陶瓷浆料微流挤压成形关键问题研究
2015-10-29段国林朱东彬
周 婧 段国林 卢 林 朱东彬
1.河北工业大学,天津,3001302.天津电气科学研究院有限公司,天津,300180
陶瓷浆料微流挤压成形关键问题研究
周婧1段国林1卢林2朱东彬1
1.河北工业大学,天津,3001302.天津电气科学研究院有限公司,天津,300180
利用流体力学理论,针对基于微流挤压成形的陶瓷浆料挤出过程的关键部件挤压凹模的流道形状进行了设计,使用ANSYS软件对挤压凹模出口横截面的流速和流道内部压力场的分布情况进行模拟,分析了四种不同流道形状挤压凹模内部压力场和出口流速的分布规律。研究结果为解决陶瓷浆料挤压成形工艺的难点问题提供了理论依据,具有重要的参考价值。
陶瓷浆料;挤压成形;挤压凹模;模拟
0 引言
近几年陶瓷材料挤压快速成形技术的研究发展迅速,主要集中在挤压陶瓷浆料的制备技术,挤压新工艺的开发,以及对挤压过程的理论分析从而指导工艺和设备开发等方面[1]。
微挤压快速成形工艺是针对微小尺寸复杂结构陶瓷构件成形的一种新兴快速成形工艺。经过处理的微米纳米级陶瓷粉末与黏接剂、分散剂等溶剂按一定比例配备的陶瓷浆料通过挤出口径通常为200~500 μm的挤压凹模挤压成细丝,在三维运动平台上根据计算机输出的模型信息按照规划的路径堆积成形,最后再经过烧结形成坚固的陶瓷构件。这种快速成形工艺对挤出浆料的要求很高,浆料必须具有良好的稳定性和流变学特性,同时可以令挤出后形成的坯体具有一定保持形状的能力。微挤压快速成形工艺过程简单,材料和设备成本低廉,环境友好,是陶瓷材料快速成形制作领域的新方向[2-3]。美国康涅狄格大学最先将该技术应用在水基牙科陶瓷浆料数字化制造义齿方面,经过Leon L. Shaw团队的理论分析和初步实验验证,证实这种基于浆料微挤压成形原理的快速成形方法具有可行性[4]。刘洪军等[5]针对该技术,在水基陶瓷浆料的制备工艺、挤出装置和挤出工艺方面进行了大量研究。目前国内外的研究成果主要集中在陶瓷微挤压成形的上游研究领域[6],包括适用于此工艺制作的陶瓷浆料的制备及其流变特性的研究,另外对于工艺参数(如挤出速度、挤压凹模长度、挤出口尺寸)对陶瓷浆料挤出过程的影响也进行了初步探索,而针对陶瓷浆料精密挤出成形设备以及关键部件的设计尚无相关报道。
