核电工程建设中焊接及热处理温度对混凝土的影响
2015-10-28杨永朋颜廷海
杨永朋,颜廷海,李 君,张 昱
(中国核工业第五建设有限公司,山东 海阳 265100)
核电工程建设中焊接及热处理温度对混凝土的影响
杨永朋,颜廷海,李君,张昱
(中国核工业第五建设有限公司,山东 海阳 265100)
文章通过系统梳理和总结AP1000三门和海阳4个核电机组施工中,由于施工逻辑要求、设计制约和设计修改等因素,导致某些部件安装时需要考虑焊接和热处理热量对混凝土影响的案例和控制方法,为后续机组和项目提供了理论和实践经验。文章案例基本覆盖了AP1000施工中遇到的此类问题,并通过施工质量和过程数据得到了验证。
焊接;热处理;混凝土;开裂;温度
AP1000是美国西屋公司设计的第三代压水堆技术,相对以往核电堆型,其采用的非能动和模块化的建造和设计理念,简化了核岛设计,增加了平行施工面。设计理念也使得建安深度交叉,某些部位由于特有结构和施工逻辑,土建物项和安装物项相互影响。这种影响不仅体现在位置和结构上的冲突,在满足实现部件功能上也相互影响。本文通过列举稳压器支撑基础修改、CA55模块牛腿MK64焊接、主蒸汽进常规岛贯穿件热处理三个实例,分析和阐述部件安装时焊接和热处理热量对混凝土的影响的评估和控制方法。
1 评估和控制方法介绍
预防焊接和热处理温度对混凝土造成开裂的影响,总体原则是控制热量输入。首先要对热量输入进行评估,核实对混凝土的影响程度。对于热处理影响评估,由于热处理一般在600 ℃左右,温度很高,采用中断和控制温度的方法将影响热处理效果,应尽量采用免除热处理的措施,不能免除的情况,应该进行模拟试验评估具体影响,便于制定措施。对于焊接过程的影响评估,可以通过控制电参数的方法,控制热量输入,并通过过程监测实时调整。
2 免除热处理方法实例应用
2.1稳压器支撑基础修改工程概况
稳压器为核岛主设备之一,安全等级和抗震等级均为1级,通过波动管与主管道热段相连。其支撑由上部支撑、下部水平支撑和下部垂直支撑组成,结构见图1所示。下部垂直支撑共有4根,单根尺寸为4567.4 mm×736.6 mm×609.6 mm,重约1.64 t,通过地脚螺栓生根于混凝土内,起到承重、传递载荷并保持稳压器整体稳定的作用,基础结构见图2所示。
由于设计未充分考虑下部垂直支撑的弯矩载荷[1],对于已经安装完成海阳核电1号机组、三门核电1号和2号机组新增了延长板来提升支撑强度和稳定性,图3和图4是结果变更后的两种结构,其中红色部分是新增加的延长板,延长板采用焊接方式与原基础板连接。

图1 稳压器下部垂直支撑示意图Fig.1 Overall support structure of SG

图2 稳压器整体支撑结构示意图Fig.2 Lower vertical support of SG
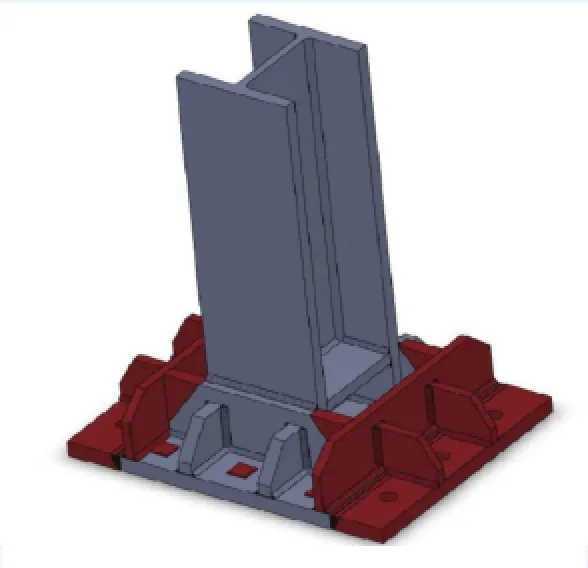
图3 标准延长板结构示意图Fig.3 Standard extended plate structure

