G71指令在车削薄壁零件加工中的教学应用
2015-10-14文金龙杨益梅
文金龙 杨益梅
摘 要:针对薄壁零件的车削加工工艺特点,借助G71指令的切削功能特点,简化零件加工工艺,避免零件重复装夹误差和装夹调整,从而达到提高零件加工质量和效率。
关键词:薄壁;调头;轴向受力;变形
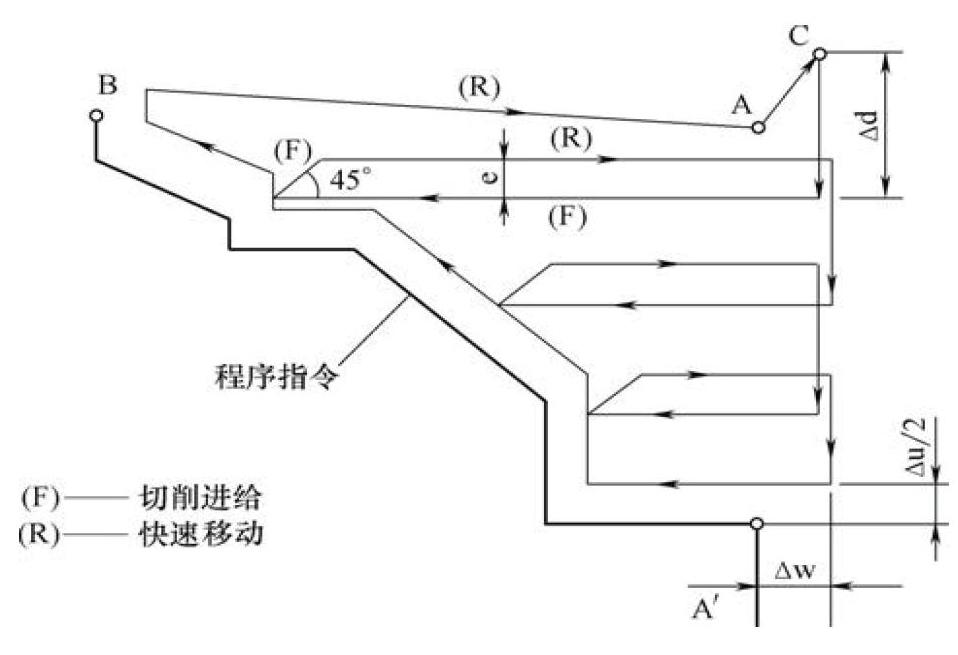
1 G71加工走刀轨迹示意图及程序格式
2 减少薄壁零件加工变形的工艺措施
一般减少薄壁零件加工变形的措施有:分阶段加工;采用轴向切削加工;采用轴向夹紧夹具;增大装夹面积等方式来实现。
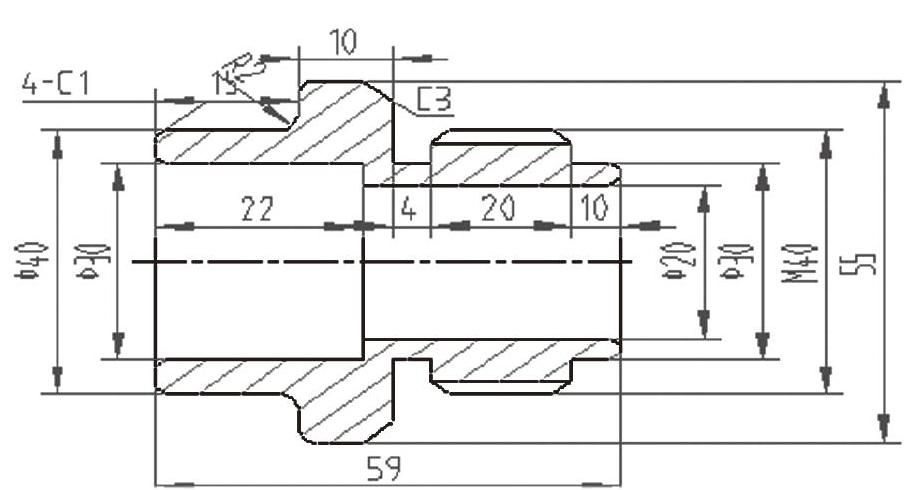
本文以上图为例,讲解巧用G71轴向走刀特点,工件受轴向切削力,达到减少工件变形目的。针对该零件在教学中,学生一般工艺分析是加工左端Φ40、Φ55处,先内后外,调头再加工右端,装夹在Φ40处,为保证总长需平端面,这是由于Φ40处壁厚只有5mm,零件调头后切右端面时,受到径向力且夹紧处与受力点距离较远,致使Φ40处变形,若本零件是单件小批量生产,不适宜采用增大装夹面积和采用专用夹具等方式来减少加工变形,故出现这种情况只能通过改变工艺。教师一般采用先加工右端,但螺纹不加工到位,调头加工左端时装夹在M40处,加工左端,切左端断面,保证总长及切削螺纹退刀槽,再调头装夹左端Φ40处,加工右端螺纹,使其在零件刚性良好时,把需要径向切削部位先加工完成。这种方法,需要重复装夹,在加工过程中必须采用打表检测,才能保证零件形位公差,致使对操作者的技术水平要求提高、加工效率降低。本文利用G71指令的轴向切削特点,只需在程序中作小小改变,就能避免上述问题。
3 编程实践
本文阐述的加工工艺和学生想的一样,先加工左端Φ40、Φ55处,采用先内后外、先粗后精,再调头加工右端,利用G71加工外轮廓时,将G71加工的外轮廓作一定调整,如图所示走刀轨迹及将平端面的工序并入车外圆的工序内,巧利用G71轴向走刀功能,简化加工工序,完成零件加工,提高加工效率,保证加工质量。调头后编程原点设在左端,此时左端已加工完成,假设剩下工件长度65mm,
4 结束语
实践证明,采取本工艺措施可以有效的解决薄薄壁零件加工变形及加工精度不高、装夹复杂等问题。利用数控机床G71指令特性,可以很好解决加工中的一些实际问题,提高产品加工效率、质量。图中由于退刀槽距离装夹位置较近,故在切槽时,不会引起零件的变形。
参考文献
[1] 连苏宁.机械制造技术[M].西安:西安交通大学出版社,2007.
[2] 王先逵.机械制造工艺学[M].北京:机械工业出版社,2000.
[3] 谢骐. 数控车削加工工艺问题的探讨[J].机床与液压,2007,35(3):223-224
[4] 许景芳.薄壁零件的车削工艺[J].机械,2007(S1):3-4.
[5] 张伟.车工操作技能手册[M].北京:机械工业出版社,2004.
