基于机器视觉的铝箔纸涂油检测系统的设计
2015-10-29胡承东王继宏赵翠琼
胡承东, 周 斌, 王继宏, 赵翠琼
(1. 红塔集团 玉溪卷烟厂, 玉溪 653100; 2. 玉溪市农业职业技术学院, 玉溪 653100)
基于机器视觉的铝箔纸涂油检测系统的设计
胡承东1, 周斌1, 王继宏1, 赵翠琼2
(1. 红塔集团 玉溪卷烟厂, 玉溪 653100; 2. 玉溪市农业职业技术学院, 玉溪 653100)
GDX500型包装机的铝箔纸涂油系统,原机缺少检测装置,控制上较为粗放。设计了一套自动检测装置,用于实现启动油路通道的精确控制。因涂油后的铝箔纸与未涂油的铝箔纸差别较小,普通检测难以实现,基于新兴的机器视觉技术,对系统构成,图像处理,检测算法,原机程序等方面进行了一系列分析与优化工作,并且使用MATLAB软件对部分过程进行了模拟编程处理,获得了较满意的效果。
铝箔纸涂油; 图像分割; 二值化
GDX500型包装机是意大利GD公司成熟的产品,但依然存在一些缺陷:原机的铝箔纸松卷辊涂油装置,是通过更改参数设置的方式,对箔纸纸张计数累计来进行涂油的,这种方式很粗放,容易造成少涂或涂油过量,进而造成铝箔纸通道堵塞或涂油过量而污染烟支。资料表明,此类铝箔纸涂油的检测还是一个空白。随着图像处理技术[1]的发展,机器视觉[2]技术已广泛应用于烟草制造业的质量检测和监控。笔者设计了一套机器视觉自动检测装置来控制铝箔纸涂油装置的自动运行,提高了铝箔纸涂油系统的精确性,可有效避免出现涂油过少或过量的问题,提高了设备运行效率和烟包质量。
1 系统结构
1.1检测器的选择
检测系统的设计中,关键的环节是检测器类型的确定。笔者通过对超声波、漫反射、机器视觉检测器进行模拟对比试验来选择检测器;试验方案为从生产现场采集一张一半涂油一半未涂油的铝箔纸,使用上述三种检测器对铝箔纸采样标本涂过油和未涂过油部分进行模拟检测。检测时,对前两种检测器,调节灵敏度观察信号指示灯是否可以亮暗变化,是否有灵敏度调节余量;对于机器视觉检测,则模拟拍摄一副图片,通过处理软件分析已涂油与未涂油部分,能否产生亮暗明显的二值化图像来代替亮暗信号,用阈值调节余量来代替灵敏度调节余量。试验结果如表1所示。通过数据对比可以发现机器视觉是三种检测器中效果最佳的。

表1 几种不同检测器的模拟试验信号
1.2CCD及光源的设计安装
CCD(Charge-coupled Device)为电荷耦合元件,用于图像传感器。通过实地测量分析,可以把CCD与光源集成在一起的检测头安装在涂油毡之后的铝箔纸上方,通过支架来支撑,如图1所示。

图1 检测头安装位置示意
工业现场光源一般为交流光源,由于CCD相机的扫描频率非常高,若采用交流光源照明,CCD相机采集到的图像将会出现明暗相间的条纹,也就是交流光源的纹波频闪现象[3],如图2所示。纹波频闪会严重影响检测结果,因此,必须使用无频闪的直流光源,基于上述原因,系统采用LED[4]光源。

图2 交流光源的纹波频闪现象
1.3结构及控制
图像采集装置由原铝箔纸张计数检测器触发,即计数检测器每检测一张铝箔纸就触发拍摄图像一幅。具体为图像采集卡检测到采集信号后立即采集一帧BMP位图格式的图像;然后通过图像采集卡将图像数据送到图像处理器,调用相应的软件对图像数据进行相应的处理及判别计算;判断待测铝箔纸上涂油图像是否符合设定的标准,如果不符合标准则发出输油信号,信号传输至包装机主PLC输入端,经过逻辑运算,再决定是否输出涂油与否的信号。硬件构成如图3所示。

图3 硬件构成结构示意
2 技术实现
2.1机器视觉图像处理
2.1.1图像分割与二值化
在机器视觉领域中,相同集合的区域像素点具有相似的灰度等级,不同区域的像素点具有不相似的灰度等级。图像二值化处理是指将一副灰度图像转化为只有黑、白两种灰度等级的图像(二值化图像)[5-6],这样做的目的是减少数字图像处理信息量,提升处理速度,并且可以有效地从背景图像中获得目标图像。
图象分割领域里最成熟的方法是基于门限值[7]的分割法,灰度门限化二值化分割方法的最终目标是找出最佳的分割阈值来从背景图像中分割出目标图像。分割后的二值化图像像素值只有两个数字:0或1。假设一幅原始灰度图像f(x,y),按一定的标准在f(x,y)中挑选一个恰当的灰度值作为阈值,分割处理以后获得图像g(x,y),可表示为:

(1)
或

(2)
式中:T为选择的阈值。
但不同的阈值选取的分割效果却有相当大的差异,图4,5为原始图和灰度图以及不同阈值的分割效果图像。其中图4(a)为原始彩色图像,图4(b)为灰度图像。

图4 铝箔纸涂油的彩色与灰度图片
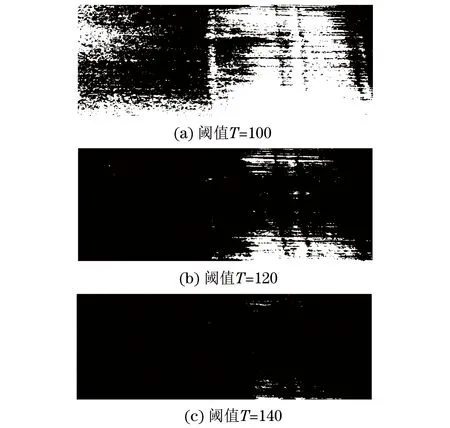
图5 不同阈值选取进行二值化处理后的图像
以图5为不同阈值选取来进行二值化处理后的图片,以便进行视觉效果对比分析。
由图5可发现,阈值T=100时,阈值取得太过了,许多背景图像也被取到了目标特征里;T=140时,阈值选取不足,许多特征目标没有分割出来;T=120时,目标图像与背景图像分割较好,是相对合理的阈值选取。故阈值选取对图像分割相当重要,是一个很关键的步骤;阈值选取得好,能够把灰度图像的背景图像和目标图像很好地分割开,选取得不好则不能很好区分目标与背景。
2.1.2最佳分割阈值
对最佳阈值分割选取了两种较有代表性的方法进行比较,一种是灰度直方图阈值选取分割法;另外一种是最大方差阈值分割法。第一种方法是对图像的灰度图进行直方图处理,如果直方图具有明显的双峰特征,即如果目标与背景图像在较暗或较亮的灰度级上形成了一个明显波峰波谷,就可把直方图双峰之间的谷底灰度值作为阈值选取来进行图像的二值化分割处理,获得目标图像和背景图像。但这种分割法首要的一个条件就是直方图必须呈现明显的双峰特征,直方图是否能够获得双峰特征跟图像的像素分布有关。文中使用MATLAB模拟软件进行编程处理,获得铝箔纸涂油图像的灰度直方图[8]如图6所示。

图6 铝箔纸涂油灰度直方图
图6的灰度直方图并没有呈现明显的双峰特征,所以不能使用这种方法。此系统研究的另外一种方法是“最大方差阈值”[9-10]分割法,它是在差别与最小二乘法原理的基础上推导出来的,其原理为:将直方图在某一阈值处分割成两组,当被分成的两组间方差为最大时,决定阈值。设一幅图像的灰度值为1~m级,灰度值i的像素数为ni,此时得到式(3),(4)。
像素总数为:
(3)
各灰度值的概率为:
(4)
然后用T将其分为两组C0={1~T} 和C1={T+1~m},各组的概率如下:
C0产生的概率为:
(5)
C1产生的概率为:
(6)
C0的平均值为:
(7)
C1的平均值为:
(8)
全部采样的灰度平均值为:
(9)
两组间的方差可用下式求出:
(10)
从1~m改变T,求式(10)为最大值时的T,也就是求maxδ2(T)时的T*值,此时,T*便是阈值。δ2(T)被称作阈值选择函数。利用MATLAB模拟编程[11]处理图片,以测试最大方差阈值法在铝箔纸涂油图像处理中的应用效果,获得了较满意的效果,图7为利用最大方差阈值处理后获得的铝箔纸涂油二值化图。

图7 利用最大阈值方差处理后的铝箔纸涂油二值化图
2.2检测算法

2.3试验验证
针对图片处理结果和检测算法设计,对该系统的可行性进行了试验验证。在工业现场的设备运行过程中,分别使用同样的拍摄工具和在同样的拍摄环境下,采样了20张涂过油的铝箔纸和20张没有涂过油的铝箔纸标本图片,将图片标本都采用最大方差阈值处理后获得的40幅二值化图片,使用MATLAB对其中特征最明显的相同区域a1进行图像剪切,a1=imcrop(a,[75 58 220 100]),得到N×M=145×42=8410的一个区域子图像,同样再使用MATLAB工具对其进行像素点统计。
通过上述处理,获得了40组数据,数据如表2,3所示。

