基于万有引力算法的铝热连轧规程优化设计
2015-10-25赵新秋赵利娟杨景明王春鹏
赵新秋, 赵利娟, 杨景明, 王春鹏
(1.燕山大学工业计算机控制工程河北省重点实验室,河北 秦皇岛 066004;2.国家冷轧板带装备及工艺工程技术研究中心,河北 秦皇岛 066004)
基于万有引力算法的铝热连轧规程优化设计
赵新秋1,2, 赵利娟2, 杨景明1, 王春鹏2
(1.燕山大学工业计算机控制工程河北省重点实验室,河北 秦皇岛 066004;2.国家冷轧板带装备及工艺工程技术研究中心,河北 秦皇岛 066004)
提出了以预防打滑和平衡4个机架功率为目的的多目标函数,建立了一种基于支持向量回归机的轧制力模型来取代传统数学模型,有效地提高了轧制力预报的精度。同时采用万有引力算法对轧制规程进行优化,该算法不仅能够防止陷入局部极值点而且避免了盲目搜索,大大提高了进化速度。该规程应用在河南某厂“1+4”铝热连轧改造现场的精轧部分,轧制规程效果理想。
计量学;铝热连轧;轧制规程;万有引力算法;支持向量回归机
轧制规程的设定是铝热连轧生产二级设定计算中的重要环节,对成品带材的质量精度和整个板带轧机的功耗有着直接的影响。现场改造机械部分完成后,试运行阶段轧辊和板带间出现了打滑现象,为了解决打滑现象,对原有规程进行优化[1]。
1 规程相关模型
1.1目标函数的定义
热连轧时出现打滑现象直接影响到铝带表面的质量,经济损失不可忽视。由现场经验和研究可知,板带出现划痕是由于热轧时打滑所致[2,3],在铝热轧轧制中出现的打滑现象,主要是带材的变形区完全由前滑区或后滑区所取代。相应的示意图如图1所示。这里提出打滑因子[4]用以表达打滑现象出现的可能性大小,其表达式为:

式中:γ为中性角;α为咬入角。
由此可知打滑因子Ψ越小,出现打滑的概率越小。中性角占咬入角一半时,打滑因子为零,属于最理想的情况。打滑因子涉及到的公式为:

图1 前滑后滑区示意图
式中:hi和hi-1分别为第i机架入口厚度和出口厚度,mm;Δh=hi-hi-1为第i机架压下量,mm;R为工作辊原始半径,mm;ε=(hi-hi-1)/hi为相对压下率,%。
将式(2)和式(3)代入式(1)得

综合式(2)~式(4),考虑到打滑的整体性和各机架差异性,克服划痕的目标函数可表示为:
为了充分发挥设备的带负载能力,既不浪费设备的性能,也不让设备超负荷运行,当连轧机各机架主电机功率不相等时,可按各机架主电机的相对负荷来制定规程[5],其目标函数为:
从电机功率消耗和解决打划痕问题两方面出发,提出了多目标的目标函数如下:

式中:α1、α2、α3为加权系数,且α1+α2+α3=1,考虑到打滑的权重大一些,此处依次取0.2、0.4、0.4,n=4。
1.2铝热连轧轧制模型
现场应用的轧制力数学模型应用到新的生产现场,由于设备的差异和轧制的板带材质差异,必须对热轧变形阻力模型和摩擦力模型进行重新回归,得到准确的回归模型实属不易。SVR是Vapnik等提出的一种基于基于结构风险最小化学习训练的方法,ν-SVR是建立在支持向量机算法上的回归算法,因其泛化能力较强,故目前应用范围越来越广。根据训练样本的特点,选择适当的正数ν、惩罚系数C和恰当的核函数宽度。由支持向量回归机的原理可知,回归过程等价为求解如下最优化问题[6~7]:

在用支持向量回归机建立轧制力模型时,利用万有引力算法对支持向量机的惩罚因子与径向基核函数宽度进行寻优[8,9],这样建立的模型更精确。
从现场大量数据中筛选出变形抗力相近的800组实测数据作为样本集,对该模型进行训练。输入数据:

输出数据:

