连续退火炉炉内气氛分析与控制
2015-10-29胡树森河北钢铁集团邯钢西区冷轧厂河北邯郸056015
贺 有 赵 赛 胡树森 马 凯(河北钢铁集团邯钢西区冷轧厂,河北邯郸 056015)
连续退火炉炉内气氛分析与控制
贺有赵赛胡树森马凯
(河北钢铁集团邯钢西区冷轧厂,河北邯郸056015)
介绍了连续退火炉炉内气氛的组成及监测,说明了炉内气氛主要组成成分,阐述了氢气含量配比控制和炉内正常生产控制以及有害成份控制,分析了有害成分含量升高的主要常见原因,并提供了具体问题的解决措施,在实际生产中,特别适用于特种钢材的生产操作炉内气氛要求,使得退火炉炉内氛围得到有效控制,保证了带钢退火生产工艺稳定,满足各类带钢退火要求,提高产品质量。
退火炉炉内气氛氢气含量控制
1 前言
邯钢西区冷轧厂连续退火炉由比利时DREVER公司设计的立式退火炉,按照带钢走向和热处理功能分为预热段、加热段、均热段、缓冷段、快冷段、过时效段和终冷段。炉内氛围为氮气和氢气按照一定比例混合构成的还原性气氛,保证带钢在炉内不被氧化,去除带钢表面残留的氧化物,达到保证带钢表面质量的条件要求下进行退火。
2 炉内气氛含量的测量
邯钢西区冷轧厂连续退火炉炉内气氛检测仪按区段布置共有3台CAA(炉内氛围分析柜),每台分析内都包含3种分析仪,分别检测氢气含量、氧气含量和露点。氢气含量使用ABB AO2040氢气分析仪,采用热导原理进行分析,氧气含量分析使用Delta F 150氧气分析仪,采用电化学原理进行分析,露点分析仪采用Vaisla DMT 142露点分析仪。CAA01检测预热段2个区、加热段3个区、均热段炉内气氛;CAA02检测缓冷段2个区、快冷段3个区、过时效段2个区炉内气氛;CAA03检测过时效段2个区、终冷5个区炉内气氛。各段特征气氛含量的测量是利用分析仪巡回扫描的方式进行的,一个周期大约45分钟,通过对炉内各段气体含量的监测,控制炉内还原气氛状况。
3 炉内气氛控制
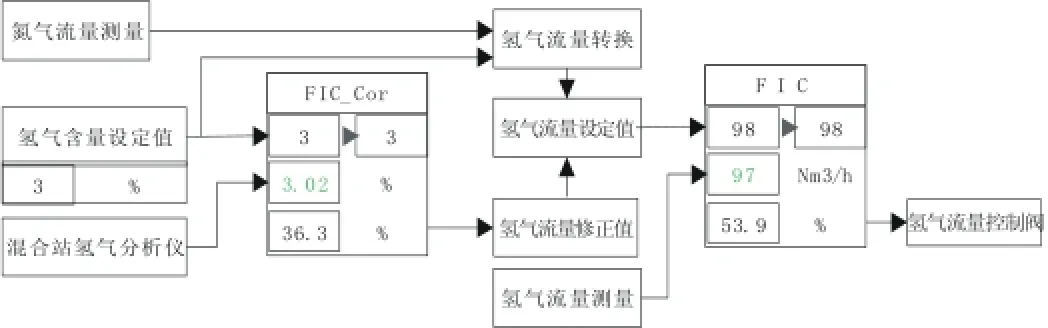
图1 混合站配比控制原理图
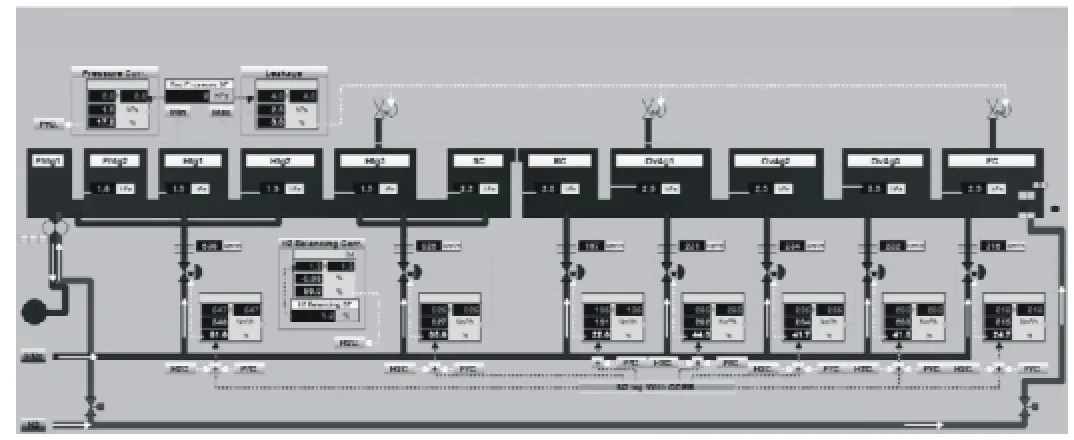
图2 氮氢保护气注入
