配气台制作工艺的研究
2015-10-26骆青业王军宁宋舟航
骆青业,王军宁,宋舟航
(北京航天试验技术研究所,北京 100074)
配气台制作工艺的研究
骆青业,王军宁,宋舟航
(北京航天试验技术研究所,北京100074)
配气台作为航天供气系统中的重要设备之一,可以实现阀门的控制、压力的调控以及状态监测等。配气台属于非标设备,其设计制作可以参考的相关标准及文献资料很少。论文借鉴工程实践中配气台的研制,对配气台的制作工艺进行了研究。
配气台;工艺;配管;三维设计
0 引言
顾名思义,配气台是实现航天试验及型号任务发射中供气系统阀门的开闭,压力的调控以及状态监测的操纵平台。在军事领域,尤其是运载火箭和战略导弹测试供气方面的应用,是不可或缺的重要组成设备之一[1]。配气台结构设计、制作工艺方面相关标准以及文献资料非常少。配气台作为一种非标设备,不同制造厂家有着不同的制作工艺。本文总结配气台制作过程中的实践经验,进行了制作工艺的研究。
1 配气台分类
根据配气台面板壳体的结构形式,可将配气台分为柜式和琴式结构。柜式结构配气台制作简单,内部配管空间较大。琴式结构配气台外型美观,人性化设计解决了工作人员长期站立操作的问题。图1为两种不同结构配气台的实物图。
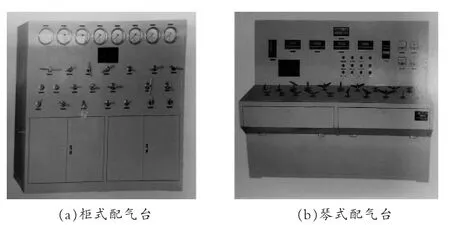
图1 配气台类型Fig.1 Types of gas distribution cabinet
2 配气台的设计
配气台的设计需要根据供气的要求,功能需求进行配气台的个性化设计。依据设计原理图,进行阀门及仪表的选型。参照部件的大小及数量,合理确定配气台的整体结构尺寸,保证其结构紧凑、制作方便。配气台外壳及集气管设计为关键环节。
2.1外壳
材料选择。目前,配气台外壳以06Cr19Ni10不锈钢以及碳钢Q235喷塑处理为主要材质。不锈钢材质配气台又可根据壳体表面的不同要求,选择拉丝面及镜面。拉丝面不锈钢配气台为常见的形式;碳钢喷塑的配气台制作成本低,但是表面划伤后易出现锈迹,影响整体美观。
面板刚度。配气台的面板并不承受阀门管件的重量,主要是进行人员与系统的安全隔离,起到装饰美观的作用。但是面板设计厚度过薄,尤其是在面板较大的情况下,变形严重,影响运输。配气台外壳设计为3mm厚度,可以满足刚度需求。
面板开孔布置。面板需开孔布置阀门,要充分考虑配气台内部管路连接,尽量做到面板阀门布置协调美观,操作方便。并且,保证最下排阀门不低于700mm,便于人员操作。面板开孔,阀门安装具有互换性,并且手柄无干涉现象。
2.2集气管
集气管作为各分支管路交汇的集合点,集气管的设计对于系统的可靠性至关重要。端部连接形式以及支管连接为设计关键。
端部型式。集气管端部连接方式可以采用焊接封头以及可拆卸的连接,例如航天管件堵头或者法兰盖连接。考虑到集气管的制作完毕后需进行清洗,一般端部采用可拆卸的连接。根据设计压力和公称通径,并结合实践经验确定采用端部连接型式,可以遵循表1原则。
支管连接。集气管的主管与支管之间的连接形式,既要考虑强度要求,又要满足配管要求。一般可以采取以下原则进行集气管的设计:

表1 端部形式Tab.1 Form oft the ends
(1)主管与支管公称通径相同的情况下,采用焊接三通。
(2)主管与支管公称通径不相同的情况下,可以采用支管座。对于满足开孔补强计算的情况,也可以采用安放式或者插入式支管焊接结构。
3 配管工艺
3.1配管总体要求
配气台的配管,主要参考工业管道的设计及施工方面的标准规范[2,3]。配气台配管原则如下:①保证管路制作、维修方便;②管路走向美观大方,错落有致,尽量做到横平竖直;③先配置大通径的管路,后配置小通径的管路。
3.2配气台管路的三维设计
随着三维软件技术的发展,出现了相关的三维配管软件,例如PDMS、Auto Pipe、3D Smart等。配气台结构设计同时,对内部管路进行三维效果图设计,可以避免配管工作中管路的干涉问题,同时也为施工人员配管工作提供了参考。图2为某项目配气台三位设计效果图。
3.3管路制作
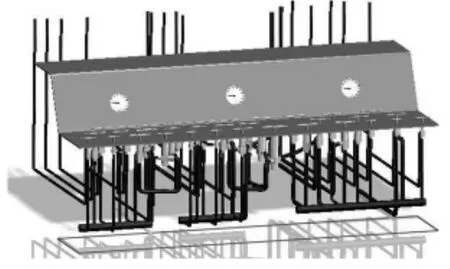
图2 配气台三维效果图Fig.2 Three dimensional rendering of gas distribution cabinet
配气台管路的加工制作主要为下料、管子与管件的焊接。不锈钢管路的下料以及坡口加工,宜采用等离子切割或机械加工方式。如采用砂轮切割时,应采用专用砂轮片。切口处应无缩口、熔渣、氧化皮以及铁屑等可能引入多余物的质量缺陷。
管路的焊接方式,直接影响焊缝处质量,很容易在焊缝位置产生焊接缺陷。针对航天不锈钢管路,常见的焊接方式有不锈钢电焊条焊接,氩弧焊接以及药芯焊丝保护焊。电焊条焊接速度快,但是易产生飞溅,易在管路内外表面产生多余物。氩弧焊没有飞溅,并且由于焊接过程采取了惰性气体氩气进行保护,减少了焊缝表面氧化皮,焊渣,焊瘤的形成。药芯焊丝保护焊在焊缝成型方面能达到氩弧焊同样的焊接质量,特别适用于大口径集气管的焊接。
对于DN20以及以下的管路,焊缝余高过高会影响介质的流量。我们采取管路焊缝余高测定-通球检查的方式进行评估。检验标准如表2所示。

