成型工艺对高压断路器用喷口性能的影响研究
2015-10-19罗军袁端鹏韩丽娟
罗军 袁端鹏 韩丽娟
(平高集团有限公司,河南 平顶山 467001)
成型工艺对高压断路器用喷口性能的影响研究
罗军 袁端鹏 韩丽娟
(平高集团有限公司,河南 平顶山 467001)
为了提高高压断路器用灭弧喷口性能,试验对喷口模压成型工艺进行了研究。研究结果表明,随着压力的增大,喷口材料综合性能先上升后下降;在相同压力下,随着保压时间的延长,喷口材料性能先上升后趋于不变;喷口材料微观结构分析为其性能变化提供了合理的解释。
灭弧喷口;成型工艺;拉伸强度;电气强度
1 引言
灭弧喷口是高压断路器核心绝缘部件,在断路器开断过程中起着关键作用,严格的使用环境要求喷口具有优良的电气性能、力学性能和耐化学腐蚀性能。目前高压断路器用灭弧喷口主要由聚四氟乙烯(PTFE)和无机填料组成,PTFE作为喷口基体材料,不仅具有优异的力学性能和电气绝缘性能,还具有高的光反射性能、稳定的化学性能;三氧化二铝(Al2O3)具有良好的理化性能,作为填料可以有效提高PTFE的耐高温、耐电弧性能[1-2]。
PTFE树脂熔体粘度极高,且在剪切力作用下熔体易碎,因此PTFE的成型过程是先将树脂冷却压成预成型体,烧结并冷却成有一定强度的制品,再经二次加工成最终产品。PTFE常用的成型方法有模压成型、液压成型、柱塞挤压成型等,其中模压成型是一种最简单、最直观的成型方法,是复合聚四氟乙烯喷口制备中采用最广泛的方法之一。
模压成型复合PTFE的制备与性能研究目前已有较多报导,但主要集中于力学性能和摩擦磨损性能等方面[3-5]。本文通过研究模压成型加载压力大小及保压时间对喷口密度、拉伸性能以及电性能的影响,优化了喷口压制成型工艺。
2 试验部分
2.1 试样制备
试验原料为PTFE(模塑料一级粉,中昊晨光化工研究院),Al2O3粉末(郑州正大铝业有限公司)。主要成型设备为电子压力试验机(WDW-Y1000,济南鑫光试验机制造有限公司)。
喷口材料试样制备流程为混料、模压、烧结、机加工成型。原材料PTFE和Al2O3预处理后,按照适当比例称取原材料,采用高速混合机(SHR-50A,张家港市宏基机械有限公司)充分混合。图1为粉体模压成型原理图,将经过混合、粉碎、过筛的Al2O3填充PTFE复合粉体装入钢模内,借助于压头和垫块,通过压力机将粉体在模具内压制成坯体,坯体尺寸为φ60×60mm。压制毛坯的烧结采用箱式电阻炉(SXII-8-10,天津实验电炉厂),烧结温度375℃。烧结后机加工成规定尺寸的试样,加工设备为数控车床(NEXUS200-ⅡL,日本Mazak)。

图1 粉体模压成型原理图
首先在其他工艺参数一定的条件下,模压成型制备不同压力的喷口试样,然后按照测试标准加工成不同形状尺寸的试样,压力大小分别为10MPa、20MPa、30MPa、40MPa、50MPa。通过测试喷口材料性能确定最优的压力值后,设置1min、2min、3min、4min、5min等不同的保压时间压制喷口制备试样,确定最佳压制时间。
2.2 性能测试
喷口材料性能检测项目、测试设备及型号、采用的测试标准等如表1所示。

