国内液压硫化机发展现状浅析
2015-10-12王卫峰胡润祥益阳橡胶机械有限公司湖南益阳413000
王卫峰,胡润祥(益阳橡胶机械有限公司,湖南 益阳 413000)
国内液压硫化机发展现状浅析
王卫峰,胡润祥
(益阳橡胶机械有限公司,湖南 益阳 413000)
液压硫化机具有精度和自动化程度高,硫化的轮胎均匀质优,适合于子午线轮胎尤其是高等级子午胎的硫化等优点,其优越性在国内已被广大轮胎企业认可,新上轮胎项目尤其是高等级子午线轮胎项目更倾向于选用液压硫化机。主要介绍了国内液压硫化机的发展现状,在国内制造及使用过程中出现的问题、新的要求以及对今后的发展趋势作了初步的探讨。
液压硫化机;发展现状;硫化效率;节能减耗;发展趋势
随着我国汽车工业和轮胎工业近十几年来的快速发展,国内轮胎企业对轮胎的均匀性提出了越来越高的要求,轮胎硫化是轮胎制造的最后一道工序,液压硫化机由于较彻底的解决了机械式硫化机合模力不均,很难保证轮胎均匀性的弱点,具有生胎对中性好,合模平行精度高,运动快速平稳,控制系统先进,设备利用高等优点,在生产高等级子午线轮胎较机械式硫化机具有更大的优势,因此国内外轮胎厂家生产高等级子午线轮胎时普遍采用液压硫化机,其使用比例也越来越高。
1 发展现状
我国液压硫化机从“十五”前试制、小批量过渡到目前产业化阶段,现已呈现出蓬勃发展之势。目前,国内液压硫化机的主要生产厂家有益神橡胶机械有限公司、桂林橡胶机械厂、青岛软控、广东巨轮、华橡自控等二十余家,生产能力在2 000台以上。其主要型号涵盖42″、45″、47″、48″、51″、52″、55″、58″、63.5″、65.5″、67″、70″、177″、188″、200″等,实现了液压硫化机系列化。液压硫化机的主要结构有天平式(又称扁担式)、框架式、立柱式等。可以说我国通过对引进液压硫化机的消化吸收,已基本掌握液压硫化机的技术及原理,具备液压硫化机的自主开发能力,液压硫化机进入广泛推广阶段。
1.1益神橡胶机械有限公司的液压硫化机
益神公司系益阳橡胶塑料机械集团有限公司与日本神户制钢所、神钢商事株式会社于1995年合资创办,于2005年引进神户制钢液压硫化机技术并开始生产液压硫化机,其产品具备优越的生产效率和稳定的轮胎质量。目前,其产品结构主要分为天平式和框架式两种,如图1所示。

图1 益阳产液压硫化机
天平式液压硫化机主要采用双模同时进行控制,由两模中间的油缸来控制主机开合模,单边采用三拉杆、四加压油缸下加压结构形成一个闭环结构来提供合模力。后充气采用四点式双工位上翻转结构,整体对中性好。该结构主要适用于少品种大批量轮胎的生产。
框架式液压硫化机主要采用左右双模单独控制,其抓胎手、卸胎机械手、后充气及管道系统均左右可单独控制,整机采用单边四拉杆、四加压油缸下加压结构形成一个闭环结构来提供合模力。可采用两边一起硫化控制或两边单独硫化控制,主要适用于小批量多规格轮胎的生产。
该两种结构的液压硫化机,其中心机构的定型高度、模具高度以及合模力的变更均可在控制面板上快速设定,模具采用快速更换结构等。操作简单方便,自动化程度高。
1.2桂林橡胶机械厂的液压硫化机
桂林橡胶机械系国内首家将液压硫化机产业化的老牌硫化机生产厂家,目前液压硫化机已实现42~200″的系列化。其产品结构主要分天平式及框架式两种,大规格如200″则采用单模框架式结构,如图2所示。

