乙二醇溶液中高溶解度盐脱除工艺模拟
2015-10-13梁羽贺三林林王赟邹永莉袁宗明
梁羽 贺三 林林 王赟 邹永莉 袁宗明
1.中海石油深海开发有限公司 2.西南石油大学
乙二醇溶液中高溶解度盐脱除工艺模拟
梁羽1,2贺三2林林1王赟2邹永莉2袁宗明2
1.中海石油深海开发有限公司 2.西南石油大学
深水天然气田开发中,常用乙二醇作为水合物抑制剂。由于深水气田的采出水中含有大量的盐,常规的乙二醇再生回收系统在处理高含盐的乙二醇富液时,将产生结垢问题。这将对海上平台的生产系统带来严重影响,甚至可能导致平台停产。因此,深水气田开发时需在乙二醇溶液再生回收的同时将其中的盐脱除。针对乙二醇再生脱盐回收系统中的高溶解度盐脱除系统部分,利用Aspen Plus建立了其核心工艺流程,并模拟和分析了乙二醇脱高溶解度盐系统中循环温度、循环流量、原料含水率等因素对系统工艺的影响规律。结果表明,针对本文的实例,在工程上采用0.15MPa的闪蒸压力(绝压),141~145℃的循环加热温度,循环流量是进料物流流量的60倍是可行的。
深水 乙二醇再生 脱盐 Aspen Plus 工艺模拟
深水油气田开发是当前海上油气勘探与开发的发展趋势,随着大型海上深水油气藏的不断发现和深海开发技术水平的不断提高,全球海上油气的勘探与开发正在由浅水向深水的方向转移。在海洋深水气田开发中,一种常用开发模式是采用水下井口工艺,从井口出来的天然气,经海底管道送至生产平台进行处理。为防止输送过程中产生天然气水合物,目前常用的方法是在井口注入乙二醇(monoethylene glycol,以下简称MEG)并进行回收[1-2]。采出水中的盐易导致常规的乙二醇回收系统结垢[2-3],严重影响生产。因此,乙二醇在再生的过程中脱去由地层水引入的盐是非常重要的。目前,国际上成功开展乙二醇回收脱盐系统研发制造与应用的公司主要有Cameron、Aker Solutions、CCR、COMART等[4-7],我国刚刚开始起步。
1 乙二醇中高溶解度盐脱除方法
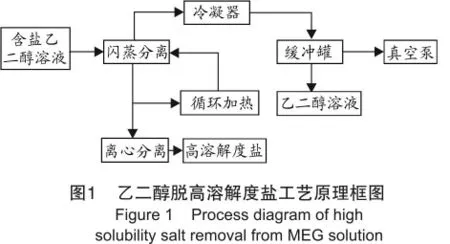
由乙二醇富液带出来的采出水中的高溶解度盐主要为NaCl和KCl,在乙二醇的再生回收过程中,目前的工艺都是利用加热蒸发,促使NaCl和KCl在乙二醇溶液中达到过饱和状态,从而结晶析出。待晶体长大到一定粒度后,再用离心机进行分离。蒸发出来的乙二醇和水蒸气则利用冷凝器冷凝为液体即可进行回收。为了降低蒸发的温度,一般采用负压闪蒸的方式进行乙二醇溶液的蒸发。
2 工艺流程的模拟
乙二醇脱高溶解度盐系统的核心包括闪蒸分离器的负压闪蒸、强制回流提供热量、离心机的离心手段减小乙二醇损失等。在乙二醇脱高溶解度盐工艺中,除离心机可以间歇运行外,其余的动设备都是连续运行。因此,以下的模拟中不包括离心机的模拟。模拟采用Aspen Plus软件进行。
2.1 物性方法选取
物性方法是一个若干公式的集合,用于计算所模拟过程的热力学性质和热传递性质。乙二醇脱高溶解度盐系统因有水和高溶解度盐的存在而形成一个电解质系统。因此,在运用Aspen Plus对其进行数值模拟时,应选用电解质模块。适合于电解质模块的物性方法有ELECNRTL、ENRTL-RK、ENRTL-SR、NRTLSAC,且随着软件版本的不断升级,物性方法也在相应地优化。根据乙二醇脱高溶解度盐电解质系统的特点,选用的物性方法为ENRTL-RK。对于混合电解质系统,使用一个单一的热力学框架计算的活度系数、吉布斯自由能和焓,使模拟结果更接近于实际。
2.2 模型建立
根据乙二醇脱高溶解度盐系统的工艺流程,Aspen plus模拟时选用的模块有闪蒸模块、混合模块、换热模块、增压模块、分离模块。建立的模型如图2。

3 工艺模拟结果与分析
乙二醇脱高溶解度盐系统的关键是其能耗和乙二醇的回收率。因此,掌握几个重要参数如循环温度、循环流量、真空度、原料物流中二价盐离子、含水率等对系统功耗的影响情况是至关重要的。在此基础上,正确地设定系统的运行参数,以使该系统高效地运行。该系统进料S1的质量流量为7 800kg/h(其中,水为1 490kg/h,MEG为5 960kg/h,NaCl为350kg/h),压力为0.4MPa,温度为92℃。
3.1 循环温度对系统的影响
