工业纯钛泵体焊接修复工艺的制定及实施
2015-10-27于世行郝丁华
于世行,郝丁华
(中国石油宁夏石化公司,宁夏银川750026)
工业纯钛泵体焊接修复工艺的制定及实施
于世行,郝丁华
(中国石油宁夏石化公司,宁夏银川750026)
本文主要介绍了工业纯钛泵体焊接修复工艺的制定及实施。通过对工业纯钛焊接过程中的保护研究,制定出适合的焊接修复工艺,实施后取得了较好的焊接效果。
工业纯钛;焊接性分析;气体保护;焊接实施
宁夏石化公司复合肥装置P01001泵泵体材质为工业纯钛(TA2),泵出口管线工作压力为5 MPa,工作温度为-20℃~80℃,运行介质为尿液,尿液来自于二化肥装置。P01001泵是复合肥装置输入尿液的主要机泵,也是装置上料的关键设备。P01001泵在生产运行过程中,运行效率逐渐降低,最终不能满足生产要求而停车检修。泵解体检查后发现壳体内部经过长期运行被尿液腐蚀,气蚀情况严重导致泵体穿孔,叶轮腔外周有气蚀严重的沟槽、坑等,泵体气蚀穿孔部位泄露的尿液直接影响环保指标及生产,壳体多处严重的沟槽需要进行焊接修复。钛及钛合金的焊接不仅需要较好的操作技术,还要有严格的保护措施。通过试焊钛合金板块,制定出了合理的焊接工艺,通过实施获得了较好的焊接结果。
1 工业纯钛的焊接性分析
1.1 工业纯钛的性能
工业纯钛呈银白色,密度为4.5 kg/cm3,熔点为1 668℃,线膨胀系数小,导热率小。
1.2 工业纯钛的可焊接性
钛的焊接主要在于技能操作与区域保护,氧、氮、氢气体对钛的焊接会构成很大影响。高温下钛与氧、氮、氢反应速度较快,钛在300℃以上快速吸氢,600℃以上快速吸氧,700℃以上快速吸氮,在空气中钛的氧化过程很容易进行。氧、氮、碳也属于稳定元素,他们以间隙形式固溶于钛中,他们能提高强度,但却使塑性严重降低。工业纯钛在焊接过程中,温度越高,时间越长,弯曲塑性下降越多,无论是焊接区还是背面高温区,如果不能得到有效的保护,必将引起塑性下降。液态的熔池和熔滴金属若得不到有效的保护,则更容易受到空气的污染,脆化程度更加严重。
1.2.1 氧和氮的影响氧在α钛中的最大溶解度为14.5%(原子),在β钛中为1.8%(原子),氮则分别为7%和2%(原子),氧和氮间隙固溶于钛中,使钛晶格畸变,变形抗力增加,强度和硬度增加,塑性和韧性降低,因此,焊接过程中须严格控制氧、氮的含量。
1.2.2 氢的影响氢含量从0.01%增加到0.058%,焊缝金属的脆性转变温度升高为≥40℃,随着氢含量的增加,焊缝金属冲击韧性急剧下降,而塑性下降较小,这是氢化物起的作用。
1.2.3 碳的影响常温时,碳在α钛中的溶解度为0.13%,碳以间隙形式固溶于α钛中,使强度提高,塑性降低,但作用不如氧、氮显著,碳量超过溶解度时生成硬而脆的TiC,呈网状分布,易于引起裂纹。焊接时认真清理焊丝及母材上的油污等。
1.2.4 工艺参数焊接工业纯钛时,采用合理的焊接工艺参数,控制热输入量,避免热输入引起的接头脆化,参数过小会产生马氏体,使塑性下降。参数过大时,过热区面积大,晶粒粗大,也使塑性下降,所以选用合理的焊接工艺参数,避免焊接接头脆化至关重要。
1.3 焊接方法的选用
从以上分析可以得出:由于钛的活性强,必须对焊接区采用保护罩进行焊接,手工电弧焊不能满足焊接要求,根据复合肥P01001泵结构焊件情况,手工钨极氩弧焊是理想的选择。
1.4 工业纯钛试板焊接
为了使工业纯钛泵体焊接修复达到较好的效果,对工业纯钛试板进行了试焊。选择两对长200 mm、宽100 mm、厚3 mm的钛板作为焊接试板,焊接位置为平焊。首先采用机械方式清理试板上的氧化膜,采用丙酮清洗,然后进行组对点固,预留间隙为2 mm。焊接分两种方法:一种是不采用保护,直接焊接,另一种是采用气体保护罩保护焊接区及高温区进行焊接。不采用保护,直接焊接所得到的焊缝表面呈黄斑灰色,并且焊缝表面上有黄色污物,焊后焊缝在降温过程中伴有清脆的噔、噔裂纹声,是焊缝被空气污染后晶粒间撕裂的声音。降到室温后,对试板焊缝做90°弯曲试验发生脆断,此方法不适用。采用气体保护罩保护焊接区及热影响区的方法,焊后焊缝呈银白色,焊缝在降温过程中无噔、噔的声音,冷却至室温后,对试板焊缝做90°弯曲试验合格,焊缝完好无开裂现象,说明采用气体保护罩的方法是可行的,最终决定选用保护罩对焊接区进行保护并焊接。

