新型高效内镶贴片式滴头研制
2015-10-21战国隆
战国隆
摘要针对内镶贴片式滴灌带生产过程中在生产线选盘中滴头易反片、倒片,造成产品合格率低的问题,研究以提高滴灌带产出合格率为目标,创新设计了集正反面流道、中心打孔框和正反流道同一梳型进水口的滴头结构,并研制出高效内镶贴片式滴头。生产的内镶贴片滴灌带达到美国工程师协会(ASAE)和国际标准组织(ISO)中A类产品标准,水力性能好,产出合格率提高了2.97%,有效地解决了滴灌带生产过程中滴头反片、倒片的问题,提高了产品合格率。
关键词滴头;反片;倒片
中图分类号S22文献标识码
A文章编号0517-6611(2015)31-344-02
New and Efficient Research within Embedded Emitter
ZHAN Guolong(Dayu WaterSaving(Tianjin) Co. Ltd., Tianjin Key Laboratory of WaterSaving Irrigation Equipment Company, Tianjin City Dayu WaterSaving Irrigation Technology Research Institute, Tianjin 301712)
AbstractThe inlaid patch type drip irrigation with production process in the production line of the selected disk anti sheet, rewind, caused low output of qualified rate. With improving the qualification of drip irrigation belt products as the goal, the positive and negative flow, center punch frames and shared comb type water inlet dropping head structure was designed, efficient embedded chip drop head was developed. Production of inlaid drip irrigation belt to achieve product standard of the American Society of Mechanical Engineers (ASAE) and the international standards organization (ISO) in class A, output to improve the qualified rate of 2.9%, an effective solution to the drip irrigation belt production process for film, rewind, and improve the qualified rate of the product output.
Key words Emitter; Antisheet; Rewind
内镶贴片式滴灌带生产过程中滴头的传送是利用选盘旋转产生的离心力将滴头甩至选盘边缘的卡轨中,再不断运送到输送轨道进行滴灌带的生产。在生产线选盘上设计有多个选片气嘴,利用气流分别将堆叠的、未卡在卡轨中的反片、倒片滴头吹离卡轨,确保滴头在进入输送轨道是滴头流道成型面朝上,保证滴灌带的正常生产。但由于气嘴气流可靠性相对较差,不能完全吹走卡在卡轨内的反片及倒片,易导致设备故障,造成合格滴灌带产出率下降。在公司调查显示,内镶式贴片滴灌带生产中12%左右故障是由反片、倒片引起的,而此类故障直接导致的产品废品率占总废品率的12%以上。因此,设计一种生产加工时降低反片、倒片的现象的内镶片式滴头,对于保证生产的连续性和稳定性、降低机械故障率、提高滴灌带产出合格率是十分必要的。