表1 喷口性能测试
3 试验结果及讨论
3.1 加载压力的影响
本文采用前面所述测试方法对压力大小分别为10MPa、20MPa、30MPa、40MPa、50MPa的模压成型喷口材料试样进行性能检测。
3.1.1 密度
图2为不同压力下喷口试样密度随加载压力变化情况,测试结果表明,在压力较低时,随着成型压力的增大,喷口密度逐渐增大,且几乎线性增大;当压力提高到30MPa后喷口密度先缓慢增大后开始呈下降趋势。密度测试采用浸渍法,其表达式为:
(1)
其中ρS为试样密度,mS.A为试样在空气中的质量,mS. IL为试样在浸渍液中的表观质量,ρIL为浸渍液密度。当压力增大到50MPa时,坯体局部区域应力集中处开始产生微裂纹,采用浸渍法测试试样密度时,在微裂纹附近会吸附微小的气泡,使测得的mS.IL值变小,导致测试的密度值变小。
3.1.2 拉伸性能
试验通过改变加载压力的大小研究了压力对喷口材料拉伸性能的影响,图3为不同压力下喷口材料拉伸强度和断裂伸长率。压力较小时,喷口力学性能较差,这是因为压力偏低时,粉体颗粒粘结差,各部分受力不均匀性大,粉体材料内部气体不能完全排除,烧结过程中粉体收缩时容易产生烧结应力,形成内部气隙和微裂纹;在材料受拉伸时,气隙和微裂纹的存在会造成应力的明显集中,最终导致喷口力学性能的下降。而随着加载压力的提高,粉体致密度随之提高,密度分布也更加均匀,喷口材料性能逐渐提高,在加载压力为30MPa时,喷口拉伸强度和断裂伸长率都达到很高值。随着加载压力的进一步提高,喷口力学性能提高不明显,当压力从40MPa增大到50MPa时性能开始下降,这是因为压力过高时,粉体内部产生较大的弹性形变反致产品开裂,导致拉伸强度和断裂伸长率下降。
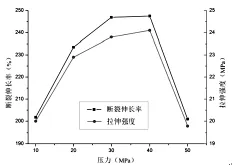
图3 不同压力下喷口材料拉伸强度和断裂伸长率
3.1.3 电气强度
喷口材料电气强度随成型压力变化关系如图4所示。随着加载压力的增大,喷口材料电气强度表现出先缓慢上升后下降的趋势。由前面的分析可以知道,加载压力过小容易在喷口内部产生气隙和微裂纹,压力过大也会产生内部应力,形成微裂纹;在工频耐压过程中,电子在气隙和微裂纹附近集聚,严重影响电场分布,引起微裂纹区域的电场强度上升,导致微裂纹提前击穿放电,造成喷口电气强度下降。
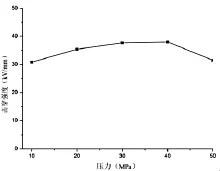
图4 喷口材料电气强度随加载压力变化关系
3.1.4 微观结构
PTFE为高韧性材料,受力时变形很大,采用常规加工方法难以获得能反映其内部结构的试样。本实验采用特殊的制样方法,获得了能真实反映喷口材料内部原始结构的样品,并利用扫描电子显微镜进行了微观结构检测,结果如图5所示。图中可以看出,在加载压力为10MPa时,喷口内部存在尺寸约为80μm的微孔缺陷;随着压力的增大,喷口内部的致密度逐渐提高,压力达到30MPa时,喷口内部已完全致密,而当压力增大到50MPa时开始又出现明显的微裂纹。微观形貌的检测结果很好的解释了喷口材料性能随成型压力变化的原因。
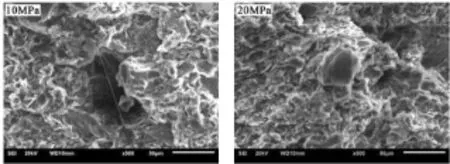
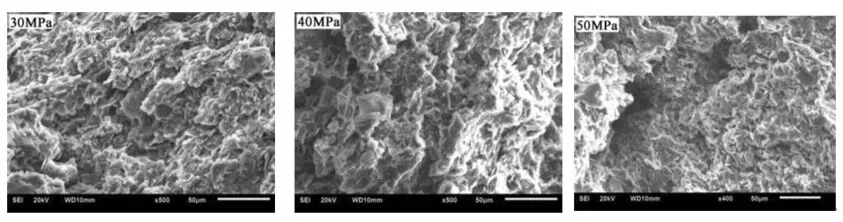
图5 不同压力下喷口材料的显微结构
不同加载压力对喷口材料性能影响结果表明,采用模压成型法制备喷口时,加载压力过高或过低都会严重影响喷口性能,而压力由30MPa增大到40MPa时,喷口性能提升不明显,且对压制模具的损害增大,缩短模具使用寿命,综合考虑选择30MPa作为最佳压制力。
3.2 保压时间的影响
试验采用30MPa的压制力,进一步研究了保压时间对喷口各项性能的影响,结果如表2所示。喷口材料随保压时间的延长,试样各项性能都增大,增幅也是先快后慢,当保压时间为4min时达到最大值,随后保压时间继续延长时,喷口性能几乎不变。粉体材料在受压过程中,保压时间较短时,粉体内部气体来不及完全逸出,内部应力来不及完全消除,最终产生裂纹导致其性能下降。当保压时间足够以后,粉体颗粒充分变形,致密度逐渐提高,喷口性能也随之提升。

表2 不同保压时间下的喷口材料性能
4 结论
(1)模压成型法制备喷口时,随着加载压力的增大,喷口力学性能和电性能先上升后下降,在压力为30MPa时达到理想值;随着保压时间的延长,喷口性能逐渐上升后趋于不变,保压时间为4min时性能最佳。
(2)喷口材料的微观形貌表明,模压成型时加载压力过大和过小,喷口内部都会产生一定数量的气隙或微裂纹,这为喷口性能的变化提供很好的解释。
[1]李仰平,周庆,刘翔. 复合聚四氟乙烯耐电弧烧蚀及其介电性能的试验研究[J]. 绝缘材料,2006,39(2):36-38.
[2]袁端鹏,林生军,郝留成,等. 混料方式对聚四氟乙烯灭弧喷口性能的影响研究[J]. 绝缘材料,2015,48(3):55-59.
[3]魏美英,汪海风,王菊华等. MoS2填充PTFE复合材料的制备及性能研究[J]. 材料导报,2013,27(21):59-61.
[4]黄丽,杨儒,郭江江等. 微米和纳米SiO2改性聚四氟乙烯的摩擦磨损性能[J]. 复合材料学报,2004,21(4):82-86.
[5]颜录科,李炜光,孙增智. 玻璃纤维/聚四氟乙烯复合材料的制备与性能研究[J]. 绝缘材料,2010,43(4):3-5.
国家电网公司科技项目(大容量高压开关设备用耐烧蚀灭弧喷口关键技术研究)。
TM561.3
A
1003-5168(2015)11-055-02
罗军(1987.12-),男,工程师,主要从事高压开关设备用绝缘材料的研究工作。