连续退火炉炉内气氛是由氮气和氢气组成的还原性保护气体,为了防止外界空气进入炉内,连续退火炉正常生产时采用微正压操作。为了保证一定的炉压需要持续注入一定比例的保护气体和还原性气体氢气。炉内气氛对冷轧板退火后的表面质量有显著影响,炉内气氛主要特征参数是炉内氢气含量、氧含量和露点。为了保证带钢表面质量,必须对炉内气体有效成分进行控制,对有害成分氧气和水汽含量进行抑制。根据化学反应原理,在其他条件不变时,增大反应物的浓度或减小生成物的浓度,有利于正反应的进行,正常情况下加热炉内进行的主要是氧化铁的还原反应,为了有利于还原反应和保证还原性气氛,应对反应物氢气含量控制,并减少水汽和氧气浓度,才能有利于还原反应,抑制氧化反应速度。因此,加热炉设计了加热升温连锁条件,即加热段的氧气含量不低于0.4%的,加热温度不能超过250°C并且氮氢混合气体是不允许注入的;氢气含量低于1%。加热温度不能超过600°C。
3.1氢气含量控制
炉内氢气含量控制主要分两个方面:一是氮氢混合站氢气含量配比控制;二是炉区各段氢气实际含量控制。一般情况下,在氮氢混合站根据氢气安全使用条件设定为5%来配比,氮氢气体在混合站混合气体称为HNx。保护气按照氢气设定含量在氮氢混合站进行配比注入炉内,氢气含量的控制主要是氮氢混合时控制,HNx混合气体中氢气含量设定值由操作工在画面上给定,配比后HNx混合气体中氢气含量由混合站出口安装的氢气分析仪进行监测。图1给出了混合站的控制原理图,混合站配比控制主要是由氢气流量修正控制器和氢气流量控制器完成。

图3 邯宝连退线实际生产中氢气含量分布图
图4
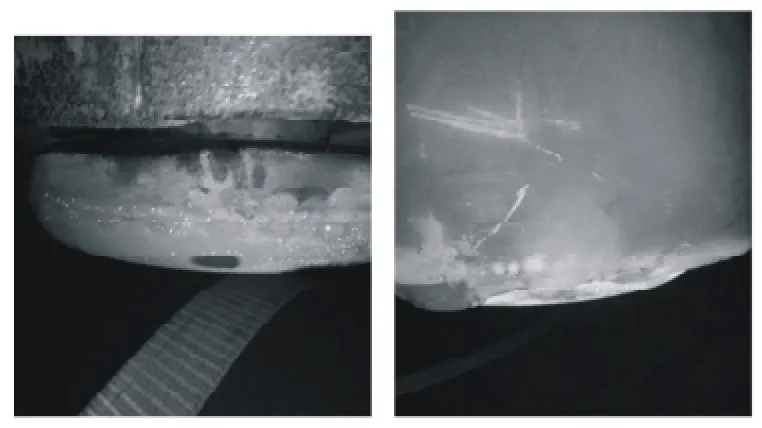
图5 高温计水冷套漏水与正常状态对比图
氢气流量控制器的设定值来自两个部分,一个是氢气流量修正值,一个是氢气流量换算值。氢气流量修正值是氢气流量修正控制器输出经过运算后得到的;氢气流量转换值是根据氢气含量设定值和当前氮气流量测量值进行换算得到的。炉内氢气含量控制是通过调节区域保护气体通入流量来实现的,邯宝连退线按照区段划分保护气体注入分7个主控制管路,如图2,在使用氮氢模式时,炉压控制按照设定值器选择各区段最低压力作为炉压实际值进行控制来调节氮氢混合气注入流量。各段流量设定值根据实际炉室容积、密封性和炉况进行设定,实际炉内氢气含量在保证还原气氛的基础上根据各区段实际消耗进行流量设定。在顶部放散阀调节下保证各段炉腔压力和还原气体氛围及时更新。由于炉内还原反应消耗一定量的氢气,氢气含量通过保护气体的注入和放散得到更新,并通过炉压控制得到再生[1],使得氢气含量达到平衡稳定。
在选择氮氢模式快冷段氢气注入时,由于氢气前后扩散,为了保证加热炉安全使用,氮氢混合气配比需要减小以保证其他区段氢气含量在安全使用范围。图3是氮氢混合模式加快冷段氢气注入氢气各区段含量统计分布图(其中氮氢配比3.5%快冷段氢气含量设定15%)。