绝大部分人(89.47%)同意航空英语是工作必备,在这一点上,民航与通航,航务机务与飞行人员之间意见较为一致。总体上看,绝大部分(89.47%)的人同意或非常同意航空英语好的同事得到了更多的升职机会,其余人表示不太同意。区分航务机务人员与飞行人员的调查结果显示,航空英语好坏会对飞行类人员升职机会产生100%的影响,而对于航务和机务人员而言,影响不会如此严重,因为有15.38%的人认为英语不太会影响工作升迁。
循环温度是指强制回流的流体通过加热器加热后的物流RECYCLE的温度,循环温度越高,贫MEG在闪蒸分离器中的闪蒸速度越快,但会增大加热器的功率,从而增大乙二醇再生脱高溶解度盐系统的能耗。同时,温度过高,达到MEG的热分解温度时,贫MEG会热分解,导致该系统乙二醇的回收率降低。因此,循环温度应控制在一个合适的范围,以使能耗和回收率达到双赢。运用Aspen plus研究不同真空度下循环温度对系统(闪蒸出MEG的量、加热器功率)的影响,结果见图3和图4。
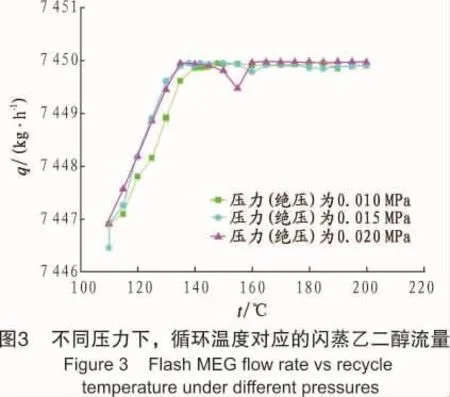

由图3可知,在不同压力下,循环温度对闪蒸分离器闪蒸出的MEG的量的影响趋势是相同的,即在一定的真空度下,随着循环温度的升高,闪蒸分离器闪蒸出的乙二醇的质量流量先急剧增加然后趋于稳定。其原因是,循环温度越高,循环物流为含盐贫乙二醇在闪蒸分离器中的闪蒸提供的热量也增加,因此能闪蒸出更多的乙二醇,但当温度超过一定值时(当闪蒸压力(绝压,下同)为0.01MPa时,温度界限为135℃;当闪蒸压力为0.015MPa时,温度界限为138℃;当闪蒸压力为0.02MPa时,温度界限为140℃),随着循环温度的增加,循环流量的变化急剧地减小。因此,循环物流为闪蒸分离器提供的热量变化很小,从而闪蒸出的乙二醇的质量流量趋于稳定。
由图4可知,在一定的真空度下,随着循环温度的升高,加热器的功率呈先急剧增加后趋于稳定的变化趋势。其原因是,循环温度越高,加热器为流体提供的热量越多,因此其功率越高。但当温度超过一定值时(当闪蒸压力为0.01MPa时,温度界限为135℃;当闪蒸压力为0.015MPa时,温度界限为138℃;当闪蒸压力为0.02MPa时,温度界限为140℃),由于受循环流量变化的影响,在循环温度升高和循环物流质量流量减小的综合变化下,加热器为流体提供的热量变化微小。
考虑到乙二醇脱高溶解度盐系统的功耗,加热器的出口温度不宜设置太高。为了能更准确地掌握不同真空度下,循环温度对加热器功率的影响情况,运用Aspen plus研究低于150℃循环温度时,对加热器功率的影响,模拟结果如图5。
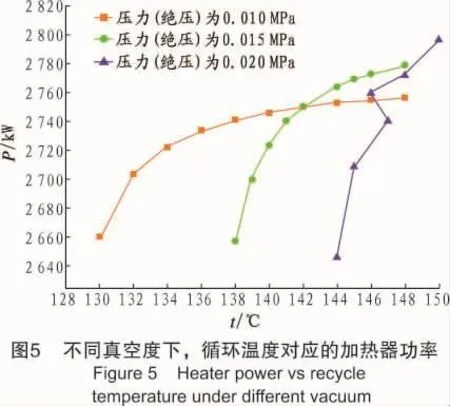
由图5可知,在真空度一定的条件下,随着循环温度的升高,加热器的功率增大。在不同的真空度下,当循环温度低于142℃时,相同温度对应的电加热器功率的大小顺序为:压力为0.01MPa时所需的功率>压力为0.015MPa时所需的功率;当循环温度在142~146℃时,相同温度对应的电加热器功率的大小顺序为:压力为0.015MPa时所需的功率>压力为0.01 MPa时所需的功率>压力为0.02MPa时所需的功率;当循环温度高于146℃时,相同温度对应的电加热器功率的大小顺序为压力为:0.015MPa时所需的功率>压力为0.02MPa时所需的功率>压力为0.01 MPa时所需的功率。
3.2 循环流量对系统的影响
循环流量是指强制回流回路物流RECYCLE的流量,在其温度保持不变的条件下,循环流量越大,为贫MEG在闪蒸分离器的闪蒸提供的热量越多,但随着循环流量的增大,会增加循环泵和电加热器的功率,从而导致乙二醇再生脱高溶解度盐系统的能耗增大。运用Aspen Plus研究不同真空度下循环流量对系统(循环温度)的影响,模拟结果见图6和图7。
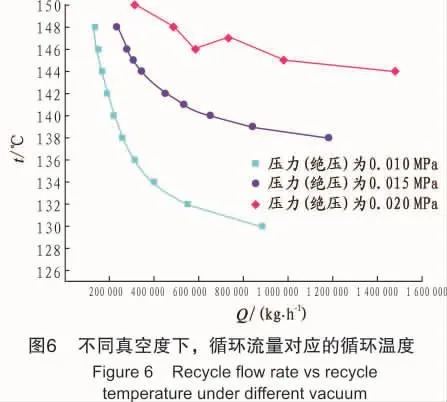
由图6可知,在一定真空度下,随着循环流量的增加,循环温度降低。其原因是,闪蒸一定量的MEG所需要的热量是一定的,因此循环物流的温度与其质量流量是成反比变化的。另外,压力从0.02MPa变至0.01MPa,相同温度下所需要的循环物流的质量流量是减小的。其原因是真空度越大,MEG的沸点越低。因此,随着真空度的增大,闪蒸相同质量流量的MEG所需的热量减小。
