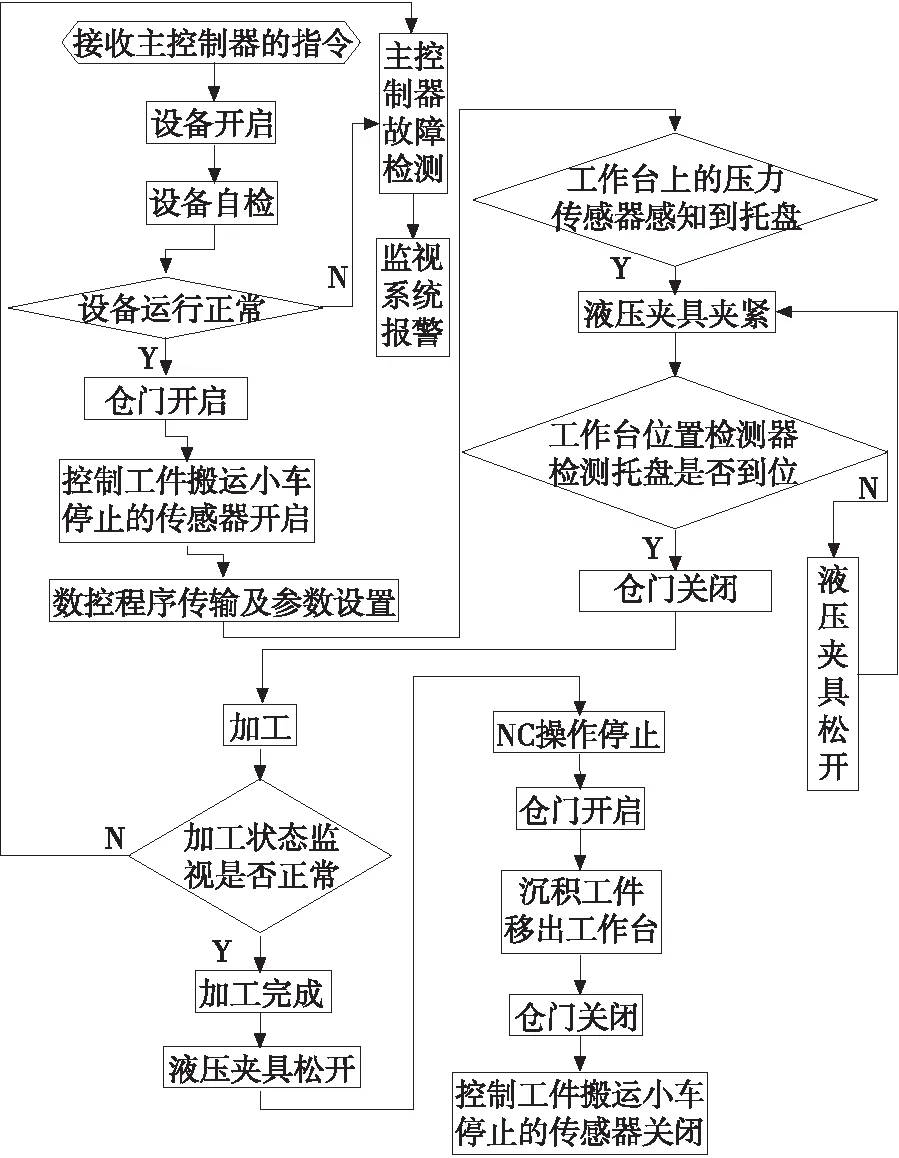
图4 材料沉积、去除及应力消除设备的控制流程
3.2.2清洗设备的控制流程
根据类柔性形状沉积制造系统中的清洗设备的功能、工作过程及设备的结构形式[2],可得到图5所示的类柔性形状沉积制造系统中清洗设备的控制流程。该从站控制器要控制的对象有:仓门的开闭、轴的启停、喷头选择及清洗介质的开关与喷头的摆动。从站控制器通过控制与仓门连接的电动推杆的动作来实现仓门的开闭,通过对与主轴相连的步进电机的控制来进行主轴的启停控制。在喷头的选择中,从站控制器根据上位机给出的信息进行判断。对于转轴的旋转速度、旋转时间、清洗液喷淋、清水冲洗及热压缩空气吹洗时间则由从站控制器根据零件特性,预先进行设定。清洗液、水及热压缩空气的开关是通过从站控制器控制对应管道中的开关阀进行来实现。
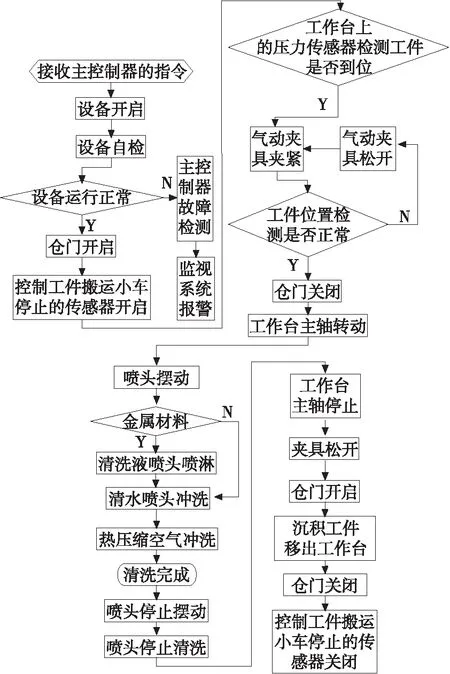
图5 清洗设备的控制流程
3.4工件输送系统控制流程
类柔性形状沉积制造系统中控制工件输送系统的作用是将工件根据需要送到相应设备的工作台上,待该设备此次加工完成后,将托盘及沉积工件拉出,再次送到下一个对应设备中。根据类柔性形状沉积制造系统中控制工件输送系统的作用、结构形式及工作过程[1-2],可以得到如图6所示的类柔性形状沉积制造系统中工件输送系统的控制流程。该从站控制器要控制的对象有:小车的启停、连接导轨升降与推拉装置。连接导轨的升降与旋转是通过液压转动油缸来驱动的,从站控制器通过控制电磁阀的动作来控制液压转动油缸,进而控制连接导轨的升降与旋转。推拉装置上有两个部分需要从站控制器进行控制,一是推拉油缸的运动,这是通过对与推拉油缸相连的电磁阀进行控制,以控制推拉油缸中活塞杆的伸缩;另一个是电动推杆所连接的推头,直接控制电动推杆的伸缩来控制推头的伸缩。
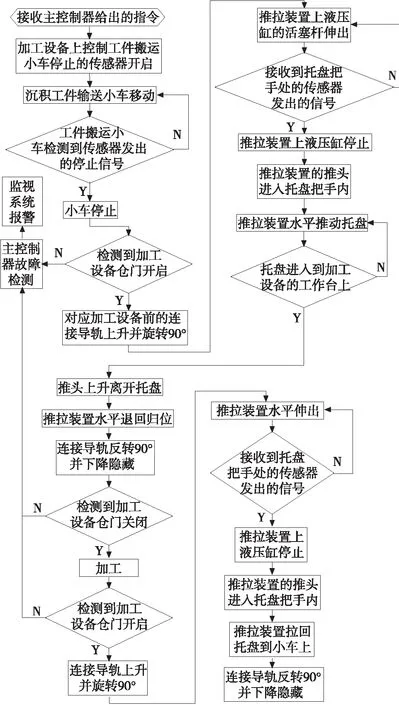
图6 工件输送系统的控制流程
4 结论
本文根据类柔性形状沉积制造系统的结构特点、工作方式和控制要求所规划的总体控制方案以及构建的系统主控制器和各分站控制器控制流程图可以作为类柔性形状沉积制造系统的控制系统进一步研究的基础,以面向具体的系统结构进行控制程序的编程,实现对整个类柔性形状沉积制造系统及各子系统的动作顺序进行控制,与类柔性形状沉积制造系统中的其它组成设备一起组成完整的类柔性形状沉积制造系统。
[1] 王公海,冯培锋,王大镇,等.类柔性形状沉积制造系统的结构模型[J].制造技术与机床,2013(4):50-53.
[2] 冯培锋,王公海,王大镇,等.类柔性形状沉积制造系统中构成设备的结构特性[J].组合机床与自动化加工,2013(4):116-118.
[3] 王公海,冯培锋,王大镇,等.类柔性形状沉积制造系统中沉积站的结构形式[J].机床与液压,2014,42(20):7-11.
[4] 赖思琦,黄恒.FMS控制系统的设计与研究[J].组合机床与自动化加工技术,2012(6):76-78.
[5] 王勇.基于PLC与PROFIBUS的柔性制造生产线控制系统的设计与实现[D].苏州:苏州大学,2009.
[6] 赖思琦,尹显明,杨应洪.基于PROFIBUS的FMS控制系统设计[J].机床与液压,2013,41(7):122-124.
[7] 马超.基于PROFIBUS现场总线的柔性制造系统的研究与实现[D].合肥:合肥工业大学,2010.
[8] 曹娟.基于PLC与PROFIBUS的教学型FMS控制系统的研究与设计[D].南京:南京理工大学,2012.