1 挤压力的形成过程
高固相含量的陶瓷浆料在料筒中经过挤压凸模(活塞)的挤压致密后经挤压凹模挤出,其挤出过程是一种纯压力驱动的浆料流动状态,也就是通过浆料将力传递的过程。料筒内的陶瓷浆料受力情况如图1 所示,在料筒的顶端即陶瓷浆料与挤压凸模接触的部分,浆料受到的压力基本等同于挤压凸模施加在浆料上的压力,料筒里的陶瓷浆料在受到挤压凸模施加的正压力后,不可避免地向侧面膨胀并变形,因此在挤出过程中,陶瓷浆料会对料筒的筒壁产生一个侧压力Ps。当陶瓷浆料发生流动时,由于侧压力的存在,浆料会和料筒的筒壁产生摩擦力。在料筒的下部,由于挤压凹模的微孔出口处无外界压力,在此区域的陶瓷浆料受到的内外压力差超过其屈服极限时,就会从微孔挤出口处挤出,而此内外压力差实际上就是膏体传递到底面的挤出压力Pd(需考虑筒壁的摩擦损失及浆料内摩擦损失)。由于陶瓷浆料与筒壁及挤压凹模内壁产生较大的摩擦阻力,而且陶瓷浆料各组分颗粒间因互相移动而产生的内摩擦阻力等,要使高固相含量的陶瓷浆料顺利挤出成形,就必须克服这些摩擦阻力,其最终表现为挤出装置的挤压凸模对陶瓷浆料产生适宜的挤出压力,这就是挤出压力的形成过程[5]。
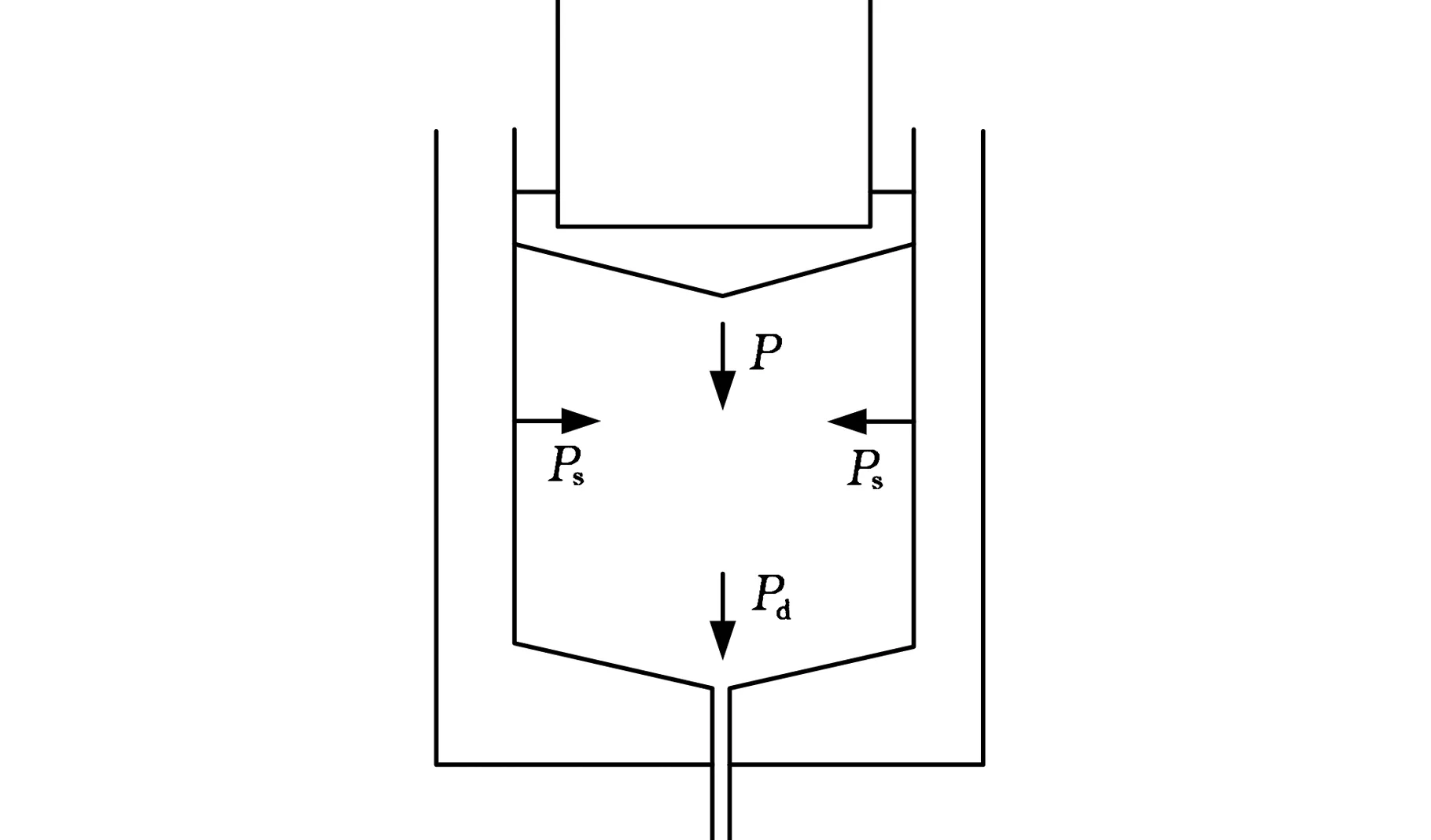
图1 挤出料筒内受力分析简图
Benbow等[3]提出了预测柱塞式挤出高固相含量浆料挤压压力的公式,图2所示为Benbow-Bridgwater公式所使用的物理模型,该式将稳定挤出压力P分为挤入模腔所需压力P1和模壁剪切力P2两部分:
P=P1+P2
(1)
(2)
(3)
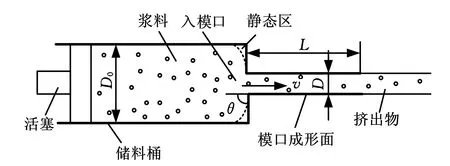
图2 Benbow-Bridgwater公式的物理模型