乙二醇再生脱高溶解度盐系统的功耗受循环温度和循环流量的影响。因此,在选择最佳参数时,应将他们对系统的影响综合起来分析,从而确定出最优的参数。不同闪蒸温度下,对应的循环流量和加热器功率见图7。

由图7可知,当循环温度改变1℃时,循环物流的质量流量的变化达到了105的数量级,而加热器的功率变化的数量级仅为10。因此,在选取闪蒸条件时,以循环温度对循环物流的质量流量的影响为主,循环温度对电加热器的功率的影响为辅。同时,若循环物流的质量流量过大,会增加加热器的换热面积,使其体积随之增大;在闪蒸分离器的循环物流进入闪蒸分离器的速度一定的前提条件下,循环流量增大,也会使循环管的直径增大。
综合考虑以上因素,以循环流量是进料物流流量的60倍为界限(即循环流量为468 000kg/h,如图7中的紫色线),在压力为0.02MPa下,相同循环量所需要的循环温度较高,热量消耗较高,相同循环温度所需的循环流量较大,动力消耗较高,从消耗角度来讲,不建议采用。压力为0.01MPa对于真空泵的可靠性和系统的严密性均要求比较高,不建议采用。压力为0.015MPa闪蒸温度相对较低,推荐采用。因此,根据Aspen Plus模拟得到的结果,推荐闪蒸条件为0.015MPa,考虑一定的温度裕量,141~145℃的循环温度是适宜的。
3.3 原料含水率对系统的影响
乙二醇脱高溶解度盐系统在乙二醇再生系统的下游,当乙二醇再生系统处理后的MEG未达到理想的状态或其他原因时,进入脱高溶解度盐系统的原料物流中的含水率就会有所波动。运用Aspen Plus研究不同真空度下循环温度为142℃时,含水率对系统的影响,模拟结果见图8和图9。

由图8可知,在不同的真空度下,随着原料物流中含水率的增加,循环物流的质量流量是减小的。其原因是,在原料物流的质量流量一定的情况下,水的沸点低于乙二醇的沸点,因此,随着含水率的增加,闪蒸一定的乙二醇和水所需的热量是逐渐减小的。另外,随着真空度的减小,在同一含水率下,循环物流的质量流量是增大的。其原因是,随着真空度的增加,乙二醇和水的沸点均降低。因此,一定量的闪蒸乙二醇和水所需的热量是减小的。
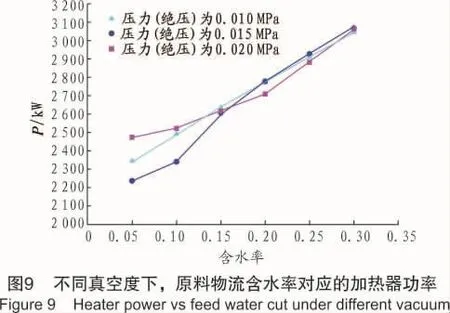
由图9可知,在不同的真空度下,随着原料物流中含水率的增加,加热器的功率不断地增大。其原因是,水的比热容大于乙二醇的比热容,即将相同质量流量的乙二醇和水在相同条件下,升高到相同的温度,乙二醇所需的热量比水小。因此,随着原料物流中水的质量流量的增加,需要的热量亦增加。
4 结论
利用Aspen Plus软件模拟分析乙二醇再生脱高溶解度盐系统的运行参数(如循环温度、循环流量、原料含水率)对系统的影响,得到如下结论:
(1)在一定的真空度下,随着循环温度的升高,闪蒸分离器闪蒸出的MEG的质量流量先急剧增加,然后趋于稳定;加热器的功率呈先急剧增加后趋于稳定的趋势。
(2)在一定真空度下,随着循环流量的增加,循环温度降低。
(3)在不同的真空度下,随着原料物流中含水率的增加,循环物流的质量流量减小;加热器的功率增大。
(4)乙二醇再生脱高溶解度盐系统的推荐闪蒸条件压力为0.015MPa,考虑一定的温度裕量,141~145℃的循环温度是适宜的。在此真空度下,循环温度为142℃时,该系统乙二醇的回收率为99.99%,加热器功率为2 750.33kW,循环物流的质量流量为450 749kg/h。
[1]晁宏洲,王赤宇,马亚琴,等.乙二醇循环系统的工艺运行分析[J].石油与天然气化工,2007,36(2):110-113.
[2]蒋洪,郑贤英.低处理量乙二醇再生工艺改进[J].石油与天然气化工,2012,41(2):183-186.
[3]张长智,万祥,胡茂宏.深水天然气田乙二醇系统结垢和腐蚀问题研究[J].全面腐蚀控制,2011,25(3):24-27.
[4]SOLUTIONS A.Market trends of MEG and TEG regeneration technology[EB/OL].2008,5,11-13.http://www.intsok.no/.../INTSOK-Web-P-Aker-Solutions-Simon.pdf.
[5]CHEN J C T.Removing solids in monoethylene glycol reclamation:U.S.Patent 8,329,963[P].2012-12-11.
