K公司来料检验IQC的质量控制研究
2015-10-22曹鸽等
曹鸽等

【摘 要】来料检验质量直接决定着制造企业的最终产品质量。针对K公司IQC的质量控制特点,系统地分析了其来料检验质量控制的现状。从IQC部门的组织结构、供应商来料质量的控制现状、来料检验的抽样方案以及公司IQC检验的流程等方面进行分析,指出IQC部门质量控制体系中存在的问题。并且提出对其来料质量控制的建议及改善方案,实现既保证来料的质量,又能降低来料检验成本,最终稳定产品的出货质量水平。
【关键词】来料检验;IQC组织结构;供应商来料质量;质量控制
【Abstract】Incoming quality inspection directly determines the final product quality in manufacturing enterprises. On the basis of research scholars about the quality control of incoming inspection, the paper roundly analyzed the status of its incoming inspection quality control according to the features of K company IQC quality control. Analyzed from the organizational structure of IQC department, the control status of supplier quality incoming, incoming inspection sampling plan and procedures of IQC inspection, this paper noted some problems in quality control system of department IQC. And then presented advice and amendatory scheme to the companys incoming quality control, which not just to ensure the quality of incoming materials, as well as lowers incoming inspection costs, and ultimately stabilizes the ship-level of product quality.
【Key words】Incoming inspection; IQC organizational structure; Supplier incoming quality; Quality control
0 引言
来料质量控制是企业整个质量管理的源头,也是质量控制体系中的关键环节。来料检验质量控制是对企业所有的外购物料和外协加工物料的质量进行把关的第一步,终端产品质量的高低很大程度上取决于来料质量水平的高低[1]。为确保不符合标准的产品不进入企业仓库和生产线,来料质量控制就要严格把关,在最前端发现质量问题,减少后续工作所造成的质量问题和隐患。如果不能对来料质量把关或是把关不严,让不合格物料流入仓库和生产线,质量问题将会在后道的工序中成指数放大。因此,来料检验质量控制是企业保质保量的基础,也是整个社会和市场发展的需要。
1 K公司来料检验质量控制现状及存在的问题
1.1 K公司简况
K公司主要从事电子元器件、光电子器件等产品的生产和销售,核心业务集中于天花板(接线盒)系列、Ross系列、照明灯具(感应灯)系列和拖线板等四大系列产品。而IQC来料主要有五金件(如螺钉、螺杆、弹簧、铆钉、端子、面板、铜带等)、包材类(主要有外箱、彩盒、说明书、标贴、卡纸、塑料袋等)、电器元件、插线板原料(电玉粉、电木粉等)、冲压件、扎带、挂线等等所有的外购原材料、元器件、零件、组装件、配套件。