式中:h0和h1为轧制前的入口厚度和轧制后的出口厚度;B为来料带宽;R为工作辊半径;t为轧制时铝带温度;v为铝合金的轧制速度;Tf为前张力;Tb为后张力;F为模型预测的轧制力。
使用GSA对SVR模型参数进行寻优,当ν取为0.546,核函数宽度δ2取为0.018 6,惩罚因子C取为546.33时,回归精度最高。支持向量回归机建立的轧制力模型,解决了传统轧制力模型不能随轧制条件变化而直接应用的问题。
实际轧制时,前张力Tf使轧制力矩减小,后张力Tb使轧制力矩加大,采用如下模型:


式中:M为轧制力矩,Ν·m;ω为电机角速度,rad/s。
2 轧制规程优化原理与方法
采用万有引力算法(GravitationalSearch Algorithm,GSA)优化4个精轧机的压下率,使多目标函数达到极小值。算法描述如下:
①参数初始化。随机初始化N个质点的位置,设定质点寻优的范围,其中第j个质点的位置表示为xj=(xj1,xj2,xj3,xj4),对应于第j个质点4个机架的压下率,1≤j≤N。
②计算N个质点的适应度值。按式(7)计算每个质点的适应度Y,并记录全局最大值Xmax和全局最小值Xmin。
③计算第t代第j个质点的质量。根据式(17)和式(18)计算
④计算第t代2个质点的距离。按式(19)计算2个质点之间的距离Rjk(t)。

⑤计算万有引力常数G。G初始化为G0,为了提高优化的精确度,G根据式(20)随着迭代次数的增加而变化。

式中:t为迭代次数,M为最大循环次数。
⑥计算每个质点在各维数上的加速度。迭代至第t代,在第d维上质点k对质点j的万有引力为:
式中:rj为产生的随机数。
⑧判断循环是否结束。如果迭代次数大于M或者适应度值达到要求则结束循环,否则转移到③继续迭代。Xmin对应的变量即是寻找到的最优值。
3 应用实例分析
用万有引力算法对铝热连轧规程进行优化,参数选取如下:质点个数为40;全局进化代数为250。为了验证本优化规程的可行性,把本规程应用在河南某铝热连轧精轧机组上进行实验,表1列出了轧机的相关参数和限制条件。来料5052铝合金厚度为38 mm;目标厚度为4 mm;最高轧制速度为1 080 m/min;开卷机功率为367.5 kW×3;初轧温度470℃;终轧温度320℃。

