PLC上的通信技术应用
2015-10-27张建兵王芳万永丽姜贵中吴学云
张建兵,王芳,万永丽,姜贵中,吴学云
(云南省机械研究设计院云南省先进制造技术研究中心云南省机电一体化应用技术重点实验室,云南昆明 650031)
PLC上的通信技术应用
张建兵,王芳,万永丽,姜贵中,吴学云
(云南省机械研究设计院云南省先进制造技术研究中心云南省机电一体化应用技术重点实验室,云南昆明650031)
根据高效球磨机的控制要求,设计开发球磨机的控制方案,分析人机界面、PLC、变频器的内部参数联系,探讨人机操作界面的构成方法,PLC对变频器的参数设置方法、PLC与变频器之间的命令和工作状态传递方法,PLC控制软件结构,总结PLC上的通信技术应用,应用方案适合高效球磨机的加工要求。
球磨机;人机界面;PLC;变频器;通信设置
0 引言
本文所介绍的高效球磨机主要用于超细粉体的加工。超细粉体是指从微米级到纳米级的一系列粉体材料,目前广泛应用于化工,轻工、能源、冶金、建材、电子、制药等许多领域。与现代产业发展,尤其是与高新技术产业的发展密切相关。
1 球磨机动作要求
(1)预磨:转速:0~300rpm。运行时间:0~60min。
(2)球磨工艺:转速I:0~400rpm。运行时间:0~200s。转速II:0~400rpm。运行时间:0~200s。I,II工序循环交变:0~100次。
(3)冷却工艺:转速:0~300rpm。运行时间:0~60min。
以上所述转速和时间要求可调,用户可在使用过程中根据加工需要作相应的调整。并且显示当前运行时间及转速。
2 控制方案选择和系统结构
根据用户提出的球磨机动作要求,经过认真分析研究,并对各方案进行对比,最后选择了“PLC+人机界面+变频器”的控制方案。考虑到产品成本,使用中只要求显示和调整时间、转速,并不要求显示复杂图形的特点,人机界面采用中达电通文本显示器(TP02G-AS1),而不采用触摸屏作为人机界面。采用PLC(DVP14ES00R2)作为主机控制系统,采用VFB300B43A变频器作为驱动系统驱动变频电机运动,从而实现球磨机的动作要求。三者之间采用RS232和RS485进行通信联接。由于它们都采用同一厂家的产品,便于机器生产厂家的设计、采购、安装、调试等工作的顺利进行,对整机的持久稳定运行有较大帮助,而且各单元之间不存在通信协议不匹配和电磁兼容性的问题,降低了整机开发过程中的风险。便于实现各种指令和信息的传输与反馈。实现了实时监控及操作。也有利于最终用户的使用、维修、更换、及日常保养。图1为球磨机控制系统结构图。

图1 球磨机控制系统结构图
3 系统单元的设置
球磨机控制系统的各单元需进行分别设置,但在设置过程中需合理规划内部变量。使各单元能互相读/写及调用内部变量。
3.1人机界面的设置
人机界面选用文本显示器(TP02G-AS1),TP02G-AS1配有串行通信端口COM1(RS232)及COM2(RS485),本机使用COM1作为与PLC的通信接口。同时,COM1也作为程序下载端口,使其作为用PC写入文本显示器程序的通信端口。在用PC建立新人机界面文件时,需进行人机界面的机种设定;建立新人机界面文件后,进行相关人机界面与PLC的通讯设定;如图2所示。

图2 机种及通讯的设定
由于人机界面、PLC、变频器的各部分内部变量在整机运行中是有机联系、互相取用的,因此只有合理规划内部变量,才能使得控制系统的各部分在运行中均能正确识别变量,实现通信的畅通无阻和程序的正确运行。对内部主要变量所作的规划和分类如表1所示。