表2 涂过油的铝箔纸像素点统计

表3 未涂过油的铝箔纸像素点统计
通过表2,3的数据统计可发现,λ=8 410/2=4 205时,只有一个数据不满足要求。在未涂过油的铝箔纸像素点统计中,按设计思想是所有为零的像素点数必须满足J≤λ,但有一组4 388>λ;考虑到工业现场情况复杂,拍摄的图像带有噪声,这一组数据可以忽略,其他数据都是满足要求的。
2.4GD系列包装机程序的修改
由于工业现场环境恶劣,振动大、灰尘多、铝箔纸传送过程不稳定等原因,机器视觉CCD拍摄的照片带有很大的噪声,存在图像失真及变形等问题,虽然图像处理软件带有图像降噪,图像校正等处理功能,但仍然不能完全消除不利影响,所以一幅图像或几幅图像往往不具备代表性。笔者对此套检测系统的检测方式的设计思想是:利用包装机原有的计数信号,每检测计数一张铝箔纸,检测系统就拍摄并处理一幅图像;如果机器视觉图像检测J≥λ,输入端口信号为1,则认为铝箔纸涂油充分,不需要开启输油动作;如果累计有10幅图像处理后都为J<λ,输入端口信号为0,才启动铝箔纸输油信号,以这个标准对包装机程序进行修改编写。
3 结论
(1) 设计的铝箔纸涂油检测系统采用计算机处理的机器视觉检测方式,检测信号十分可靠;能够将包装机铝箔纸涂油方式由粗放型升级改造为精确型。
(2) 由于检测头和光源集成在一起,系统占用的空间很小,不影响正常操作,不影响安全联锁防护门等安全装置。
(3) 系统能精确检测下油量,可有效减少铝箔纸缺油造成的铝箔纸输送折叠通道堵塞。
但是,由于开发机器视觉图像处理软件复杂性很高,工作量庞大。这一块内容必须交由专业的科技公司来完成。笔者提出技术方案,做了一些可行性的系统研究,并采用模拟软件进行编程处理并获得了较满意的效果。
[1]孙君顶,赵珊. 图像低层特征提取与检索技术[M]. 北京: 电子工业出版社, 2009.
[2]WESLEY E S, HAIRONG Q. 机器视觉教程 [M]. 林学闫,崔锦实,赵清杰,等, 译. 北京: 机械工业出版社, 2012.
[3]王俊波,谢秀秀,曹玲玲,等. 室内可见光通信中的分数间隔均衡技术[J]. 光学 精密工程, 2012(1): 30-36.
[4]赵紫薇,纪献兵,徐进良, 等. 大功率LED的寿命与散热技术的研究进展[J]. 微电子学, 2013(4): 107-112.
[5]PARKER J R. 图像处理与计算机视觉算法及应用[M]. 景丽,译. 北京: 清华大学出版社,2012.
[6]宋佳佳,周海军,汪涛. 平板数字成像技术在ASME产品焊缝检测中的应用[J]. 无损检测, 2014, 36(1): 84-87.
[7]CORNELOUP G, MOYSAN J, MAYNIN I E. BSCAN image segmentation by thresholding using cooccurrence matrix analysis[J]. Pattern Recognition, 1996, 29(2): 281-296.
[8]RAFAEL C G, RICHARD E W, STEVEN L E. 数字图像处理的MATLAB实现[M]. 阮秋琦,译. 北京: 清华大学出版社, 2013.
[9]黄庆明,潘少静,刘成君,等. 一种改进的基于大津自动阈值选择法的分窗二值化过程[J]. 微电子学与计算机, 1991(10): 7-19.
[10]许晓丽. 基于聚类分析的图像分割算法研究[J]. 信息与信号处理, 2012(4): 5-12.
[11]杨先明,郭艳,王海涛,等. 超声相控阵成像仿真系统研制[J]. 无损检测, 2013, 35(10): 74-77.
The Design of Aluminized Paper Oil Detection System Based on Machine Vision
HU Cheng-dong1, ZHOU Bin1, WANG Ji-hong1, ZHAO Cui-qiong2
(1. Yuxi Cigarette Factory, Hongta Group, Yuxi 653100, China;2. Yuxi City Agriculture of Career Technical College, Yuxi 653100, China)
For the foil oiling system of GDX500 packing machine, the original machine lacks detection device, and its control is short of precision. A set of automatic detection device is designed to realize the accurate control of the starting circuit. For the minor differences between oiling aluminum foil paper and non-oiled foil, ordinary detection method is difficult to identify. Based on the emerging machine vision technology, a series of analysis and optimization were made for the system structure, image processing, detection algorithm and original machine procedures, and MATLAB software programming and simulation processing on part of the process were used, and satisfactory results were obtained.
Oiled aluminized paper; Image segmentation; Binary process
2015-03-09
胡承东(1976-),男,工程师,主要研究方向为现代检测技术。
10.11973/wsjc201510017
TG115.28
A
1000-6656(2015)10-0072-05