用线切割机床高效加工异形齿槽链轮的技术应用
2015-10-21杨宁
杨宁
摘 要:通过对异形齿槽链轮,进行工艺分析,我们对加工工艺进行了改正,采用线切割机床加工异形齿槽链轮的方法,不仅提高了生产效率而且也保证了加工精度,有效解决了加工异形齿槽链轮难的问题。
关键词:线切割机床;加工工艺;异形齿槽链轮;
前言
我公司承接一批具有异形非标齿槽链轮的加工任务,其齿槽形状(见图1)。此种链轮的特点是在圆周上均匀分布着具有非标形状的齿槽,加工时既要考虑其齿槽成形特点,又要在圆周上均匀分布。我们对图纸进行了工艺分析,并对加工工艺进行了改进和验证,圆满完成了制造任务。现将我厂用线切割机床加工异形齿槽链轮的方法介绍如下:
1.工艺分析
以图1所示为例,其主要参数为:
加工此种链轮齿槽有两大难点,一是其齿槽形状较复杂;二是齿槽在圆周上均匀分布。由于其齿槽形状复杂,难以配备相应的成形刀具;如果采用在活件上划出齿槽轮廓线,然后用立式插床按照轮廓线加工的方法加工,不仅加工效率极低,且精度无法保证,难以达到图纸要求。所以我们决定采用配有电子坐标显示的电火花线切割机床加工。
2.线切割加工工艺
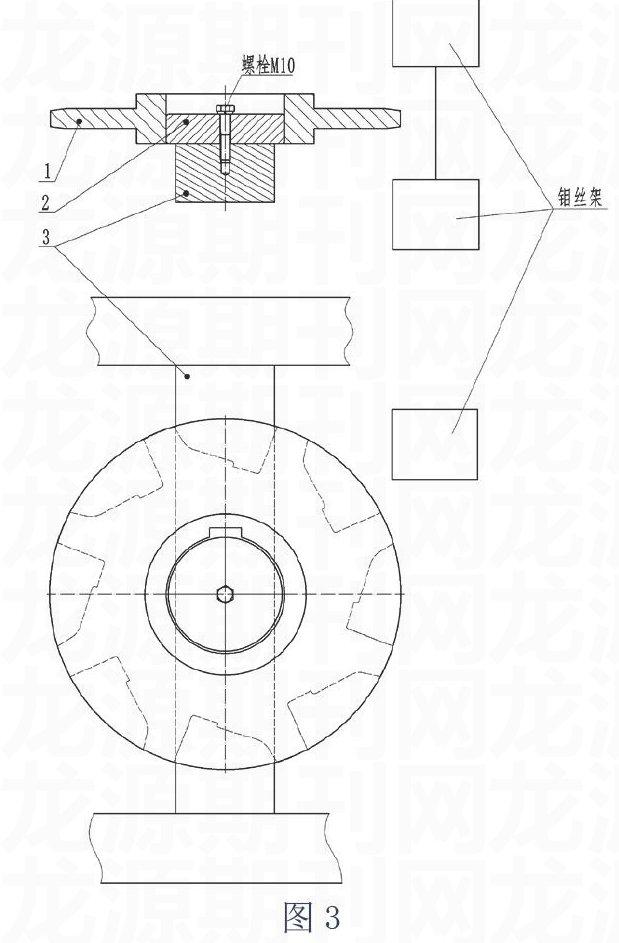
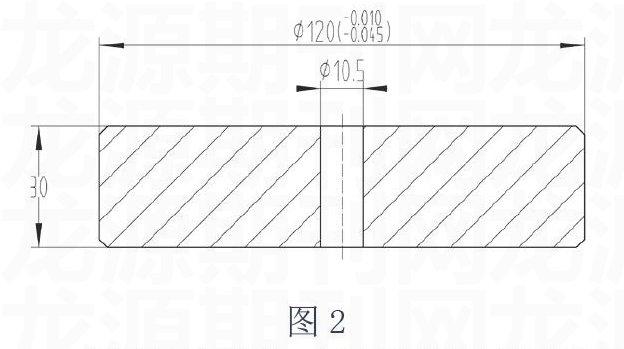
根据活件形状、线切割机床钼丝运行方式以及线切割工作台特点,我们设计了一个外圆大小与链轮轴孔相等的圆形定位块(见图2)固定在线切割工作台的横梁上,将链轮轴孔套入定位块内(见图3),为使链轮可以以回转中心为轴线自由旋转,定位块外圆与链轮轴孔采用间隙配合。由于电火花线切割机床为无切削力加工,故链轮不需要压紧便可加工。
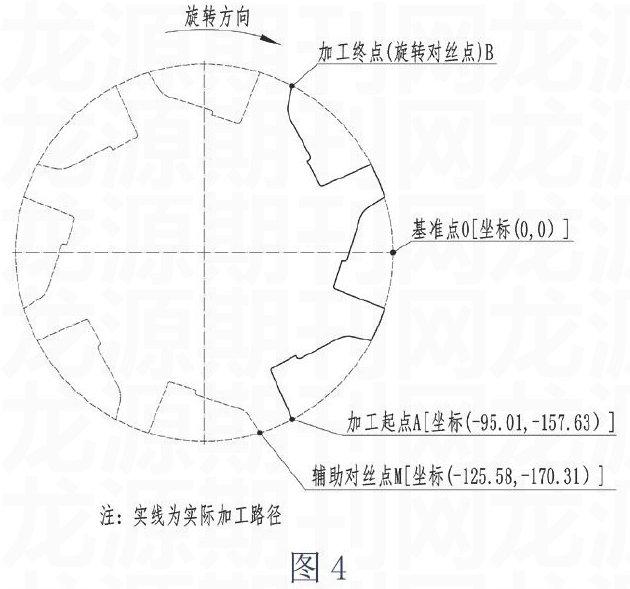