图4 L形延长板结构示意图Fig.4 L-shape extended plate structure
2.2难点分析
在收到变更通知时,稳压器已经就位,与预埋的螺柱完成了连接,此时环吊还不具备可用条件,不具备重新吊起稳压器的条件进行基础板焊接的可能性,只能将延长板焊缝处混凝土凿除,通过增加垫板,进行单面焊接。
延长板材质为ASTM A588 GR.B,ASME分组为P-NO.3-1[2],属高强度低合金钢,碳当量约为0.41%,焊缝厚度为38 mm。按照ASME NF规定,焊缝名义厚度≥13 mm的需要进行热处理,热处理温度为595 ~675 ℃[3]。此处混凝土温度控制要求≤259 ℃,由于延长板和混凝土接触,几乎不可能既能满足热处理的温度又能避免接触点温度不超出混凝土的承受温度。焊接温度过高都可能导致混凝土损伤、混凝土弹性模量和抗压强度降低,形成薄弱区域,严重时可能导致混凝土开裂[4]。
2.3解决方法
(1)免除热处理
焊后热处理温度在600 ℃左右,已严重超出混凝土耐受温度,必须考虑免除热处理的方法,依据ASME III NF、ASME N-71-18及设计技术条件规定,免除热处理需要达到如下条件:
1)若选用低氢焊条,扩散氢含量应满足H4要求(4 ML/100 g[5]);
2)母材、HAZ和焊缝的冲击试验,在最低设计运行温度下的侧向膨胀量应≥25 mil(0.64 mm)。
(2)焊接工艺评定参数制定
根据设计文件,最终确定采用E7018-H4焊条,为了能够满足冲击试验侧向膨胀量的要求,以及考虑现场工况条件,通过控制焊接工艺评定参数,尽量使工件储备充足的冲击值。工艺评定焊接参数详见表1,对应的冲击数据如表2所示。
2.4过程控制及施工质量
现场焊接参数基本保持与工艺评定一致,从而避免对冲击功造成影响。通过采用电加热和保温措施,进一步降低焊缝开裂风险。现场加热片的布置效果图见图5,红色部分为加热片。
根据混凝土监控数据,整个焊接过程混凝土最高温度为137 ℃,远低于其耐热温度,混凝土未出现开裂,焊缝经过PT和RT检测也未出现裂纹。

表1 焊接参数Table1 Electric parameters of welding

表2 力学性能试验Table2 Mechanical property tests
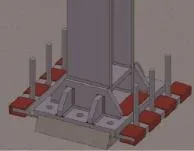
图5 电加热片布置效果图Fig.5 Arrangement of electric heating plate
3 过程监测方法实例应用
3.1CA55模块牛腿MK64焊接工程概况
CA55模块成扇形结构,总重量约为76.6 t,与C A01和C A03模块相连接,上部浇注混凝土,形成反应堆厂房11305房间的顶棚,CA55模块形状、在核岛中位置和就位图如图6和图7所示。C A01上有两个牛腿M K64,尺寸为618 mm×508 mm×50.8 mm,是CA55模块的主要承载结构。牛腿采用全熔透K形坡口型式,在CA55就位前,首先需要将牛腿焊接到CA01墙体上,牛腿分布如图8所示。
3.2难点分析
CA55牛腿焊接前,CA01墙体内已经浇注自密实混凝土浇注,设计要求对混凝土进行温度监测,控制温度不超过148 ℃,避免混凝土墙体开裂。而此温度与焊接层间温度相差无几,由于混凝土浇注在CA01钢结构墙体内,是否开裂也将无法验证,因此必须通过实时检测来验证实体质量。