3.2氧气含量的控制
根据有关节能标准和生产实际,加热炉还原区气氛氧气含量一般要求控制在65ppm以下[2],炉内氧气含量主要与加热炉的密封性有关,炉内气氛中的氧多因炉壳焊接质量和孔盖密封不良引入[1],炉压过低常常会导致氧含量升高。加热炉入口处一般安装有密封辊和使用氮气密封,减少了带钢带入的空气。一般情况下,炉内氧气含量升高主要原因是局部负压吸入空气造成的,实际生产中,当局部氧含量有升高现象时,应按照区段进行检查和修复,引起氧含量有升高主要原因如下:
(1)预热段入口密封棍密封不严或密封氮气效果不佳;(2)加热炉辐射管烧穿,导致加热段氧气含量高 图4为辐射管烧穿(裂)实例。(3)冷却段循环风机入口处及相关管道漏气,包括轴承,仪表接口,管道与炉壁法兰处,如果该区发现氧气含量超限,应优先检查上述位置处。
3.3露点控制
根据有关节能标准和生产实际,加热炉快冷段露点一般要求控制在-35℃以下,均热段露点一般控制在-25℃以下[2],露点升高表示水分含量的增加和还原气氛的破坏,常见原因为炉内换热器漏水造成,另外,由于氧气含量的升高在炉内与氢气反应后形成水也常导致露点升高,在排除氧气吸入的原因后,常见原因分析如下:
(1)带钢清洗段没有彻底烘干带入炉内,会造成露点升高;(2)循环冷却换热器漏水;(3)加热段热凸度循环管道换热器漏,会造成加热段露点高;(4)摄像头、高温计水冷套漏水导致露点偏高,图5 高温计水冷套漏水与正常状态对比图。(5)炉区轴承水冷套漏水导致炉内气体水含量增大,造成露点升高;(6)加热炉辐射管烧穿,导致加热段露点高。
4 结语
2013年连退炉区曾经出现轴承水冷套漏水导致炉内露点升高,2014年3月14日炉内气氛分析仪CAA01测量显示露点高,多次发生这种情况,6月12日最高达-17度,影响正常生产,导致生产钢卷出现锈蚀,严重影响连退炉带钢退火质量。通过炉内气氛变差的原因分析,有针对性增加控制措施,有利于提高加热炉操作水平,更高效地提高产品质量,并制定相应的预防措施和改良措施,为生产高端汽车板提供优良的炉内气氛保障。
[1]严肃,胡八虎.连续退火炉节能减排降耗的控制措施[M].轧钢,2011(04).
[2]中华人民共和国黑色冶金行业标准 连续热镀锌带钢生产线用加热炉节能运行规范.YB/T 4259-2012.
贺有(1973—),男,山西大同人,本科,毕业于武汉科技大学,冶金机械工程师,研究方向:带钢连续退火技术。