CO2半自动气体保护焊的工艺探讨
2015-10-21韩文兴
韩文兴

[摘要]CO2半自动气体保护焊技术优质、高效、节能、用电量低、低排放、环境友好,是我国重点推广的应用技术,CO2半自动气体保护焊对于操作熟练的焊工来讲不成问题,但对于初学者要想快速地掌握焊接操作要领,焊出高质量的焊缝,也需要下一番功夫。在CO2半自动气体保护焊的培训教学工作中,通过实践的验证,总结出一些学习CO2半自动气体保护焊的一些关键事项:一、焊接设备的构成及特性;二、焊接工艺特点;三、焊接工艺参数的使用;四、CO2半自动气体保护焊的操作要领等。希望本文能对所有初学的焊工,能在操作技能的快速掌握和操作技巧方面起到一定的指导意义。
[关键词]CO2半自动气体保护焊;焊接工艺;焊接技术要领
前言
CO2气体保护焊是一种主要以CO2气体作为保护气体的焊接技术,简称CO2焊。CO2焊是熔化极气体保护焊,早在20世纪50年代初期,首先由前苏联和日本等国家的学者研究成功,半个世纪以来,已经发展成为一种重要的电弧熔焊技术,据不完全统计,美国、日本、韩国、俄罗斯等国家CO2气体保护焊在焊接工作量中占的比重很大,国内近些年CO2气体保护焊的应用也得到了快速的推广应用。
按CO2气体保护焊的完成过程可分为CO2气体保护焊自动焊和CO2半自动气体保护焊。CO2半自动气体保护焊可实现自动送丝,一个熟练的焊工对掌握CO2半自动气体保护焊操作基本不成问题,但要想快速地掌握操作要领,焊出高质量的焊缝来,也不是很容易的事。在从事CO2半自动气体保护焊的培训教学工作中,通过实践的验证,总结出一些学习CO2半自动气体保护焊的关键事项,对初学者快速掌握CO2半自动气体保护焊可能有所帮助,谨供大家参考。
1焊接设备的构成及特性
(1)CO2半自动气体保护焊设备由四部分组成:
1)供气系统由气瓶、减压流量调节器及管道组成,有时为了除水,气路中还需串联高压和低压干燥器。会对供气系统正确使用就可以。
2)焊接电源要熟悉控制面板上各调节钮的作用和用法。
3)送丝机构由机架、送丝电动机、焊丝矫直轮、压紧轮和送丝轮等,对送丝机构的了解主要是让送丝机构能匀速输送焊丝。这里特别强调更换焊丝时要注意压紧轮的调节。
4)焊枪主要由导电嘴、喷嘴、分流环、绝缘套、枪体和软管电缆等组成。构造如图1所示。
初学者要注意导电嘴和焊丝之间的间隙,如果导电嘴和焊丝之间的间隙过大,导电效果就会变差,电弧不稳定。另外需要注意喷嘴的内径和外径,因为目前国内尚无统一的标准,都是厂家按现行的焊枪喷嘴实物样品组织生产供应的,很多喷嘴外径相同但内径不同,长度也不一样,如果匹配不好就会影响保护效果,也影响焊缝的成形和质量。
(2)常用的CO2半自动气体保护焊电源有一元化调节电源和多元化调节电源。
1)一元化调节电源只需用一个旋钮调节电流,控制系统自动使电弧电压保持在最佳状态,如果焊工对所焊的焊道成形不满意,可适当调整焊接电流,以保持最佳匹配。