[6]NAZZER CA KEOGH J.Advances in glycol reclamation technology[C]//Offshore Technology Conference,2006.
[7]DIBA K D,GUGLIELMINETTI M,SCHIAVO S.Glycol reclaimer[C]//Offshore Mediterranean Conference and Exhibition.Offshore Mediterranean Conference,2003.
Process simulation of high solubility salt removal from ethylene glycol solution
Liang Yu1,2,He San2,Lin Lin1,Wang Yun2,Zou Yongli2,Yuan Zongming2
(1.CNOOC Deepwater Development Ltd,Tianjin518067,China)
(2.Southwest Petroleum University,Chengdu610500,China)
In the development of deepwater gas field,ethylene glycol is commonly used as hydrate inhibitor.Large amounts of salt contained in produced water caused scaling in the treatment of rich glycol liquid with high salt in common ethylene glycol regeneration system,which has serious impact to the offshore production system,even lead to suspend production.Therefore,the process of salt removal from ethylene glycol is supposed to be one part of ethylene glycol regeneration system for deepwater gas production.Models of the process of high solubility salt removal from ethylene glycol have been developed in process simulation program Aspen Plus,through which the effect of recycle temperature,ethylene glycol recycle flow rate,and water content of ethylene glycol on the salt removal process have been simulated and analyzed.The results showed that the salt removal process made a good performance with appropriate process parameters such as the flash pressure(absolute)of 0.15 MPa,the recycle heated temperature of 141~145℃,and the recycle flow rate is 60times of the feed rate.
deepwater,ethylene glycol regeneration,desalt,Aspen Plus,process simulation
贺三(1975-),男,博士,副教授,研究方向:油气集输工艺理论与技术,流动保障技术,腐蚀与防护技术。E-mail:hesan@126.com
TE53
A
10.3969/j.issn.1007-3426.2015.05.016
梁羽(1963-),男,高级工程师,西南石油大学在读博士,现从事海洋石油天然气开发项目建设管理工作。
2015-06-23;编辑:冯学军