表1 人机界面与PLC对应参数
根据相关要求及定义的变量对人机界面的各操作界面进行配置设定。如图3所示。
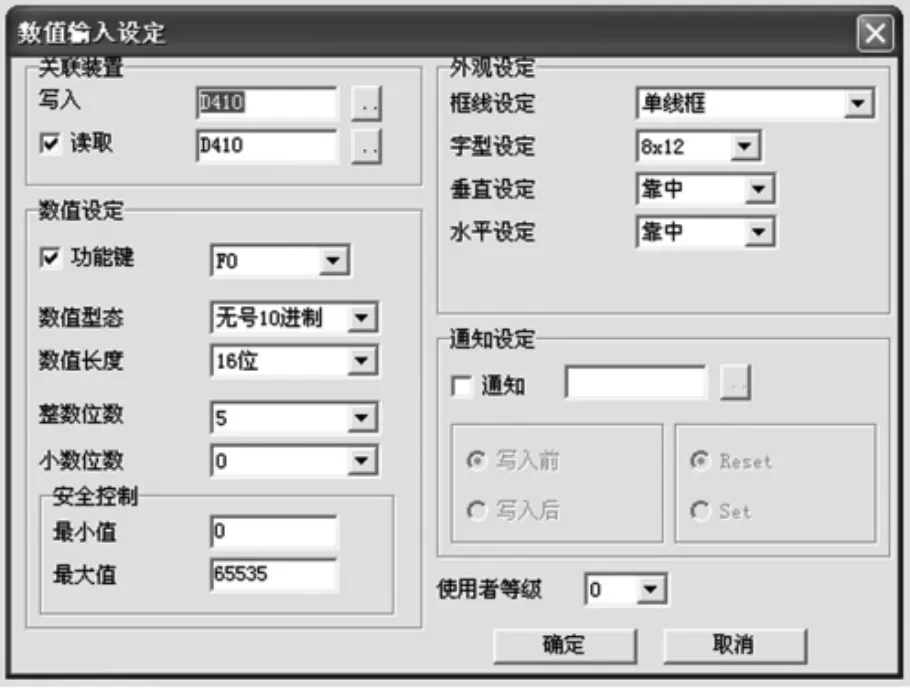
图3 数值输入设定
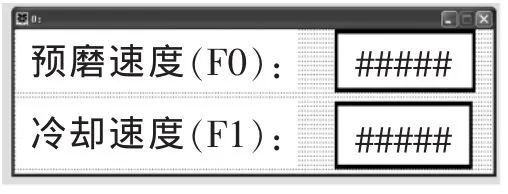
图4 人机界面显示画面
设置完成后人机界面如图4所示:图中“#”为所读PLC关联装置的数值,此数值可由用户在人机界面上通过数值设定功能键(F0-F8)设置操作数;使用非常方便、快捷。而且由于在人机界面上做出提示,操作者只需按相应的F功能键即可对操作数进行修改。
3.2PLC系统程序
PLC作为整台机器的控制核心,其既有处理数据和逻辑控制的,又有数据的上传下达,信号及信息交换的枢纽功能。为防止每次开机都要设置各加工参数,保证加工产品的一致性,设置用的各数据寄存器(D410-D413,D421-D424)均采用停电保持型。PLC程序中所使用的特殊辅助继电器及特殊数据寄存器功能说明如下:M1013为1s时钟脉冲,M1011为10ms时钟脉冲。M1002为启动正向脉冲。D1120为COM2(RS485)通信协议,D1129为通信超时时间定义,M1122为送信要求,M1123为接收完毕,M1127为通信指令数据传送接收完毕,不包含RS指令,M1129为接收超时。
由于变频器是按频率指令运行。所以,根据电机规格型号及机械传动比的数据,相关数据必须在PLC内作相应的转换及处理。以方便用户设置和操作机器。如:电机为8极电机,额定转速为750rpm。机械传动比为2.55。由于电机转速n=60f/P,根据人机界面设定转速等于球磨机转速,PLC输出频率等于变频器所需频率,推导出如下公式:m*k*0.01=2.55np/60(m为人机界面设定转速,k为PLC转换系数,p为电机极对数,n为球磨机转速,m=n,f为变频器输出频率)。计算结果:PLC转换系数k=17。相应的PLC程序如图5所示。
3.3变频器设置
变频器参数的设置,除了要设置电机参数和变频器常规参数外,还应设置变频器通讯参数,只有设定正确的通讯参数后,PLC才能读/写相应的变频器信号,并控制变频器的正常运转,VFB300B43A变频器的通讯参数组为09组。在09组内设置通讯参数,通讯参数包括通讯地址、传送速度、错误处理、超时检出、通讯传输协议等。

图5 部分PLC梯形图程序
4 结束语
以可编程控制器PLC控制为核心的,利用变频器的通讯串口,实现数字化的高效球磨机电气控制。显示方式采用文本显示器,通过自主定义PLC-变频器-文本显示器的内部变量,合理规划和调用数据,完成了高效球磨机的设计、软件开发和现场调试。机器经过用户的长期检验,达到预期的加工要求。
Application of Communication Technology on PLC
ZHANG Jian-Bing,WANG Fang,WAN Yong-Li,JIANG Gui-Zhong,WU Xue-Yun
(Research Center of Yunnan Province,Yunnan Province Advanced Manufacturing Technology and Machinery Research and Design Institute of Yunnan Province Key Laboratory of Mechanical and Electrical Integration Technology,Yunnan Kunming 650031,China)
According to efficiently the ball whet the control request of machine,the design development ball whets the control project of machine and analyzes the internal parameter of man-machine interface,PLC and inverter contact,study person machine operation interface of composing method,order and work status of the parameter constitution method,PLC and inverter of PLC to the inverter deliver a method,PLC controls software structure and tally up a PLC correspondence technique application,apply a project suitable efficiently the ball whet a processing of machine request.
The ball whets a machine;man-machine interface;PLC;inverter and correspondence constitution
TP23
A
10.3969/j.issn.1002-6673.2015.06.023
1002-6673(2015)06-064-03
2015-10-16
张建兵(1969-),男。主要从事数控机床研究设计。