2)多元化调节电源的焊接电流和电孤电压分别用两个旋钮调节,这种控制方式调节工艺参数很麻烦,但因为这类焊接电源生产的早,价格也便宜,一般生产企业用得比较多。对于初学CO2半自動气体保护焊者,在焊接电流和电弧电压两工艺参数调节匹配上遇到挫折,换个角度说,如果焊接电流和电弧电压不匹配,焊缝成形很差或根本焊缝不成形。
2CO2气体保护焊接工艺特点
(1)CO2气体保护焊是主要以CO2气体来保护焊接过程的,CO2气是一种活性气体,在高温电弧下会发生一系列的冶金变化,它对焊缝的质量影响很大,了解掌握这方面的知识,对防止焊接缺陷,提高焊接质量是有很大帮助的。
(2)当CO2气直接喷射到焊道上,CO2气体在高温电弧下发生一系列的分解,这一过程是个吸热过程,对熔池起到冷却的作用,即保护熔池又起到冷却作用,CO2气体的这个特点直接决定了焊接的特点:电流密度大,焊丝熔化速度快,熔池大但存在时间短,焊接时可以横向小幅度快速摆动,焊道成形优美等。
3CO2半自动气体保护焊接工艺参数的使用
(1)焊接电流(I)
1)焊接电流决定着焊丝和母材的熔化量。焊接电流越大,焊丝和母材的熔化量也越大,熔深越大,余高增高。通常情况下,增大焊接电流的同时,必须提高电弧电压,否则,焊缝的熔深剧增,熔宽略增,形成窄而深的焊缝,即焊缝的成形系数变小,易产生气孔和热裂纹。
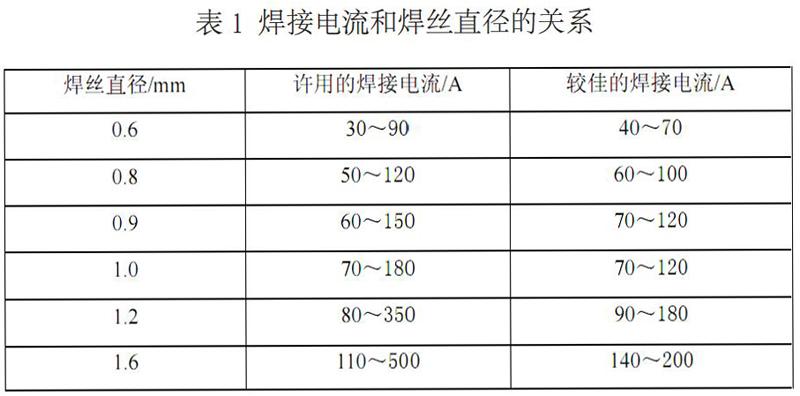
2)焊接电流的选择依据是:母材的厚度、焊丝直径、焊缝的空间位置、焊接接头及坡口形式,其中焊丝直径和焊缝空间位置是选择焊接电流的主要因素,焊接电流与焊丝直径的关系如表l所示。
(2)电弧电压U
1)电弧电压是CO2气体保护焊十分重视的一个工艺参数,它直接影响了电弧的稳定性、熔滴的大小、过渡形式、焊接飞溅和焊缝成形等。电弧电压过高,熔滴颗粒度增大,飞溅变大。电弧电压过低,弧长缩短,甚至导致焊丝与熔池固体短路,焊丝成段爆断,电弧极不稳定。
2)电弧电压对焊缝成形的影响很大,电弧电压升高,熔宽增大,余高减小,焊趾平滑。反之,熔深增大焊缝变窄变高。
3)电弧电压值的选择应该根据焊接电流而定,以短路过渡形式的CO2半自动气体保护焊,为获得良好的焊接过程,电弧电压必须与焊接电流相匹配,其关系式为:
I<250A时,U=(0.04I+16)±1.5
I>250A时,U=(0.04I+20)±1.5
通过以上计算公式可以看出,电弧电压的计算值与实际最佳焊接电压值之间上下相差3V,很多焊机没有微调电压装置,可以通过试焊上下微调焊接电流,直到获得匹配的焊接电流与电弧电压。
4)电弧电压和焊接电流不匹配的直观表现为:当电弧电压过低时,焊丝短路现象严重(表现为焊丝插进熔池后立即融化),或当焊丝伸长偏短时能正常焊接,稍长就出现顶丝现象;当电弧电压过高时,焊丝刚伸出导电嘴就融化,焊丝端头始终有滴状金属小球存在,过渡频率偏低。
(3)焊接速度(v)