1滴头设计
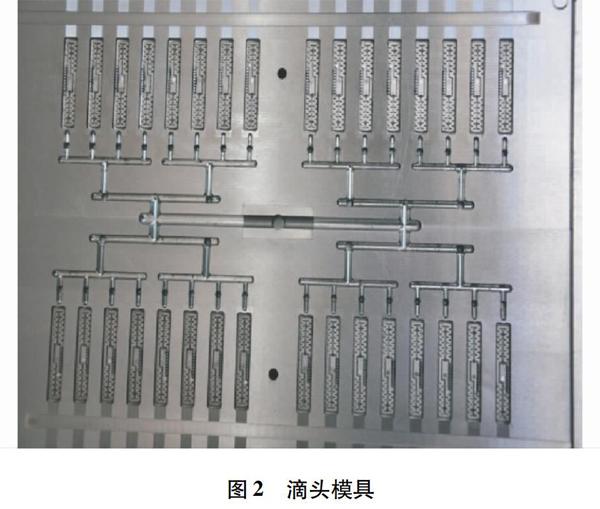
通过对内镶贴片式滴灌带实际生产加工过程中长期观察与总结,若将滴头设计为正反面相同流道结构,在选盘上的滴头进入导轨后无论滴头是正反,还是倒顺都不会产生因反片、倒片导致机械故障,影响产品正常生产。根据此思路,在滴头正反两面都设计了相同的流道和共用的梳型进水口,并将打孔框设计在滴头的中心位置,无论正反,打孔位置、流道结构、进水口均相同。同时,结合现有生产线选盘结构,设计出了正反面流道的新型滴头结构,滴头设计如图1所示。
2滴头制造
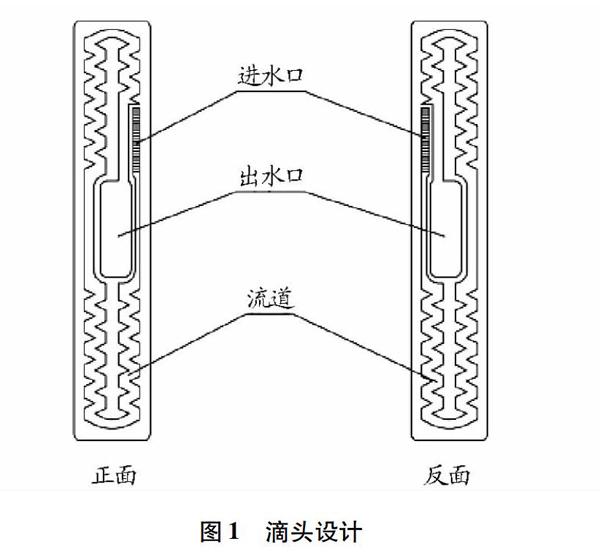
利用人工智能、结构力学、流体力学ANSYS软件相结合进行滴头水力性能的模拟[1],结合公司现有生产线选盘和注塑机实际情况,采用快速成型技术进行样品试制、试验,依据实测结果进行反复修正,最终定制了64腔滴头模具,如图2;制造出了内镶贴片式滴头,研制新型的滴头见图3。
3性能检测
根据美国工程师协会(ASAE)和国际标准组织滴灌带标准《Agricultural irrigation equipmentEmitters and emitting pipeSpecification and test methods》(ISO9261:2010)进行了滴灌带水力性能测试,滴头制造偏差为1.32%,流量偏差为0.94%,均小于3%,达到标准中A类产品要求;滴灌带压力与流量关系见图4,流态指数为0.473 2,补偿性能较好。
4产出合格率对比试验
为了进一步检验产品是否能达到提高产品产出合格率的目的,根据企业实际订单,利用公司生产车间6条同厂家相同规格型号内镶贴片式滴灌帶的生产线、研制的滴头与公司常规生产用2L/h滴头,在编号为1-6生产线进行了5万
由表1可知,常规滴头产出合格率均在92%以下,研制的正反面滴头产出合格率都在93%以上,平均产出合格率均值提高了2.97%。可以说研制的新型滴头达到了提高合格产品产出合格率的目的。
5结论
创新设计的正反两面流道、滴头中心打孔框和正反面同一梳型进水口的滴头结构,无论正反面哪面贴在滴灌带内壁上,都可保证滴灌带连续正常生产,产品合格率由原来的91.02%提高到93.99%,降低了因滴头反片、倒片造成机械故障,提高了内镶滴灌带产出合格率;研制的新型内镶贴片式滴头制造偏差为1.32%,流量偏差为0.94%,均小于3%,达到ISO9261:2010《Agricultural irrigation equipmentEmitters and emitting pipeSpecification and test methods》标准中A类产品要求,水力性能较好。
参考文献
[1] 范永申, 仵峰, 李金山,等. 微压滴灌灌水器的研制[J].节水灌溉,2005(4): 34-35.
[2] DE KREIJ C,VAN DER BURG A M M,RUNIA W T.Drip irrigation emitter clogging in Dutch greenhouses as affected by methane and organic acids[J].Agricultural water management, 2003, 60(2):73-85.
[3] 陈海斌, 史庆南, 王效琪. 滴灌灌水器结构与流体流动特性的研究[J].扬州大学学报,2006(3):122-125.
[4] 赵德菱, 方部玲. DL 型螺纹式滴头的研制[J].节水灌溉,1998(5):26.
[5] 刘刚, 薛群基. 新型螺旋式抗堵塞滴头的研制[J].节水灌溉,2002(5):7-9.
[6] 郑耀泉. 试论我国滴头性能技术指标和结构型式的选择问题[J].灌溉排水,1992,11(2):8-13.