图1 复合肥P01001泵修复前图

图2 复合肥P01001泵修复后焊缝图
2 焊接工艺的制定及实施
2.1 焊接材料的选用
(1)钛及钛合金焊接时,要求选用的焊接材料化学成分与母材的化学成分相同。复合肥P01001泵体焊接,母材材质为工业纯钛TA2,选用的焊材材质也为TA2,焊丝直径φ3 mm。
(2)保护气体选用氩气(氩气纯度为99.99%),输气管采用乙烯及塑料软管输送氩气。
2.2 焊前清理
在焊接前对待焊区及其周围必须认真清理,去除污物后保持干燥。
(1)对母材焊接区及保护区的油污、油脂、油化、挂印等污物部位,采用丙酮清洗,采用不含氯离子的纯净水清洗,清洗后晾干。
(2)对母材焊接区及保护区氧化膜采用磨光机打磨,使用碳化硅砂轮片,打磨去除焊接区表面氧化膜。
(3)焊丝表面氧化膜采用6#砂纸打磨去除,再用丙酮清洗干净。
2.3 焊接工艺实施
由于工业纯钛导热性差,散热慢,高温停留时间长,加之钛的活性强,故选择大直径喷嘴,提高电弧热量集中,缩小喷嘴与母材之间的距离。本次焊接分为“拖罩气体保护下焊接”和“泵壳箱内气体保护下焊接”。
2.3.1 “拖罩气体保护下焊接”复合肥P01001泵体隔离板焊接,防止空气污染焊接高温区,制作拖罩:长度120 mm,宽度60 mm,高度25 mm,设有分布网。“拖罩焊接”是使用焊炬喷嘴拖着保护罩,边焊接边保护前行的焊接方法。将焊接区、高温区与空气隔开,避免了高温的焊缝及热影响区暴露在空气中被污化。
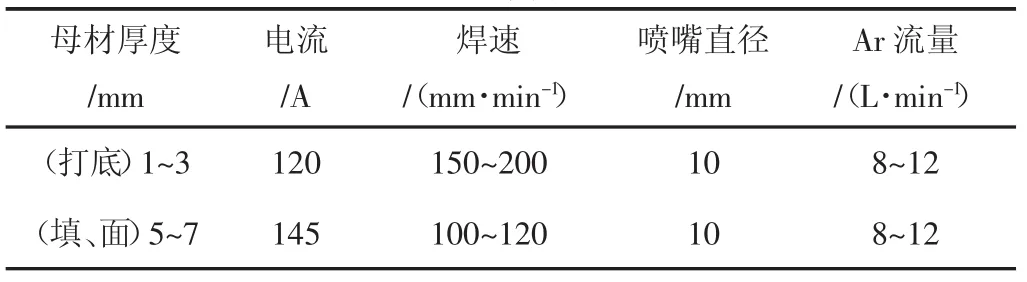
表1 焊接电流
右手持氩弧焊枪稳稳前行,左手持焊丝均匀滴入,焊炬前行时稍作小的摆动,使两母材与焊丝均匀溶合,焊缝每次焊接长度应小于保护罩的长度,以免被空气污染焊缝,采用托罩分段分块焊接,解决了复合肥P01001泵叶轮的焊接修复。
2.3.2 “泵壳箱内腐蚀沟槽气体保护下焊接”复合肥P01001氨液泵,内壳气蚀严重,空间狭小,焊接修复难度大,无法使用托罩,如不采用保护,焊接质量得不到保证,为了满足焊接要求,采取“泵壳箱内保护焊接”。
为了营造泵壳焊接保护环境,试用很多方法,使用了很多隔离物件,不是无法焊接,就是无法观察,最后制定出有效措施-“玻璃隔离保护”,既能观察到焊缝能顺利进行焊接,又能起到隔离保护气不泄露的作用,创造出“泵内小焊接室”的焊接环境,解决了无法施焊的难题。对“泵内小焊接室”进行充入保护气体-氩气,把空气逐渐置换出“泵内小焊接室”,提高了“泵内小焊接室”保护气体的纯度。具备焊接条件后,双手在“泵内小焊接室”焊接操作顺利,首先对泵体气蚀形成的大孔及凹坑采用段焊补孔,再对泵内被腐蚀的沟槽采用多道焊接,微摆动,控制层间温度,用此方法顺利完成焊接。

图3 泵壳箱内焊接图
3 焊接效果及结语
通过采用“拖罩气体保护下焊接”和“泵壳箱内气体保护下焊接”的方法,泵体焊后焊缝呈银白色,焊缝成形良好,经PT检验合格,消除了泄漏造成的污染,确保了生产正常运行。
[1]易小平.工业纯钛TA2电镀槽大型裂纹的焊接[J].焊接技术,2003,32(1):27-29.
[2]铁永亮,何照荣.TA2的钨极氩弧焊单面焊双面成形焊接工艺研究[J].兵器材料科学与工程,2006,29(4):47-49.
10.3969/j.issn.1673-5285.2015.08.028
TG444.74
A
1673-5285(2015)08-0106-03
2015-06-29
于世行,男(1964-),中国石油集团公司焊接技能专家,宁夏石化公司高级技师,现在中国石油宁夏石化公司安检公司工作。