其中,v为稳定挤出速度;σ0为初始入模口屈服应力;α为入模口屈服应力速度因子;τ0为初始模壁剪切应力;β为挤压段模腔剪切应力速度因子;D0为储料桶直径;D为挤出成形段直径;L为挤出成形段长度。σ0和α被认为是独立于模具几何形状及挤出速率的材料常数,仅与膏体从料筒流入模具的流动状态有关,τ0和β则与模具管道截面抵制流动的状态有关。若浆料是非牛顿流体,则将式(1)修正为
(4)
其中,m、n与速度因子α、β相关。
Wells等[7]的研究表明,黏度会随着温度的细微变化而变化,并最终影响挤压力。他们推导出了基于温度的Benbow-Bridgwater公式:
(5)
其中,A和B两个常数是通过阿伦尼斯模型(η=Aexp(B/(RT)))计算得出的,A是非热能常数,B是活化能,R是通用气体常数,T是绝对温度;αav是α的平均值。用于挤出成形的高固相含量的陶瓷浆料可以利用Benbow-Bridgwater物理模型对挤压过程中的挤压力进行预测,并且可以分析出不同挤压凹模长度、不同挤压凹模直径和不同挤出速度对挤压力的影响。挤压力与各种工艺参数有关,在使用收敛流道挤出成形时,挤压力依赖于挤压凹模流道的几何形状,可以采用有限元方法模拟计算挤压力和各种工艺参数之间的关系。
2 浆料在挤压凹模内的流动分析
成形浆料流率反映的是流经挤压凹模的体积流率、压力降和材料性能及几何结构间的关系。假塑体和膨胀体都可以用幂定律表示其流变方程。对于管流可写成
(6)

n<1时属于假塑体,n>1时属于膨胀体。由于所讨论情况不具有结构性,故阻力分布与牛顿流体无区别。τ为单位面积上的内摩擦应力,p为两端压力差,l为流域长度,取任意半径r的一段液柱来分析,由力平衡可知全管内部满足
pπr2=2πrlτ
(7)
即
为求流速分布,需将式(7)代入式(6)中,即
分离变量得
对其积分可得
计算得
进而可得流量
简化后得
(8)
此即幂律流体层流的流量与压降的关系。
由式(8)可进一步求得断面平均流速:
(9)
通过式(9)可以计算挤压凹模出口横截面的平均流速,得到这一参数值可以很好地和三维运动平台有效结合起来,通过挤出速度和三维运动平台的运动速度的匹配来控制和调整打印的时间。
3 挤压过程关键部件的设计
