屈曲约束支撑焊接连接施工工艺及质量控制
2015-10-21尹娜
尹娜
【摘要】屈曲约束支撑一般在专业工厂加工完成,再运送到施工现场进行吊装,然后固定连接。屈曲约束支撑刚度、强度易于控制,便于结构设计和优化,在国内应用已经开始普及。
【关键词】 屈曲约束支撑; 焊接连接
概述:随着国民经济的发展,人们对提高建筑物抵抗地震灾害的能力,减少地震中人员伤亡财产损失的要求越来越高。在提高结构抗震能力的方法中,屈曲约束支撑是一种高效、经济、新技术型的结构构件,通过对普通钢支撑采取约束措施,可以完全避免受压屈曲,效率大大提高。屈曲约束支撑在达到其屈服强度极限状态时,受压和受拉均可进入屈服状态,且滞回曲线饱满,又能起到良好的耗能减震作用。
1、工艺原理
屈曲约束支撑作为成品构件,自身性能必须经试验抽检满足规范要求后,才能在工程中安装使用。根据现场实际情况,屈曲约束支撑可通过焊接连接、高强螺栓连接、销轴连接以及不同组合连接方式,使屈曲约束支撑与主体结构连接节点部位可靠连接,并通过工程检测,保证连接质量达到规范要求,确保屈曲约束支撑在主体结构中有效发挥自己的作用。
2、工艺流程及操作要求(钢支撑框架结构)
2.1工艺流程
施工准备 → 连接节点板焊接→ 支撑运输与存放→支撑就位临时固定 → 支撑焊接连接 →连接节点检测 → 防腐防火涂装
图2.1 施工工艺流程图
2.2操作要点
2.2.1施工准备
(1)根据结构形式和屈曲约束支撑型号的不同,屈曲约束支撑采取不同的安装方法。结合工程实际,耗能型屈曲约束支撑可临时固定,在主体安装完毕后再进行最终固定。
(2)屈曲约束支撑安装前,主体结构框架已施工完成,产品构件已进场并复验合格,各种安装设备及工具齐全。
2.2.2连接节点板焊接
钢框架支撑结构连接节点板采取加工厂焊接加工,经验收满足要求后运至施工现象,复验合格后进行吊装。
图2.2.2 施工工艺流程图
2.2.3支撑运输及堆放
(1)支撑现场堆放
支撑运至施工现场采用塔吊进行卸货,支撑堆放平整,并垫软木枋,为保证吊环免收挤压,场地允许前提下,现场堆放为一层,集中堆放时采用重叠交叉井字形堆放,堆放层数不能超过四层,层间垫软木枋。
图2.2.3 支撑现场堆放
(2)支撑现场运输
屈曲约束支撑现场运输分为垂直运输和水平运输,垂直运输采用塔吊运输,水平运输采用小推车运输,严禁用撬棍运输,以免损伤构件。
2.2.4支撑就位及临时固定
(1)支撑就位
支撑安装前对与支撑连接的上下梁柱节点板进行校正,校核内容主要包括节点板与图纸的偏差,以及节点板焊接时因焊接操作及应力变形引起的平面外偏移情况,偏差满足表2.2.4要求。
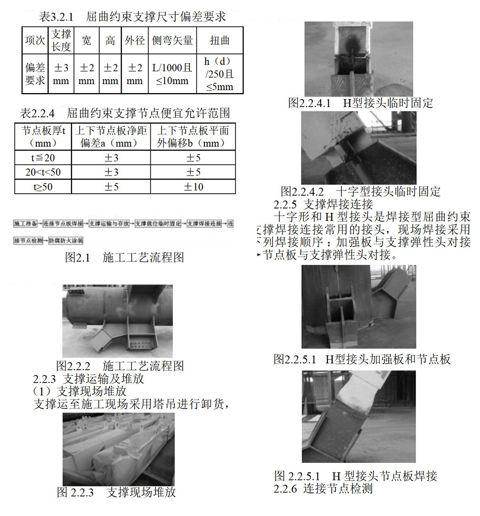
表2.2.4屈曲约束支撑节点便宜允许范围
节点板厚t(mm) 上下节点板净距偏差a(mm) 上下节点板平面外偏移b(mm)
t≦20 ±3 ±5