(编辑李秀敏)
Planning of the Control System of FMS-like Shape Deposition Manufacturing System
WANG Gong-hai1, FENG Pei-feng2, LI Yan-ling1, YAO Yun-feng1, HUANG Ming-xing2
( 1.Nanhu College,Jiaxing University, Jiaxing Zhejiang 314001,China; 2.College of Mechanical and Energy Engineering, Jimei University, Xiamen Fujian 361021,China)
By analyzing the function, structural types and operation processes of every component element in a FMS-like shape deposition manufacturing, the specific control objects of each element in the system were made clear and the general control scheme for the system was planned. On the basis of the scheme, the control mode, data communication route and monitoring method of the upper-lower Computers in the system were explored in detail, the control logics of the main controller of the system and the sub-station controllers of the scheduling system of deposition stations, system component equipment and workpieces conveying system were built, and the relationship between the component elements and the control processes in the control flowcharts were discussed. This work lays the foundation for the specific design of the control system.
FMS-like shape deposition manufacturing; control system; control flowchart
1001-2265(2015)11-0095-03DOI:10.13462/j.cnki.mmtamt.2015.11.027
2014-12-19;
2015-01-27
福建省自然科学基金计划资助项目(2012J01226)
王公海(1985—),男,湖北英山县人,嘉兴学院南湖学院教师,硕士,研究方向为快速成型,(E-mail)wgh_0621@163.com;通讯作者:冯培锋(1959—)男,山东东阿人,集美大学教授,博士,研究方向为快速成型,(E-mail)pffeng@163.com。
TH166;TG506
A