挤压凹模是微挤压快速成形工艺中的关键部件,陶瓷浆料的挤出量和挤出直径可以通过更换挤压凹模来调节。因此陶瓷浆料微挤压成形时,浆料的挤出效果、流量、挤出直径均由挤压凹模内部流道的几何形状、孔径大小与制造精度决定。对于微挤压成形的挤压凹模,主要考虑因素是出口孔径大小和内部流道形状。出口孔径决定了陶瓷浆料微挤压成形的直径,从而影响堆积成形的精度,内部流道的形状决定了挤出的顺畅程度,尽量避免滞留区域的形成。
挤压凹模的基本功能是挤出成形,保证挤出物的形状和尺寸满足要求,而完成这个任务的关键则是挤压凹模内流道形状的设计。
挤压凹模的设计主要解决的问题如下:①流道形状尺寸设计。陶瓷浆料的流道应呈光滑的流线型,流畅且有对称性,结构要合理,无突变区,无滞流区,避免扩张,能够保证持续稳定的压缩。②流道截面形状与挤出物形状的关系。由于陶瓷浆料具有一定的断面收缩率,在不同的压力和温度下出口断面尺寸不同,故应尽可能地使挤压凹模挤出成形的制品与所要求的尺寸形状保持一致。③材料的选择。挤压凹模尤其是微孔道挤压凹模内部承受的压力很大,所以一定要选用硬度高、耐磨、耐腐蚀性的材料,最大限度减小摩擦阻力[6]。
完整的挤压凹模的流道结构可分为过渡段、分流段、平直段、压缩段和定型段几部分。过渡段的作用是使从送料机构出来的浆料流所包含的周向速度转化为轴向速度,由紊流转化为层流,起到平稳的过渡作用。成形浆料流动性质的变化能够使成形更加稳定,从而得到更高成形精度的挤出制品。分流段的目的是防止浆料在挤压凹模的狭小空间内大量聚集,对浆料流进行引流,保证流动的平稳性,但是对挤出流动的均匀性或者平衡性的影响较小,因此是否需要分流段可视情况而定。平直段的作用是使成形浆料尽可能地保持舒展,平稳地流动,减少应力集中,避免物料性状的改变。压缩段的作用在于形成较强的收敛流动,非常有利于制备致密和较高机械稳定性的制品,同时由于该段的存在使模头产生背压也有利于陶瓷浆料的良好塑形。定型段就是挤压凹模最终的挤出成形功能段,根据生产的需要可以自行制定定型段微孔道的形状和尺寸大小,比如圆形、方形等。定型段长度通常按已确定的口模定型段间隙利用经验公式计算,L0为定型段长度,δ为口模定型段间隙,则L0∈[10δ,40δ]。根据经验公式定型段间隙δ=ρS/1.4L1,其中ρ为材料的密度,S为挤出截面面积,L1为外围周长。挤压凹模挤出方向的尺寸尽量取小,目的是缩短浆料在挤压凹模中经过的时间,一般取L0∈[10δ,20δ]。