图6 CA55模块在核岛中的位置Fig.6 CA55 module locations in NI

图7 CA55模块就位图Fig.7 CA55 module locations in place
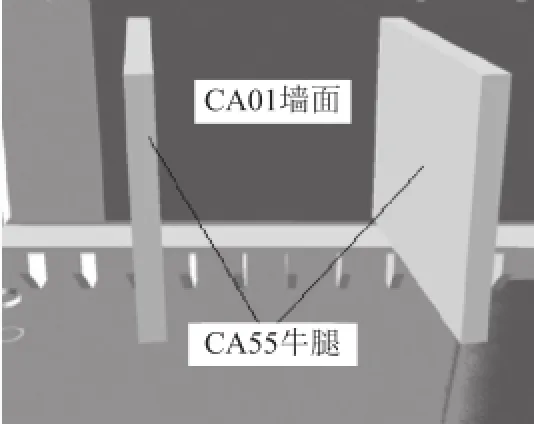
图8 牛腿分布图Fig.8 Beam seat distribution
3.3解决方法
现场采用如下方法对焊接过程和混凝土温度进行了检测:
1)距离每个牛腿的顶部50 mm,侧方25 mm开一个最大12.7 mm深的洞,洞深入混凝土;
2)洞的直径应当小于等于12.7 mm。用来监测焊接过程中的混凝土的温度。温度在整个焊接过程中每隔5 min用红外测温仪监测一次混凝土温度并记录;
3)混凝土的温度禁止超过148 ℃,温度超过148 ℃应停止焊接作业直到温度降到148 ℃以下才允许作业。
3.4过程控制和施工质量
现场通过检测混凝土温度,对应的控制焊接道间温度,总结出焊接温度道间温度控制在60~100 ℃时,混凝土温度可以基本控制在40~80 ℃。个别检测点混凝土达到120 ℃,主要是焊工操作和焊前预热等因素导致,但也在合理范围内。因此道间温度控制在100 ℃以下可以满足混凝土控温要求。
4 模拟试验方法实例应用
4.1主蒸汽和主给水贯穿件焊缝热处理工程概况
AP1000辅助厂房主蒸汽和主给水贯穿件由套管和封头组成,套管和封头整体结构如图9所示。根据施工逻辑,套管外部需要绑扎钢筋,安装到墙体上并浇注完成混凝土后才能安装封头。主蒸汽套管的外径为1 905 mm,壁厚为51 mm,主给水套管的外径为864 mm,壁厚为45 mm,材质为SA335 GR P11。套管和封头形成的焊缝距混凝土墙体为432 mm。
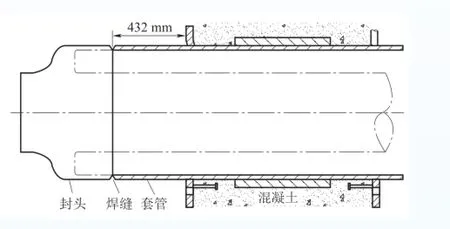
图9 贯穿件结构图Fig.9 Penetration structure
4.2难点分析
根据ASME标准,SA335 GR P11需进行焊前预热和焊后热处理,焊前最低预热温度为150 ℃,焊后热处理595~675 ℃。根据设计文件,此处混凝土表层温度不能超过260 ℃。而焊缝距混凝土墙体为432 mm。考虑到主蒸汽和主积水的功能和运行工况,此处不能考虑免除热处理工艺,如果采用过程监测,发现混凝土温度超标采取中断热处理的方法将无法达到热处理功能。对于间隔432 mm,热处理温度能否使混凝土达到设计承受温度,也不得而知。
4.3解决方法
通过评估,制定了评估方案,对间隔432 mm的热量传递程度进行模拟,对热处理对混凝土的影响进行了评估,方案如下:
利用部件的径向对称采用板材模拟现场情况,横板材质为Q 4 2 0 C,尺寸为800 mm×200 mm×50 mm;竖板材质为A36,尺寸为457 mm×200 mm×38.1 mm;由于预埋板与套管的接头形式为坡口焊缝加角焊缝的组合坡口形式,因此对模拟材料竖板按图纸要求进行坡口加工,将横板和竖板组对焊接,制作完成模拟件。
对模拟件按照热处理方案布置加热片和保温棉,加热区域及保温区尺寸如图10所示。在加热区中心布置热电偶,在竖板内侧设置2个测量点,外侧设置5个测量点,横板设置3个测量点。当热电偶达到保温温度时(620 ℃),每隔3 min对10个测量点进行温度测量并记录数据。理论上测量点⑥⑤④③⑦⑧⑨⑩温度会依次降低,①②代表与混凝土接触点,需要重点监控。
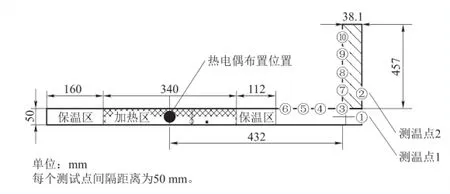
图10 模拟试验结构图Fig.10 Simulation test structure
模拟试验的实际温度为623℃,10个测量点测得的数据如图11所示。实际数据和理论分析基本一致。⑥点温度最高,平均在180~200 ℃,最高为227.4 ℃。①②点温度在70~110 ℃。考虑到各种误差和模型的偏差,温度余量也是充足的。
4.4过程控制和施工质量
现场热处理过程中,在③点位置圆周上均匀布置4个测量点,在热处理达到保温温度后,③点实际数据如图12所示。温度均低于混凝土的承受温度,热处理后套管外混凝土未发生开裂情况。