1.2 来料检验部门组织结构的现状及存在问题
1.2.1 部门组织结构的现状
该部门有11名人员,其中品质部门的QE对IQC部门递交的异常来料单进行裁决或复审,封样的更新、作业指导书的确认也由QE负责,1个质检主管,负责异常品的核准和整个部门的管理;2个质量技术员,负责一些技术上的检测;8个检验员,负责来料的检验、检验结果日报表的填制与整理。关于检验物料的分配,10名检验人员每人负责一大类中的一种或几种,并要根据供应商的种类负责原料的供应商。另外。其来料的流程是从供应商到仓库,再到生产线。
1.2.2 部门组织结构存在的问题
(1)从最高管理层到最低层管理的层次结构过多。组织弹性较小并缺乏专业分工,结构过于纵向一体化、沟通成本高、人员配置不合理和运行效率低等。
(2)由于职位设计过于狭窄和员工职责分配不明确,会不可避免地给部门带来负面影响。在出现来料质量问题时,有些员工之间甚至会相互推卸责任,最终影响来料检验的质量水平。
1.3 供应商来料质量控制的现状及存在问题
1.3.1 供应商来料质量控制的现状
对不合格供应商按其提供物料的特性进行分类。采购部负责开发原材料供应商;包装部负责开发包装材料供应商;采购部组织NPI和质量人员现场考查供应商,并组织三方评审,最终确定合格供应商。采购部根据物料要求寻找潜在的供应商,并发出“供应商调查表”,要求供应商提供公司基本信息,并根据比较结果,确定初步可合作的供应商和供应商的类别。对合格供应商进行年度绩效评价,从质量、交期、售后服务三方面综合评定。其中质量评定占总评分50%,交期评定占总评分40%,售后服务占总评分10%。
1.3.2 供应商来料质量控制存在的问题
(1)没有一个统一的组织对供应商评价进行系统的管理,四大部门职责划分太过明显、独立性太强,在供应商评价过程中不能形成良好的互补关系。
(2)对供应商质量分类的方法不足够完善,其只是依据供应物料的重要性等级将供应商质量分为三类,划分的标准过于简单。
(3)没有建立一个良好的供应商质量评价体系,缺乏合理性与科学性性,不易于对供应商质量进行评价,表现在供应商指标间过于繁琐、重复出现和不明确。
(4)公司对供应商质量的评价不够客观与合理,评价方法很容易受主观人为因素的影响,评价结果就缺乏一定的可靠性。
1.4 IQC抽样检验的现状及存在问题
1.4.1 IQC抽样检验的现状
K公司各部门及工序使用统一的抽样检验标准,即GB2828.1-2003/ISO2859。GB2828.1指的是计数抽样检验程序,统计抽样的个数或缺陷的个数,或者将单位产品划分为合格或不合格,或者仅计算单位产品中的不合格数的检验,目前该公司均以此作为检验抽样依据。
另外,还实行计数调整型抽样方案,即将抽样分为正常、加严、和放宽的一组方案,并通过转换规则将前三种方案联系起来。三种方案的适用场合,正常方案:产品质量正常时;加严方案:当产品质量下降或过程不稳时,则采用加严方案,保护使用方的利益;放宽方案:当产品质量是一直稳定或比预期要求更好时,则可采用放宽方案,保护生产方利益。
1.4.2 IQC抽样检验存在的问题
GB2828.1抽样标准在使用时,检验员在实际的检验时就会面临着一次抽样检验、二次抽样检验还是多次抽样检验的选择。一次抽样检验对于生产方在心理上的影响较差,而且所需要的总检验费用较多,多次抽样检验对批产品质量的估计准确性较差,且检验员以及设备的利用率较低。因此检验员要综合的考虑各类因素,再决定采用何种抽样检验方案。
1.5 IQC检验流程的现状及存在问题
1.5.1 IQC检验流程的现状
该公司IQC来料检验的检验流程如图1所示。
(1)物料经仓管员点收,核对物料的名称、料号、规格和数量等相符后给予签收,再交给品保部的IQC进行验收。
(2)质检员根据来料单在个人来料汇总表上进行汇总,每个人查找封样、作业检验指导书、相应的监测仪器和设备,然后到仓库待检区对物料进行取样检验。
(3)检验员一般应按照抽样标准给予检验判定,但本部门大都随意取样,甚至每种物料仅仅取一个样品进行检验。