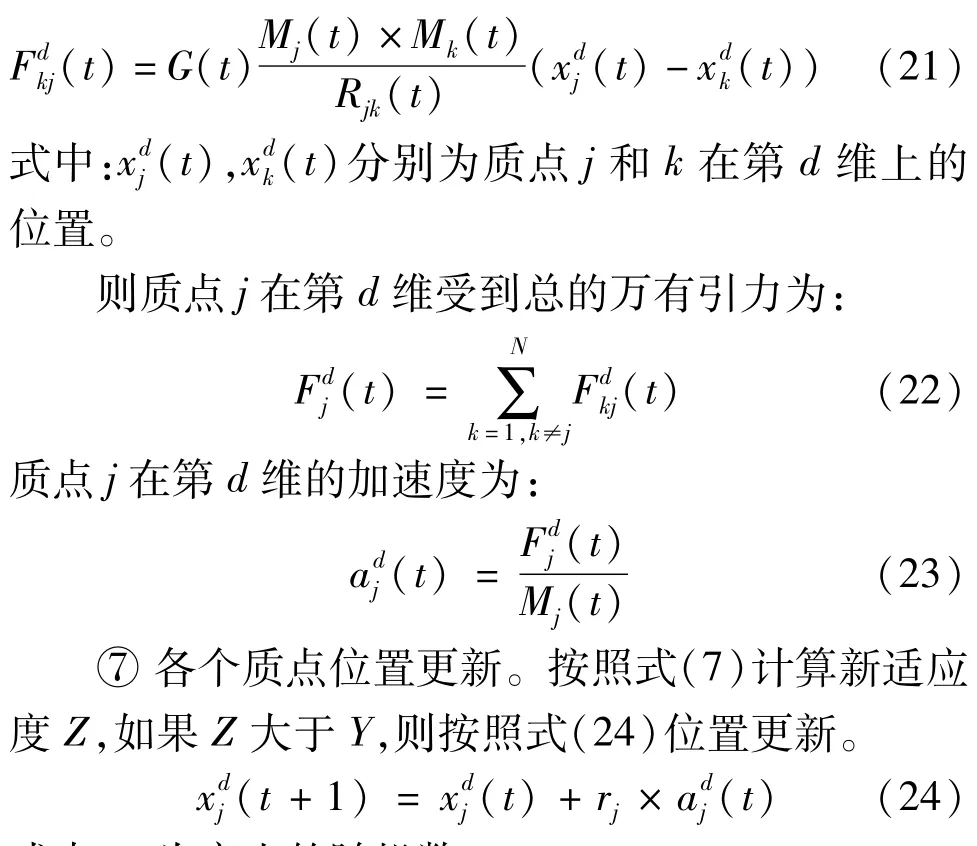
表1 铝热连轧机设备参数
优化后的轧制规程和原规程进行比较如表2所示。用万有引力算法对此规程优化时随进化代数的增加,其适应度值变化走势见图2。
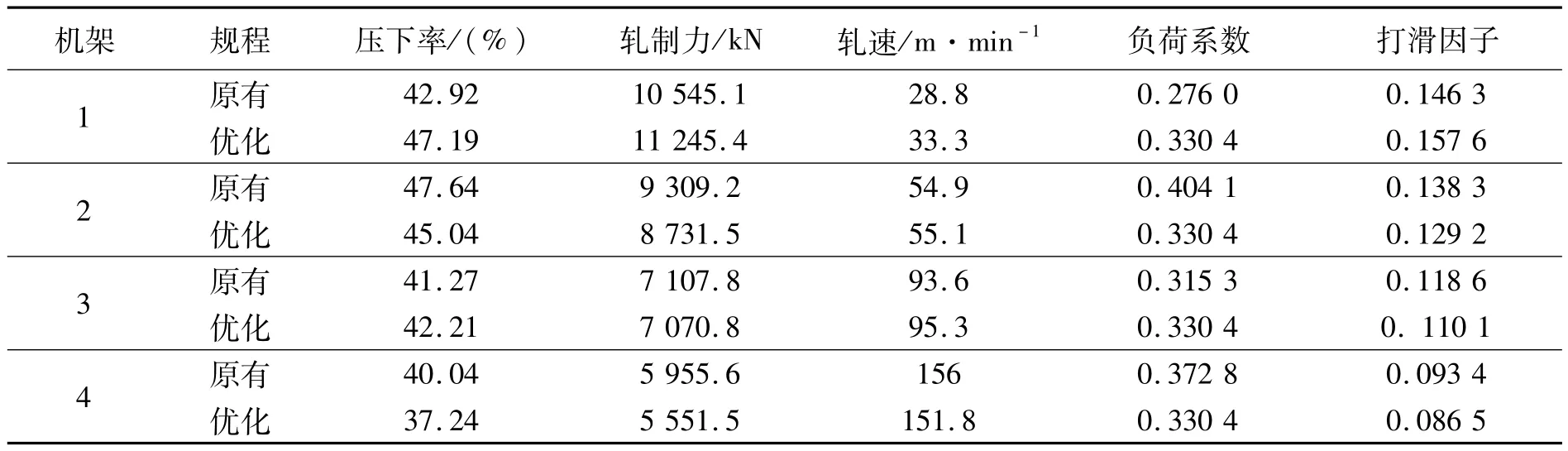
表2 新轧制规程和原有轧制规程对比

图2 适应度值随进化代数变化走势图
由图2可以看出,万有引力算法在寻优过程中寻优速度较快,适应度值满足了目标函数的精度要求,快速性能好,且没有陷入局部极值点。改进前后轧制功率负荷系数和打滑因子对照表见图3、图4。