图11 模拟试验数据Fig.11 Simulation test data

图12 混凝土实测温度曲线Fig.12 Measured temperatures of concrete
5 结论
通过模拟试验、评定试验结果与实际监测数据对比,发现理论分析和实际情况总体吻合,但数据还存在一定的偏差,例如主蒸汽和主给水贯穿件焊缝热处理模拟试验数据和现场数据趋势一致,但是数值存在较大偏差,说明对模型构建、试验方法、试验条件等还有改进的空间,需要后续不断完善。
按照控制热量输入的总体原则,根据施工工况,通过对焊接和热处理要素进行评估,并制定免除或控制措施,能够达到对混凝土的控制要求。但是也不排除今后由于设计因素造成不能避免的情况,则需另行分析。这种方法可以为今后项目类似情况提供理论和数据支持。
[1] 王坦. AP1000核电机组稳压器支撑加固的工程实践[J].中国核电,2014,7(4):317-321.(WANG Tan,The Engineering Practice for the First AP1000 Pressurizer Support Reinforcement[J]. China Nuclear Power,2014,7(4):317-321.)
[2] ASME BPVC焊接分委员会,ASME IX 焊接及钎焊评定[S],1998及2000增补.(ASME Boiler and Pressure Vessel Committee on Welding and Brazing,ASME IX Qualification Standard for Welding and Brazing Procedures,Welders,Brazers, and Weldingand Brazing Operators[S],1998 edition and 2000 Addenda.)
[3] ASME BPVC核动力分委员会,ASME III 核动力装置设备建造准则[S],1998及2000增补.(ASME Boiler and Pressure Vessel Committee on Nuclear Power,ASME III, Rules for Construction of Nuclear Facility Components[S],1998 edition and 2000 Addenda.)
[4] 乔卫国,陈杏环,重庆设计院. 钢筋焊接热度对混凝土的影响研究[J]. 2011.(QIAO Wei-guo, CHEN Xing-Huan,Chongqing Architectural Design Institute. The Influence Research of Rebar Welding Heat On Concrete[J],2011.)
[5] ASME BPVC材料分委员会,ASME II C篇—焊丝、焊条及填充金属材料[S],1998及2000增补.(ASME Boiler and Pressure Vessel Committee on Material, ASME II Part C Specifications for Welding Rods, Electrodes, and Filler Metals[S],1998 edition and 2000 Addenda.)
Assessment and Control Methods for the Impact of Welding and Heat Treatment Temperature on the Concrete of AP1000 Nuclear Power Plant
YANG Yong-peng, YAN Ting-hai, LI Jun,ZHANG Yu
(China Nuclear Industry Fifth Construction Co.,Ltd.,Haiyang of Shandong Prov. 265100,China)
This thesis sorts out and summarizes the cases and control method of heat impact on the concrete during welding and heat treatment for installation of some components due to the requirement of the construction logic, design restriction, design modification, etc. in the construction process of four nuclear power units at AP1000 Sanmen and Haiyang, so as to provide theory and practice experience for the follow-up units and projects. The cases in this thesis almost cover this kind of issue during AP1000 project construction which have been verified through the construction quality and process data.
welding; heat treatment; concrete; cracking; temperature
TL37 Article character:A Article ID:1674-1617(2015)04-0335-07
TL37
A
1674-1617(2015)04-0335-07
2015-10-01
杨永朋(1983—),男,河北人,工程师,学士,从事核电厂施工技术管理工作。