基于以上原则,设计了四种不同流道形状的挤压凹模,图3是四种流道结构示意图。

(a)快速降压挤压凹模(b)过渡降压挤压凹模

(c)快速释压挤压凹模(d)鱼雷式挤压凹模图3 四种不同结构的流道形状示意图
快速降压挤压凹模结构是最传统、最常见的挤压凹模,其内部结构简单,便于加工,料筒中的压力较大且几乎不发生变化,但挤压凹模微孔中的压力在短时间内迅速减小,这种直通式的内部结构很容易在管角处形成滞留区域,时间长了会形成死区。死区中的浆料经过长时间后会变干脱落,形成颗粒堵塞微挤出口,或者随浆料挤出影响挤出质量。过渡降压挤压凹模是一种改进后的结构,弥补了快速降压挤压凹模结构的一些缺陷,两级压缩使浆料受到的挤压力逐渐加大,避免产生堵塞和液相分离等现象。根据设计要求,凹模锥角θ不大于60°。由于微孔挤出成形出口处的挤出胀大现象是不可避免的,针对这一问题,对微孔挤压凹模出口处做了一些改进,设计了快速释压挤压凹模,对出口处的切应力进行一定的缓释,使浆料挤出胀大现象不那么明显。另外,为了对挤压凹模的内部压力也进行一定的缓释,设计了鱼雷式挤压凹模结构。这一结构的挤压凹模在引流段设计了一个鱼雷形状的小岛,对挤压凹模入口处的浆料进行分流,从而将入口压力进行了一定程度的缓解,保证浆料稳定的挤出。
4 挤出成形过程的模拟
挤压凹模内部结构影响陶瓷浆料挤出过程中内部流场的变化,对最终的挤出效果也会产生重要影响[8-12]。通过对挤压凹模内部流场进行仿真分析,可以计算出陶瓷浆料通过挤压凹模的出口流量,为进一步开展义齿牙冠三维成形提供参数条件。首先要对挤压凹模相关参数进行设定,满足仿真所需的约束条件,并对挤压凹模做一些必要的简化,以便计算和分析。设定参数见表1。

表1 挤压凹模相关参数设定表