由图3可以看出,链轮装夹在横梁上后,钼丝运动范围被限制在横梁两侧,如强行按照链轮齿槽轮廓加工将会导致钼丝与机床横梁接触,损坏横梁。经计算得出,钼丝一次运动最多可加工3个齿槽,加工路径见图4(注:实线为实际加工路径),将绘制好的图形输入到线切割机床的控制电脑中。
利用圆周的几何特性和线切割机床的电子坐标显示器可准确找到图4所示齿顶圆上的点O,将其坐标设为(0,0),作为基准点。通过计算得出加工起点A的坐标为(-95.01,-157.63),手动将钼丝的位置由O点移动至A点开始加工,至终点B结束,此时已完成3个齿槽的加工。
接下来的切割需保证齿槽在圆周上的均匀分布,经过对图纸的仔细分析后,我们利用链轮的圆周特点结合线切割机床火花可见的特性创立了旋转对丝法。
由图4可知,上次加工终点B在顺时针旋转一定的角度后可与加工的第一个齿槽之前齿槽的终点重合,把这个点定为辅助对丝点M,其坐标为(-125.58,-170.31)。将钼丝移动到M点,打开机床变频,沿顺时针方向缓慢转动链轮,使B点逐渐向M点也就是此时钼丝所在的位置靠近。当B点与钼丝接触打出火花时说明B点M点已经重合,再将钼丝移动到A点(-95.01,-157.63)位置,启动自动切割,机床按上次的切割路径切割接下来的3个齿槽。切割完第6个齿槽后,再次重复旋转对丝、启动切割即可完成对剩余2个齿槽的加工,至此,链轮齿槽全部加工完毕。
3.使用效果
我们用上述加工方法试加工了一批异形齿槽链轮,还加工了其他与本例具有相同特性的活件,如起重链轮、大模数齿轮等,均达到了图纸要求。
4.总结
本文介绍的加工方法有几点需要注意:
首先对活件齿顶圆精度要求较高,否则对丝时会影响精度;其次,线切割机床最好配有电子坐标显示器,传统的刻度手轮在移动钼丝时难以达到要求。
實践证明,用此种方法加工,工装简单,操作简便,保证了加工精度,缩短了加工周期,减轻了劳动强度,同时扩大了线切割机床的加工范围。