表2 通球检查Tab.2 Check of passing ball
4 多余物的控制工艺
配气台作为航天系统中的重要设备,对内部洁净度要求相当高,不得有任何影响气体纯度的多余物。下面主要从管路的内部清除工艺进行多余物的控制研究。
4.1清洗工艺
清洗可以去除附着在管路内壁容易脱落的多余物。常用的清洗方法有气体吹除法、人工清洗法以及酒精循环清洗法。气体吹除法比较简单,适用于去除表面较大的颗粒多余物,多用于小通径管道的清洗。将白绸布进行卷缩成与管内径相当的布球,或者采用相应规格的海绵弹沾有酒精,塞入管路的一端,采用高压气体进行吹扫。对于大通径的导管清洗,宜采用人工牵引拉洗的方法。采用钢丝牵引白绸布清除多余物。酒精循环清洗法需要专门的循环系统,包含酒精贮存槽、泵以及过滤装置。该方法工艺复杂,对各个设备本身的洁4.2酸洗钝化
净度要求高[4~6]。
钢管原材料出厂时,附着在内表面的氧化皮、锈斑以及焊接过程产生的氧化皮,普通的清洗方法不能清除此类多余物。酸洗钝化工艺采用酸洗槽设备,按规定比例配置硝酸和氢氟酸溶液,将管路放置酸洗槽浸泡2小时左右,以能够去除氧化皮为最佳。过长时间的浸泡,会造成表面的微观腐蚀,导致管路使用过程中高压气体介质冲刷而引入新的多余物。酸洗钝化合格的导管宜马上采用碱液进行中和处理。
4.3脱脂处理
航天发动机对所输送气体介质的指标要求严格,对气体介质中含油量以及水分需进行化验分析。管路需进行脱脂浸泡处理,并干燥。目前,常用的脱脂剂有工业二氯乙烷、丙酮以及航天专用清洗剂,对于脱脂要求不高的导管也可以采用浓度不低于95%的工业乙醇。
4.4多余物检验工艺
(1)靶板检验法。采用洁净、干燥的氮气或空气作为气源,与配气台进口进行连接,在出口5cm处设置贴有白布或者涂有白漆的木制靶板,吹扫5min后,检验靶板上无铁锈、尘土、铁屑等多余物为合格。
(2)金属过滤器收集法。采用10μ金属过滤器安装在配气台的出口,采用洁净、干燥的气体进行吹扫1min。拆下过滤器滤芯,采用浸泡有酒精的白绸布擦拭滤芯迎风面,无变色为合格。
(3)工业内窥镜检验法。随着高新技术的发展,工业内窥镜应用在管路内腔、焊缝质量检查方面,可以直观的检查配气台管路内部多余物,并能够对多余物的形状、位置进行准确判定[7]。
5 气密性试验
配气台的气密性试验往往需要运输到现场,并且与管路连成系统后进行检验。一般采用设计压力下的工作介质进行逐个连接点涂肥皂泡检验。经气密性检验合格的配气台可以作为产品进行交付使用。
[1]QJ 2652-94,配气台通用规范[S].
[2]GB 50235-2010,工业金属管道工程施工规范[S].
[3]GB 50316-2000,工业金属管道设计规范(2008版)[S].
[4]袁牧,罗刚,屈美莹.多余物的过程控制[J].质量与可靠性,2013,5.
[5]熊涛.航天器总装多余物控制方法探讨[J].航天器环境工程,2006,5.
[6]QJ 2850A-2011,航天产品多余物预防和控制[S].
[7]刘丽荣,马骏,张立.航天产品工业内窥检测典型多余物的判别方法[J].检测技术,2013,3.
The Study on Production Process of Gas Distribution Cabinet
LUO Qing-Ye,WANG Jun-Ning,SONG Zhou-Hang
(Beijing Institute of Aerospace Testing Technology,Beijing 100074,China)
Gas distribution cabinet is one of the important equipment on supply system in aerospace,which can achieve the control of the valve,pressure regulation,condition monitoring and so on.Gas distribution cabinet belongs to a non-standard equipment,so the design can refer to the relevant standards and literature rarely.In this paper,basing on the engineering practice of gas distribution cabinet,the production process of gas distribution cabinet is studied.
gas distribution cabinet;process;piping;three dimensional design
TB47
A
10.3969/j.issn.1002-6673.2015.01.014
1002-6673(2015)01-041-03
2014-10-30
骆青业(1985-),男,硕士,工程师。研究方向:主要从事航天地面设备及管道设计的研究。