由于挤压凹模内部为轴对称结构,为了便于使用ANSYS软件对其进行仿真分析,将挤压凹模内部流场区域简化成二维模型来表示整个流道的结构,使用2D FLOTRAN 141单元,并对其进行网格划分。使用的陶瓷浆料是体积分数为50%的3mol氧化钇稳定的氧化锆浆料,材料密度为1285 kg/m3,流变模型选用幂律模型,保持挤出成形的温度为室温。设定边界条件时,挤压凹模入口压力为5 MPa,出口处为0,入口处浆料流速为3 mm/s,以1个标准大气压为参考压力,以热力学温度0K为参考温度。采用无壁面滑移边界条件进行数值求解。经过ANSYS FLOTRAN仿真分析,设计的四种挤压凹模出口速度流道、内部流动情况和压力分布情况分别如图4~图6所示。
图4模拟的是出口横截面的速度分布情况。结果显示快速降压、过渡降压和鱼雷式挤压凹模的出口流速比较均匀且均大于快速释压挤压凹模的出口流速,最大出口流速达到19.01 mm/s,与式(9)计算出的流速非常接近。该速度可以满足义齿牙冠三维成形的要求,能够将陶瓷浆料均匀、稳定地挤出堆积层叠。考虑到打印的效率,还可以提高出口流速,在保证挤出陶瓷浆料的均匀性和准确性的前提下适当提高入口送料速度或加大入口压力。另外,快速降压、过渡降压和鱼雷式挤压凹模的内部最大压力仅为快速释压挤压凹模的四分之一,可以有效减少对挤压凹模材料的损伤。综合比较,快速降压、过渡降压和鱼雷式挤压凹模效果要远胜于快速释压挤压凹模。
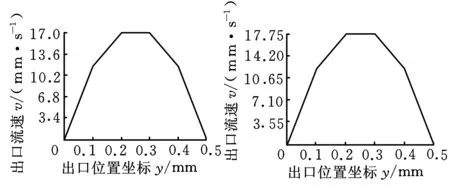
(a)快速降压挤压凹模(b)过渡降压挤压凹模
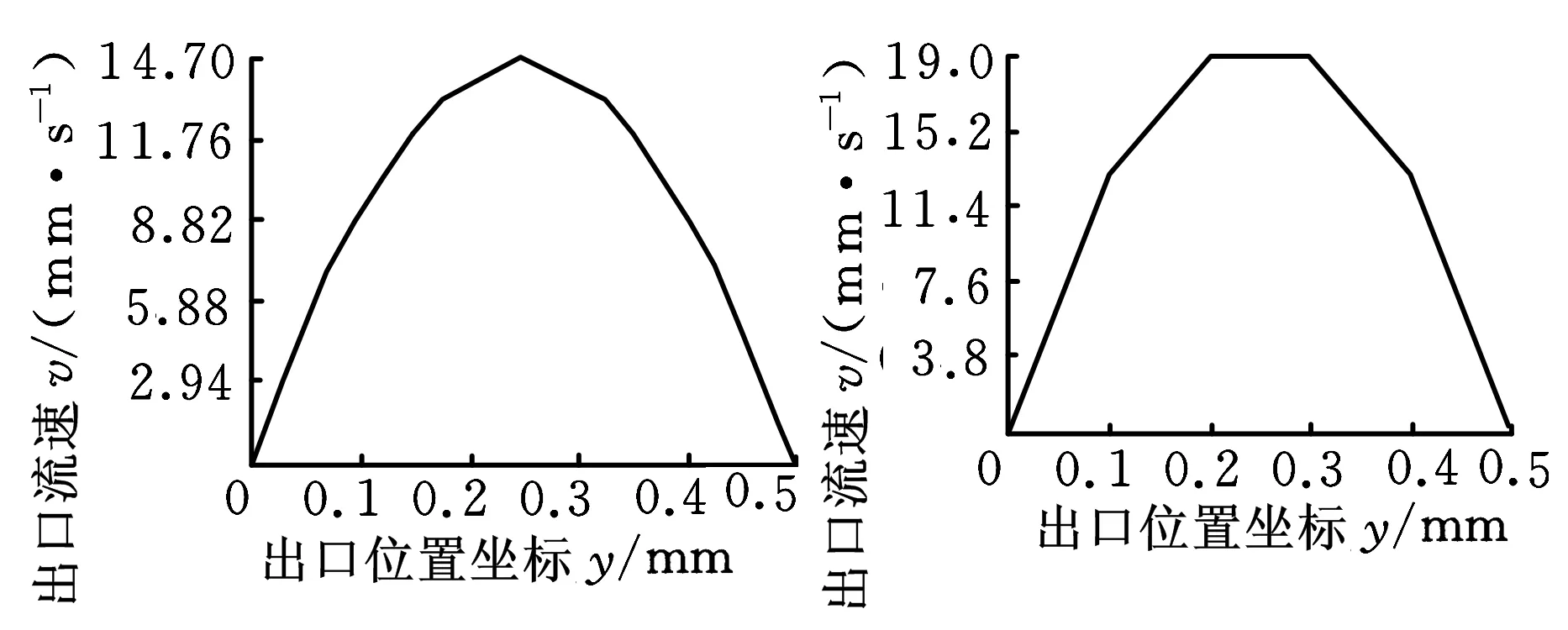
(c)快速释压挤压凹模(d)鱼雷式挤压凹模图4 挤压凹模出口流速图
图5模拟的是挤压凹模流道内部速度矢量的分布情况。通过快速降压与过渡降压和鱼雷式挤压凹模比较可以明显看出,在具有较大直径的料筒向挤压凹模微孔道过渡的上下两个直角处存在明显的滞留区域。当浆料滞留后形成的颗粒随新鲜浆料挤出时会导致挤出物表面不光滑、破裂甚至堵塞挤压凹模的微孔道出口。为了将这种影响减至最小并使陶瓷浆料能够顺利地流过尺寸相差很大的流道,过渡降压和鱼雷式挤压凹模设计了一个压缩段,使流道入口区和出口区之间存在一个过渡区域,因此效果明显好于快速降压挤压凹模。