20 t≥50 ±5 ±10 屈曲约束支撑本身自带吊耳,安装就位时采用倒链起吊。起吊为两端不等起吊,首先牵拉下端达到安装部位,再牵拉上端达到安装部位。牵拉过程中做好安全措施。 (2)支撑临时固定 H形、十字型接头屈曲约束支撑临时固定采用焊接钢片法。 图2.2.4.1 H型接头临时固定 图2.2.4.2 十字型接头临时固定 2.2.5支撑焊接连接 十字形和H型接头是焊接型屈曲约束支撑焊接连接常用的接头,现场焊接采用下列焊接顺序:加强板与支撑弹性头对接→节点板与支撑弹性头对接。 图2.2.5.1 H型接头加强板和节点板 图2.2.5.1 H型接头节点板焊接 2.2.6连接节点检测 屈曲约束支撑与结构连接点需进行检测,焊接连接节点检测:对接连接焊缝进行探伤检测,并达到规范要求。 2.2.7防腐防火涂装 屈曲约束支撑根据约束机制的不同,设计具有不同的防火要求。采用填充材料约束体系,且套筒内填充材料具有隔热性能的不燃材料时,自由伸缩段和封头板必须做防火保护。 3、屈曲约束支撑焊接安装质量控制 3.1一般规定 (1)屈曲约束支撑必须由拥有相应资质的生产厂家生产,质量检测满足规范规定要求。 (2)屈曲约束支撑支撑焊接安装劳务分包单位必须具备规定的相应资质。 3.2质量要求 (1)支撑安装前对与支撑连接的上下梁柱节点板进行校正,校核内容主要包括节点板与图纸的偏差,以及节点板焊接时因焊接操作及应力变形引起的平面外偏移情况,偏差满足表2.2.4要求。 (2)焊条、焊丝、焊剂等焊接材料与母材的匹配应符合设计要求及现行国家标准《钢结构焊接规范》GB50661的规定;焊缝外形尺寸应符合现行国家标准《钢结构焊缝外形尺寸》GB1085的规定;一级、二级焊接接头的焊缝内部缺陷应符合现行国家标准《钢结构手工超声波探伤方法和探伤结果分级》GB1135的分级规定,焊缝质量等级及缺陷应符合国家标准《钢结构焊接规范》GB50661的分级规定。 (3)屈曲约束支撑的变形和涂装应当符合设计要求,运输、堆放和吊装等造成的支撑变形和涂层脱落,应及时矫正和修补;屈曲约束支撑各项尺寸偏差满足表3.2.1要求 表3.2.1 屈曲约束支撑尺寸偏差要求 项次 支撑长度 宽 高 外径 侧弯矢量 扭曲 偏差要求 ±3mm ±2mm ±2mm ±2mm L/1000且≤10mm h(d)/250且≤5mm 注:L-支撑长度;h-支撑高度;d-支撑外径 4、工程实例应用 该项技术在临沂市沂水中心医院颐康楼工程中应用,大大减少了钢支撑框架结构的用钢量,保证了工程抗震性能,压缩了称重结构的尺寸,增大了实际使用面积,满足了工程的使用要求。 结语 本文通过以上技术原理分析,工艺流程及操作要点的介绍,结合临沂市沂水中心医院颐康楼工程实例的基础上,对耗能型屈曲约束支撑焊接安装施工技术进行了系统介绍,对今后该项新型构件的安装有一定的指导意义。 參考文献 [1]周云.防屈曲耗能支撑结构设计与应用 :中国建筑工业出版社 ,2007 [2]中国国家标准化管理委员会 .碳素结构钢(GB-T700-2006) :中国标准出版社 ,2007 [3]中国国家标准化管理委员会 .低合金强度钢(GB-T1591-1994) :中国标准化出版社 ,1995