焊接速度对焊缝成形的影响较大,在焊丝直径、焊接电流和电弧电压不变的条件下,随着焊接速度的增加,焊缝的熔深、焊宽和余高均减小(根据线能量公式:q=IU/v可知随焊接速度的增加熔深而减小,同时焊接电流不变焊丝的熔化量也不变,焊接速度的增加就会焊宽和余高均减小)。焊接速度过慢,焊道变宽,余高增大,液态金属堆积太多还会出现假焊现象,合适的焊接速度为30~60mm/min,但焊接速度应视板厚、坡口形式、空间位置和焊缝尺寸等因素由焊工自己掌握。
(4)焊丝伸出长度(1伸)
焊丝伸出长度是指从导电嘴到焊丝末端的这段焊丝的长度,它是影响焊接过程稳定性的因素之一。焊丝伸长过大,电弧不稳,飞溅大,焊缝成形恶化,喷嘴离工件远,气体保护效果差,导致气孔的产生。焊丝伸长过小,操作视野差,喷嘴易被飞溅堵住,还可能烧坏喷嘴和导电嘴。合适的焊丝伸出长度(L)≈(10~12)d(d为焊丝直径)。如果焊丝的电阻率高,预热作用强,适当减小焊丝伸出长度;如果焊接电流大(或送丝速度增快),焊丝的预热时间短,适当增加焊丝伸出长度。
(5)焊枪的倾角(θ)
1)焊枪的倾角就是焊枪向焊接方向的倾角或向焊接相反方向的倾角。如果是右手握焊枪,焊枪向焊接方向有一个倾角,称右焊法(或后倾法),熔深增大熔宽减小。焊枪向焊接相反方向形成一个倾角,称左焊法(或前倾法),熔深减小熔宽增大。
2)平焊和横焊时,要根据具体焊接材料的材质、厚度和具体的工艺要求来选择用右焊法(或后倾法)还是左焊法(或前倾法),但是不管是哪种焊法都要注意倾角不要太大,一般在10°~20°之间。
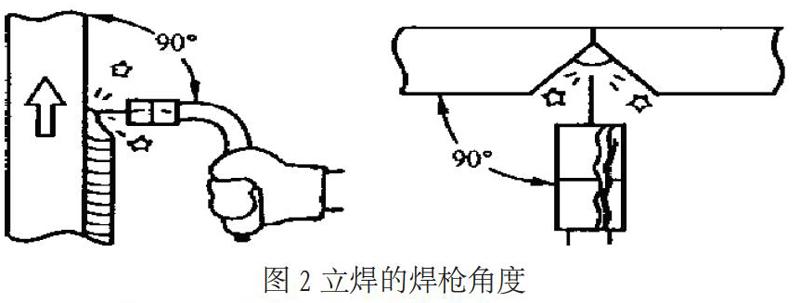
3)立焊时,焊枪的倾角最好与焊接方向成90°,当倾角与焊接方向过大时,熔池在焊接前方形成,熔滴有下淌的可能,焊缝金属易下垂,形成凸形焊缝,易产生咬边。立焊时焊枪角度如图2所示。
(6)气体的流量(Q)
当焊接电流I≤200A时,CO2气的流量在10~15L/min之间选择;当焊接电流I≥200A时,CO2气的流量在15~20L/min之间选择。在室外焊接作业时气体流量应加大一些,但要注意加大气体的量,过量的气体有可能卷入电弧区,产生气孔,对熔池起到冷却加速,影响焊接的稳定性。
4CO2半自动气体保护焊接的操作要領
(1)CO2半自动气体保护焊引孤的基本方法是焊丝伸出喷嘴外约20mm,使焊丝末端距离焊件3~5mm,保持不动,按开关通电、送丝、送气,使焊丝顶焊件爆断引燃电弧,注意电弧引燃时焊丝顶焊件的发作用力会使焊枪反弹。
(2)CO2半自动气体保护焊起弧的基本方法有原点起弧法、焊丝划动起弧法和折回起弧法等,根据个人习惯使用。
(3)CO2半自动气体保护焊接时注意焊枪的摆动不要太大,不要超过喷嘴内径的1.5倍,否则气体保护效果不好,会产生气孔。其次要在焊接过程中保持喷嘴到焊件的距离一致,克制送丝动作,否则会影响焊接质量。
5结论
通过在CO2半自动气体保护焊的教学中验证,在焊接时掌握并注意以上事项,对老焊工能有一个提高的过程,对于初学者,在焊接技能的快速掌握、减少焊接缺陷、保证焊接质量、减少焊材的消耗等达到事半功倍的效果,这就是本文对生产实际的指导意义。