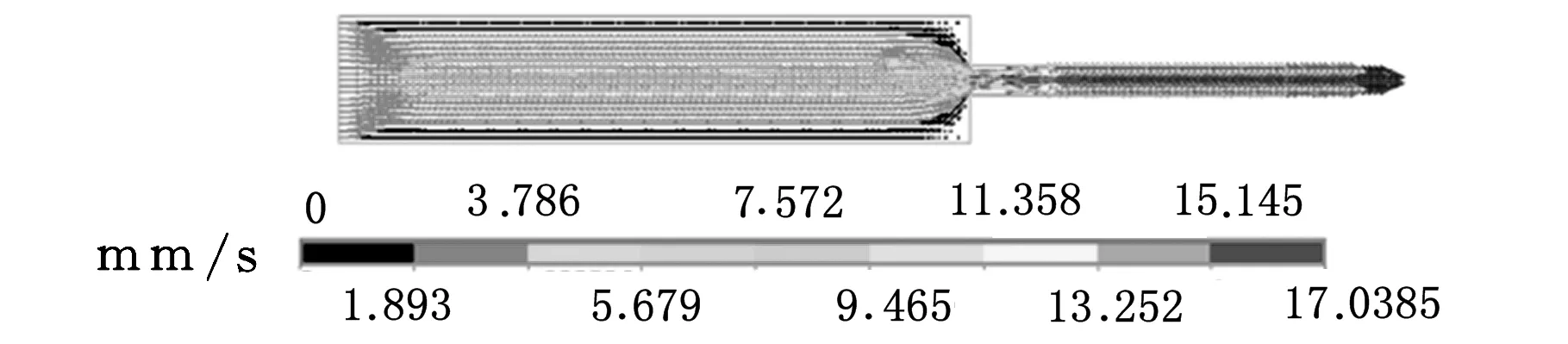
(a)快速降压挤压凹模
(b)过渡降压挤压凹模
(c)快速释压挤压凹模
(d)鱼雷式挤压凹模图5 流道内部的速度矢量图
(a)快速降压挤压凹模
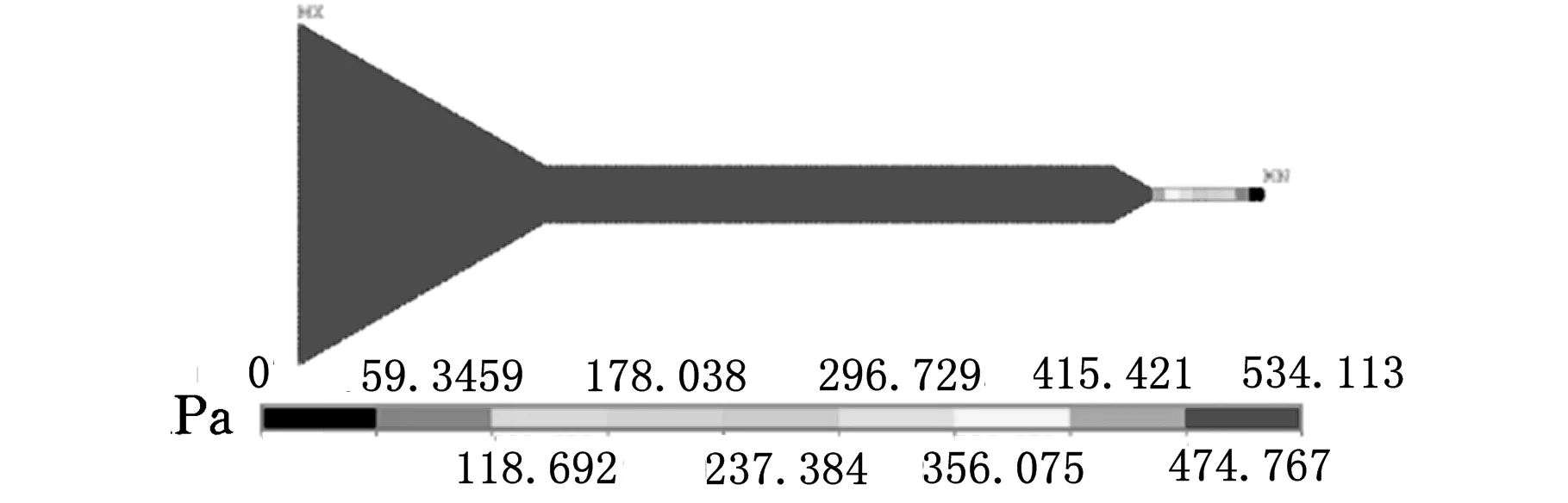
(b)过渡降压挤压凹模
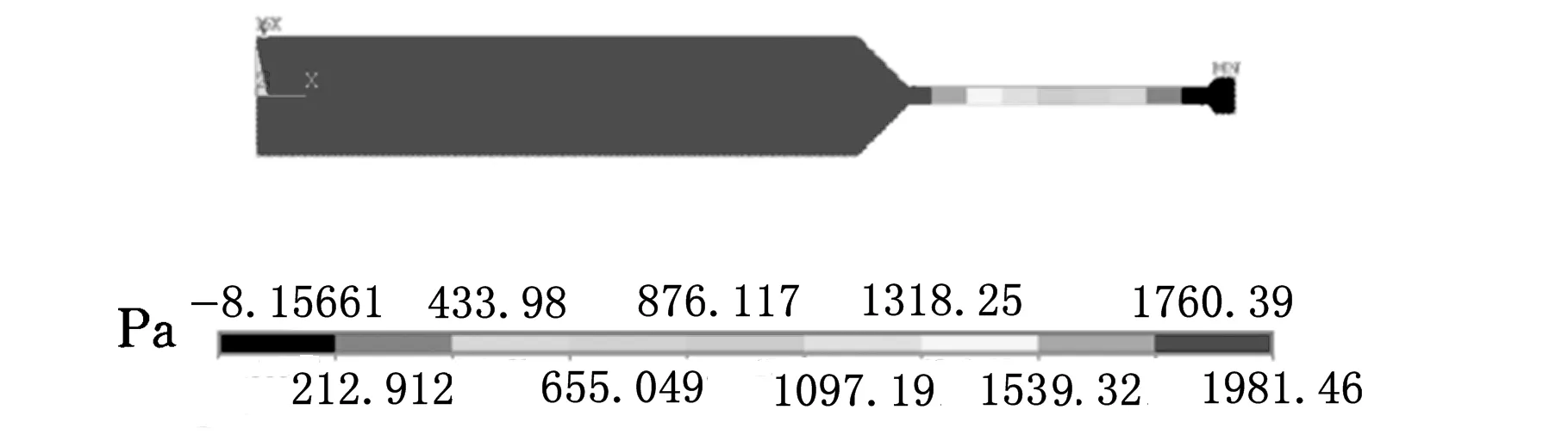
(c)快速释压挤压凹模
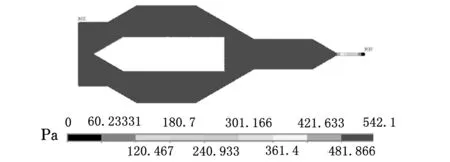
(d)鱼雷式挤压凹模图6 挤压凹模内部压力图
图6是对挤压凹模内部压力分布情况的模拟。对于过渡降压和鱼雷式挤压凹模两种挤压凹模来说,这两种流道形状都具有两级压缩段,从而解决了由于管径突变造成的压力突然增大的问题,由此可以看出在挤压凹模的设计中,压缩段的设计是关键因素。过渡降压挤压凹模的出口流速为17.72 mm/s,流道内部最大压力为534.113 Pa,而鱼雷式挤压凹模的出口流速为19.01 mm/s,流道内部最大压力为542.1 Pa,两者比较,鱼雷式挤压凹模的出口流速和内部压力分布并没有明显的优越性,并且其内部结构复杂不便于加工,因此经过综合考虑认为过渡降压挤压凹模的流道形状是最优的,这对于后续挤压凹模的设计加工具有重要的参考意义。
5 结语
通过ANSYS软件模拟的方法判断出挤压凹模流道设计的理论最优形状为具有两级降压的过渡降压挤压凹模,通过对挤压凹模出口流速的模拟结果分析和挤压机挤出实验所得的出口流速相比较可以得出两者误差在12%~21%之间。尽管模拟结果带有一定的理想性,比如壁面条件设置为无滑移,而实验过程由于受到环境温度和挤压凹模材料的影响,浆料在挤压凹模流道内部受到的摩擦力较大或有可能造成堵塞而使得实际测得的结果略小于模拟结果,但模拟结果仍具有重要的指导意义,从而为后续的研究工作提供了理论依据。
[1]李媛,高积强.陶瓷材料挤出成型工艺与理论研究进展[J].耐火材料,2004,4:277-280.