图3 优化前后轧制功率负荷系数比较
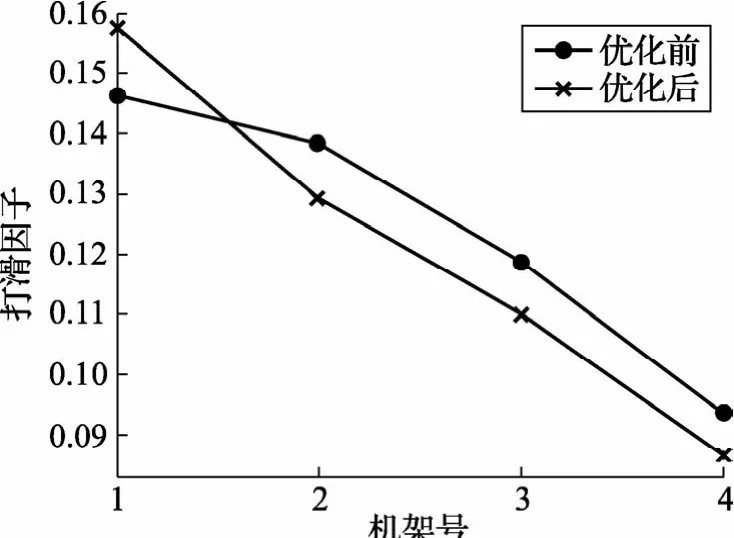
图4 优化前后打滑因子比较
4 结 语
在打滑因子的基础上,选用了功率消耗和克服划痕的多目标函数,建立轧制力模型时采用了支持向量回归机的建模方式,并采用了万有引力算法对各机架压下量进行寻优。现场应用此规程轧制,不仅预防了划痕现象,而且铝带厚度误差控制在±53 μm以内,为实现板型板厚综合控制提供了较好的依据,对实际生产有指导作用,可达到改善产品质量、提高生产效率的目的。
[1] 胡浩平,伍清河,费庆,等.热轧中板轧制变形规程的优化设计[J].北京理工大学学报,2006,26(7):569-573.
[2] 王伟,陈殿生,魏洪兴,等.装载机载重测量的支持向量机软测量建模方法[J].计量学报,2008,29(4):329 -333.
[3] 白振华,连家创,王骏飞.冷连轧机以预防打滑为目标的压下规程优化研究[J].钢铁,2003,38(10):35-39.
[4] 赵新秋,王艳胜,郑剑,等.基于混洗蛙跳算法的冷连轧轧制规程优化[J].钢铁,2012,47(5):49-53.
[5] 张新明.铝热连轧原理与技术[M].长沙:中南大学出版社,2010.
[6] 邓乃扬,田英杰.数据挖掘中的新方法—支持向量机[M].北京:科学出版社,2004.
[7] Shi X Z,Zhou J,Wu B B,et al.Support vector machinesapproachtomeanparticlesizeofrock fragmentation[J].Transaction of Nonferrous Metals Society of China.2012,22(2):432-441.
[8] 郭辉,刘贺平,王玲.支持向量回归机参数选择方法及其应用研究[J].系统仿真学报,2006,18(7):2033-2036.
[9] 国宁,李萍,薛克敏.支持向量机在拉深筋设计中的应用[J].塑性工程学报,2010,17(1):62-65.
Aluminum Strip Hot Rolling Schedule Optimization Design Based on the Gravitational Search Algorithm
ZHAO Xin-qiu1,2, ZHAO Li-juan2, YANG Jing-ming1, WANG Chun-peng2
(1.Key Lab of Industrial Computer Control Engineering of Hebei Province,Qinhuangdao,Hebei 066004,China;2.National Engineering Research Center for Equipment and Technology of Cold Strip Rolling,Qinhuangdao,Hebei 066004,China)
A reasonable rolling schedule is a strong guarantee for the quality of aluminum strip and the low power consumption of mill.This procedure set put forward multi-objective function to prevent skidding and balanced four mill power,establish a rolling force model based on Support Vector Regression to replace the traditional mathematical model and improve the accuracy of the prediction of the rolling force effectively.At the same time,it uses Gravitational Search Algorithm to optimize the rolling schedule.The algorithm can not only be able to prevent falling into local extremum point,but also avoid a blind search. So it improved the speed of evolution greatly.This procedure used in the finishing part of“1+4”aluminum hot strip in Henan province,the rolling procedure effect is ideal and it has a guiding significance for the secondary setting calculation.
metrology;aluminum hot strip mill;rolling schedules;gravitational search algorithm;support vector regression
TB93
A
1000-1158(2015)05-0517-04
10.3969/j.issn.1000-1158.2015.05.15
2013-07-10;
2013-12-26
国家冷轧板带装备及工艺工程技术研究中心开放课题(2012005);河北省科技支撑计划(13211817);秦皇岛市科学技术研究与发展计划(20100A089)
赵新秋(1960-),女,吉林辽源人,燕山大学副教授,博士,主要从事冶金自动化方面的研究。lijuomg zhao123@126.com