抗氧化剂对无氰镀金工艺的影响研究
2015-10-27帅和平深圳市瑞世兴科技有限公司广东深圳518100
帅和平(深圳市瑞世兴科技有限公司,广东 深圳 518100)
抗氧化剂对无氰镀金工艺的影响研究
帅和平
(深圳市瑞世兴科技有限公司,广东 深圳 518100)
研究了抗氧化剂对无氰镀金工艺的影响。通过镀液分散能力、覆盖能力、稳定性、阴极电流效率;镀层结合力、耐蚀性、焊接性能等性能测试表明抗氧化剂在无氰镀金工艺中的重要性。实验证明加入抗氧化剂可以使得电镀金晶粒细小,光泽度好。
无氰镀金;抗氧化剂
镀金层优点:稳定性好、耐变色性强、导电性强、耐腐蚀性强、抗氧化性强,焊性性能好、接触电阻低、可热压合性能好等。广泛应用于电子、仪器、航天等工业领域[1]-[6]。传统镀金工艺没有加入抗氧化剂使得镀层晶粒粗糙、光泽度差。针对传统镀金工艺中存在的问题进行分析总结和改进,研究出一种性能良好的抗氧化剂(代号RS-1212)有效的弥补了传统镀金工艺中存在的缺陷,具有重大意义。
1 实验
1.1 实验原料
镀金液与RS-1212抗氧化剂,自制,深圳市瑞世兴科技有限公司等。
1.2 实验仪器
TE214S电子天平,赛伯乐(上海)仪器有限公司;HH-WO型恒温水浴锅,重庆东悦仪器有限公司;DHG-9025A型恒温干燥箱,上海和呈仪器制造有限公司;CQ-X5型测厚仪,深圳市成企鑫科技有限公司;53655型场发射扫描电子显微镜,费尔伯恩精密仪器(上海)有限公司等。
1.3 实验方法
(1)镀液成分及工艺条件(表1)。
(2)镀层外观性能测试。
镀层外观从表面的色泽、粗糙度和光亮度等方面考虑,目测镀层外观分为四个级别:光亮、半光亮、无光亮及粗糙。
(3)镀液性能测定。
①整平能力。在试样中间画一条划痕,观察镀层的平整度以判定镀液的整平能力。
②覆盖能力。采用内孔法测量镀液的覆盖能力,实验采用d=10 mm,l=100 mm的黄铜管进行镀液的覆盖能力测试。

表1 镀液成分及工艺条件
③阴极电流效率。采用安时法测量阴极电流效率,根据通过的电量和阴极上沉积金的质量,利用法拉第定律计算阴极电流效率。
④分散能力。采用霍尔槽测定镀液的分散能力,将试片按照标准Jk电镀15 m in后,把试片的镀层部分分为8等份,取各中间位置作为测量点,如图1所示(试片左侧为近阳极)。
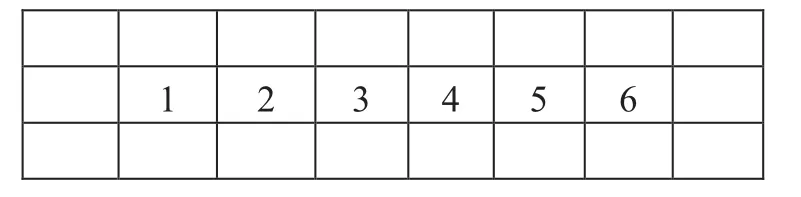
图1 测量分散能力的霍尔槽试片
用测厚仪分别测量1-6格内中间位置的镀层厚度,按照以下公式计算镀液的分散能力T.P:

式中:§1-1号方格中间位置的镀层厚度,μm;§j-2-6号任一选定方格中间位置的镀层厚度,μm。⑤稳定性。对新配制的镀液、静置6个月的镀液和施镀56 A·h/L(根据金的消耗量及时补充金盐)的镀液进行对比。
2 结果与讨论
2.1 镀层性能
2.1.1 抗氧化剂对镀层外观的影响
抗氧化剂浓度对镀层外观影响,如表2所示。

表2 抗氧化剂浓度对镀层外观影响
从表2中可以看出,当抗氧化剂不足时,镀层外观较差,镀层半光亮,抗氧化效果差,镀液稳定性差。随着抗氧化剂浓度的增加镀层质量明显改善,当抗氧化剂浓度为60×10-6时,镀层结晶细致、光亮;当抗氧化剂浓度过高时,镀层高区易出现粗糙现象。因此,镀液中抗氧化剂浓度控制在60×10-6左右为宜。
2.1.2 不同抗氧化剂浓度下镀层SEM图分析
不同抗氧化剂浓度的镀层形貌,如图2所示。