Li Yuan,Gao Jiqiang.Development of Process and Theory on Ceramics Pastes Extrusion Moulding[J].Naihuo Cailiao,2004,38(4):277-280.
[2]Handle F.Extrusion in Ceramics[M].Berlin:Springer-Verlag,2009.
[3]Benbow J,Bridgwater J,Paste Flow and Extrusion[M].Oxford:Clarendon Press,1993.[4]Wang Jiwen.Solid Freeform Fabrication of Biological Materials[D].Storrs:Graduate University of Connecticut,2006.[5]刘洪军,李冬健,刘佳.水基ZrB2膏体的挤出流变行为研究[J].中国陶瓷,2013,49(7):24-27.
Liu Hongjun,Li Dongjian,Liu Jia.Research on Rheological Behavior during Extrusion of Aqueous ZrB2Paste[J].China Ceramics,2013,49(7):24-27.
[6]Zhu Dongbin,Liang Jinping Qu Yunxia.Functionalized Bio-artifact Fabricated via Selective Slurry Extrusion.Part 2:Fabrication of Ceramic Dental Crown[J].Journal of Nanoscience and Nanotechnology,2014,14:3703-3706.[7]Wells L J,Nightingale S A,Spinks G M.The Effect of Temperature on the Extrusion Behavior of a Polymer/Ceramic Refractory Paste[J].Journal of Materials Science,2005,40:315-321.
[8]郑华滨.陶瓷膏体挤出装置和挤出工艺研究[D].兰州:兰州理工大学,2011.
[9]靳新涛.微孔注塑喷嘴的设计及工艺参数的优化研究[D].长春:吉林大学,2014.
[10]陈从平,董小刚,张涛.非牛顿流体微挤出过程动态建模与数值仿真[J].机床与液压.2012,40(9):108-111.Chen Congping,Dong Xiaogang,Zhang Tao.Dynamic Modeling and Numerical Simulation of the Process for Non-Newtonian Fluid Micro-extrusion[J].Machine Tool & Hydraulics,2012,40(9):108-111.[11]Lee M C,Gupta A.Simultaneous Simulation of Solid Conveying, Melting and Melt Flow between Parallel Plates:an Approximation to the Flow in a Screw Extruder[J].Journal of Reinforced Plastics and Composites,2002,21:1055.
[12]Zhang Daiquan,Chen Guoping.The Numerical Simulation for Extrusion Forming of Magnesium Alloy Pipes[J].Physics Procedia,2012,25:125-129.
(编辑王旻玥)
Research on Several Key Problems of Microflow Extrusion Forming of Ceramic Slurry
Zhou Jing1Duan Guolin1Lu Lin2Zhu Dongbin1
1.Hebei University of Technology,Tianjin,300130 2.Tianjin Research Institute of Electric Science Co. Ltd.,Tianjin,300180
According to the theory of fluid mechanics,the flow shape of extrusion cavity die was designed,which was key part of ceramic slurry microflow extrusion forming process.Using ANSYS software,the flow velocity of extrusion cavity die export cross section and the distribution of pressure within the flow field were simulated.The internal pressure field and outlet flow velocity distribution of four different flow shape extrusion cavity dies were analyzed.The research provides the theoretical basis to solve the difficult problem of ceramic paste extrusion forming process and has a important reference value.
ceramic slurry;extrusion forming;extrusion cavity die; simulation
2015-07-28
河北省自然科学基金资助项目(F2014202241)
TH122DOI:10.3969/j.issn.1004-132X.2015.22.018
周婧,女,1983年生。河北工业大学机械工程学院博士研究生。主要研究方向为CAD/CAM/RPM、机电一体化成套设备。发表论文10余篇。段国林(通信作者),男,1963年生。河北工业大学机械工程学院教授、博士研究生导师。卢林,男,1982年生。天津电气科学研究院有限公司国家电控配电设备质量监督检验中心工程师。朱东彬,男,1975年生。河北工业大学机械工程学院副教授。