(4)最后将检验的结果用书面的形式记录在日报表上,一般在一天的检验任务全部结束后进行。
(5)抽取不合格品样品交由品质主管审核裁定;品质主管核准不合格(拒收)物料,填写物料异常报告单,交给质量工程师(QE)进行确认。
(6)由QE进行确认是该合格入库,还是特采、线上挑选、IQC挑选,或者是严重不良品向供应商退货,有些还可以进行报废;将检验合格的来料单转给仓库进入产线。
(7)根据一天的检验对检验结果进行汇总,并分类写出检验报表进行存档。。
1.5.2 IQC检验流程存在的问题
(1)检验流程过于繁复、工艺流程单一、检验数据没有得到使用与处理。对于生产急需的物料,没经过检验直接流入产线,会导致生产线上产品质量问题。
(2)对于规模较大订单来说,入仓前需检验的来料零件数量非常庞大,给来料汇总表、来料检验单、检验信息、质检员以及来料检验报表等的有效检验记录管理和查询带来了巨大障碍。
(3)对影响检验报告质量的各类因素(仪器、设备、环境设施、检测技术、管理水平和人员素质等)没有进行全面控制,没有建立完整的来料检验体系和信息共享系统。
2 对来料检验(IQC)质量控制的改善方案
2.1 组织结构再造方案
将IQC的组织结构向网络扁平化发展,将质量技术员与质检员合并为质量技术员,质量技术员为核心岗位,负责来料的检验、记录反馈,将检验的结果直接与质量主管反馈,每月又与质量主管对所有的质量异常数据进行交流,协助QE对来料的质量进行控制;质量主管每天向QE反馈质量异常;在检验的过程中,质量技术员又与供应商直接交流,与供应商反馈质量检验异常数据,提示其进行改进;质量技术员每天检验过后,向生产线现场进行考察,了解来料异常对生产线的在制品质量造成的影响,为来料检验提供直接的检验依据。
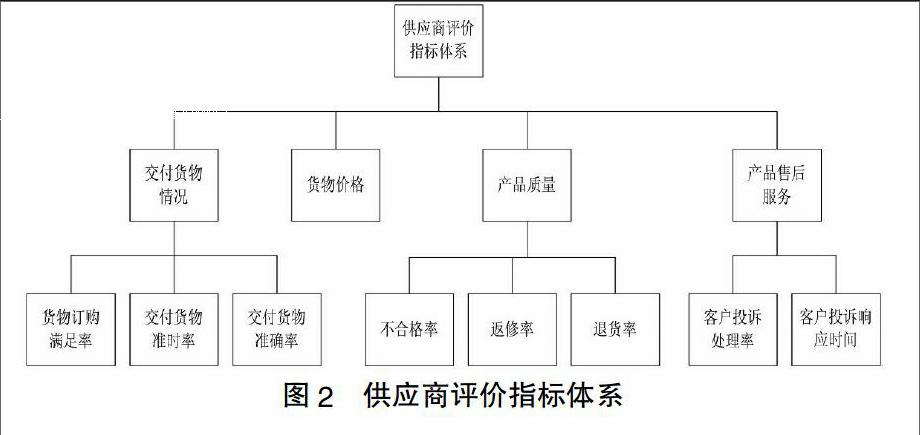
2.2 建立供应商来料质量评价与选择体系
结合K公司的实际情况确定了供应商评价指标体系[2]如图2所示。
在对各种需要做出决策的问题时,使用 AHP 方法,将复杂的目标问题逐步分解,这样这个复杂的问题就会成为很多个组成元素,然后把特点不同的元素依据它们的类别进行分组,接着依据元素分组情况建立一个具有层次结构特点的评价模型。
2.3 规范抽样检验标准
从规范来料检验的抽样方案出发,以国家标准GB/T2828.1《计数抽样检验程序》为依据,根据原材料的质量情况,结合企业的实际需要,重新制定一套标准的抽样计划。将原材料的供应商分为合格供应商、免检供应商、视同合格供应商及试用原材料的供应商几大类[3],公司IQC部针对这几类供应商提供的原材料及各种原材料不同指标的重要度分别设计对应的抽样方案。
2.4 IQC质量控制信息化及检验流程的优化
对来料检验过程实行全面的电脑化管理[4],即来料汇总表、来料检验单、检验信息、来料检验报表以及异常反馈等利用电脑软件管理和控制,提供检验质量信息的共享化水平。实现整个生产环节的信息资源的共享和检验结果的自动分析,为质量检测人员的工作效率和管理工作质量的提高提供了专业而统一的信息平台,为制造企业把好了第一道质量关,更为制造企业增强市场竞争力打下坚实的基础。
3 结论
通过对K公司IQC部门的接收原料、组织结构、供应商来料质量控制、抽样标准及检验流程等情况进行分析,提出IQC组织结构再造方案、建立供应商评价与选择体系(使用模糊层次理论)、规范抽样检验方案、IQC系统信息化、检验流程优化以及对人、机、料、法、环的控制,从而保证来料的质量。
【参考文献】
[1]张根保,何桢,刘英,等.质量管理与可靠性[M].北京:中国科学技术出版社,2013.
[2]李冰冰.基于供应链的T公司供应商评价体系研究[D].天津:河北工业大学,2012.
[3]张桂治.原材料检验抽样方案探讨[J].海峡科技学,2009,10(12):43-45.
[4]田李平.论机械制造IQC质量电脑化管理[J].装备制造,2009(12):114.
[责任编辑:杨玉洁]