图2 不同抗氧化剂浓度下镀层SEM图
从图2(a)和图2(b)中可以看出,当抗氧化剂添加量不足时,导致抗氧化效果差,镀层半光亮,晶粒粗大。从图2(c)中可以看出,当抗氧化剂浓度为60×10-6时,晶粒细小,光泽度好。从图2 (d)和图2(e)中可以看出,当抗氧化剂添加量过高时,导致镀层粗糙,晶粒粗大。
2.1.3 结合力性能测试
通常采用淬火法进行结合力测试,将样品放入烘箱加热到300 ℃,2 h后,将样品取出放入冷水中,观察镀层是否存在起泡、脱落等现象。采用上述方法对基体和镀层结合力进行测定,测试结果表明镀金层不存在起泡、脱落现象,结合力好。
2.1.4 焊接性能测试
采用润湿时间法进行焊接性能测试,将8块一定规格的样品先浸以松香异丙醇焊剂,再浸入300 ℃的熔融焊料中,浸入时间分别控制1 s ~ 5 s,然后取出冷却,检查样品是否全部被润湿,最后以全部被润湿的试样的最短时间,镀层钎焊性在2s以内全部润湿为好,2 s以外润湿的为差。采用上述方法进行测试,样品浸入1 s ~ 2 s基本上全部润湿,且锡层均匀,测试结果表明镀金层具有良好的焊接性能。
2.1.5 镀层耐蚀性测试
在直流和脉冲工艺条件下对样品进行耐蚀性测试,将样品镀金层在SO2中分别暴露15 h、17 h、19 h、21 h,样品镀金层表面无明显腐蚀现象,测试结果说明镀金层耐蚀性良好。
2.2 镀液性能
2.2.1 镀液整平能力
镀前在样品中央划一条痕迹,实验发现镀后划痕消失,测试结果表明镀液的整平能力良好。
2.2.2 镀液覆盖能力
采用d=10 mm,l=100 mm的黄铜管测试镀液的覆盖能力。在Jk为0.4 A/dm2,t=5 m in,电镀后切开铜管观察铜管内壁,均有金镀层,测试结果表明镀液的覆盖能力良好。
2.2.3 阴极电流效率
采用安时法测量ηk,测试结果,如表3所示,当Jk=0.4 A/dm2时,ηk为93.57%。

表3 阴极电流效率测试结果
(1)沉积质量计算公式
M理论=MrIt/z26.8
式中:Mr——金属相对原子量;
z——电子数;
I——电流,A;
t——反应时间,h;
(2)阴极电流效率计算公式
ηk=(m实际/m理论)×100%
式中:ηk——电流效率,%;
m实际——实际析出金质量,g;
m理论——理论析出金质量,g;
2.2.4 镀液分散能力
通过霍尔槽法测定镀液的分散能力,测试结果平均为84.83%,如表4所示。

表4 分散能力测试结果
2.2.5 稳定性
通过观察发现新配制的镀液是透明的,呈现微淡黄色,静置6个月后的镀液和施镀后镀液颜色与新配置的镀液无明显差别,无分解、沉淀等现象发生,测试结果说明镀液化学性质稳定。
2.3 镀金液中加入与未加抗氧化剂电镀金性能及效果对比
性能对比如表5所示。加入与未加抗氧化剂电镀金效果对比,可以看出镀金液中加入抗氧化剂使得后续电镀金结晶更细小,光泽度更好。

表5 加入与未加抗氧化剂性能对比
3 结论
镀液中加入抗氧化剂可以使得镀层晶粒细小,光泽度更好,防变色能力强,平整性好,结合力好;镀液极化变小,分散能力好,覆盖能力好,稳定性好。
[1]杨潇薇,安茂忠,冯慧峤,等. 乙内酰脲无氰电镀金工艺[J]. 材料保护,201 l,44(10):45-47.
[2]冯慧峤,杨培霞,张锦秋,等. 乙内酰脲无氰电镀金工艺的研究[q]. 2010中国重庆第七届表面工程技术学术论坛暨展览会论文集.
[3]Am u tha K Shakk th ive l P, Vasudevan T,Eleetrodeposition of Gold from Acidic Thiosulfate—Sulfite Bath Containing EDTA and Citric Acid as Complexing Agents[f1.Elcctroplating and Finishing,2007,26(8):1-6.
[4]J-Liew M,Sobfi S,Roy S.Charaeterisafion of a Thiosulphate-Sulphite Gold Electrodeposition Process[J]. ElectrochimicaActa,2005,51:877-881.
[5]He A,Liu Q,Ivey D G.Electroplating of Gold from a Solution Containing Tri-ammonium Citrate and Sodium Su lphite[J]. J M ater Sci:M ater. Electron.2009,20:543.
[6]刘海萍,李宁,毕四富,等.无氰化学镀金技术的发展及展望[J].电镀与环保,2007,3:4-7.
帅和平,总经理,主管公司研发工作。
Antioxidant effect on non-cyanide p lating process research
SHUAI He-ping
In this paper, we study the antioxidant effects on non-cyanide plating process by analysis of solution dispersion ability, capacity, stability, the cathode current efficiency. Coating binding force, corrosion resistance, weldability performance test shows that the importance of antioxidants in non-cyanide plating process. The experiment proves that adding antioxidants can make electric gold-plated has tiny grains and good gloss.
Non-Cyanide Plating Gold; Antioxidants
TN41
A
1009-0096(2015)12-0062-03