图2 桂林产液压硫化机
天平式液压硫化机结构与日本三菱结构类似,采用双模同时控制,由两模中间的油缸来控制主机开合模,单边采用三拉杆、三加压油缸下加压结构形成一个闭环结构来提供合模力。后充气采用四点式双工位下翻转结构,并单独配套后充气卸胎机械手进行卸胎,采用气液增加技术来提供合模力所需的油压。
框架式液压硫化机结构与日本三菱结构类似,采用左右双模单独控制,后充气采用两侧一起控制,整机利用整体框架,单边采用一个大加压油缸上加压。主要采用一个单独的高压泵提供实际合模力所需的油压。整体结构紧凑,占地空间小。
1.3青岛软控的液压硫化机
青岛软控为近年来新进入液压硫化机生产厂家行业的新企业,其生产的液压硫化机结构为中间立柱式,如图3所示。
整机结构采用两侧模具一起控制,中间立柱导向装置与合模力受力装置分离,采用错齿锁环机构保证合模力的产生及均一性。整体结构简洁紧凑,硫化辅助时间短,生产效率较高。

图3 青岛软控产液压硫化机
1.4其他厂家的液压硫化机
目前,国内能够生产液压式硫化机的其他企业主要有巨轮股份、华工百川,青岛双星、华橡自控等。其中巨轮股份扩张最快,其主打产品48″液压硫化机,也采用框架式结构,与日本三菱结构类似,产品供不应求。
国内其他厂家生产的液压硫化机大体结构基本上差不多,具体见图4。
2 发展过程中出现的问题及对策
2.1提升自动化程度的需求
要求自动化程度高,操作更简单,调整更快捷,维护更方便。目前,主要通过以下手段来满足客户新的要求。
(1)在主机开合模、中心机构上环、机械手以及卸胎机械手升降动作及位置采用线性位移传感器或旋转编码器来检测和控制,客户可通过触摸屏根据实际需求进行数字化设定或变更。
(2)轮胎硫化时所需的合模力采用电液比例阀调整油压压力来控制的,通过相关放大器与主机相连,其操作控制可通过触摸屏进行直观的数字,精确设定或调整合模力。
(3)轮胎的一次及二次定型采用平衡阀+电器转换器来控制,工艺员可在触摸屏直接、快速设置或更改定型压力。另外,程序中可根据要求设置更换新胶囊时,自动增加新胶囊补偿压力,而不需人工调整。
另外,当设备出现问题时,为了帮助维修工判断,在程序中设置了相关比较常见的故障信息,可以很方便地查阅。在一定程度上减少了问题的处理时间。
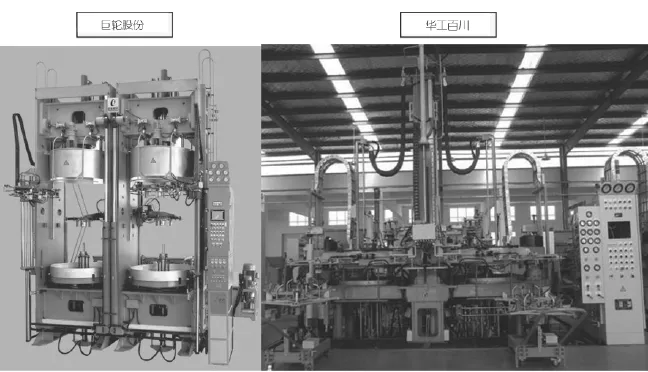
图4 其他厂家产液压硫化机
2.2采用群控制技术的需求
要求硫化机具有以太网接口,轮胎厂可在适当时候采用群控制技术进行控制。控制系统是轮胎硫化机的重要组成部份,近年来,随着国外轮胎厂家对硫化机控制技术的不断完善与发展,硫化机群控技术越来越成熟。由于群控技术利用上位机,通过以太网与各单台硫化机联接起来,通过各硫化机上的感应及控制元件,可对各硫化机的历史参数查询、产量统计、工艺储存或合理、PLC—I/O监控等功能进行更加系统的管理,每台上位机可以实时监控多达32台硫化机。在一定程度上提高硫化机的可靠性、稳定性及自动化程度,提高了控制精度,减少了操作员,降低了维护费用。同时,系统的实时数据或历史数据可方便地传送到分厂或公司其他管理网络中,实现系统资源网络共享形成管控一体化的网络系统,提高全厂的科学管理水平。
目前,部分国内厂家也对硫化机的群控技术进行了前期的技术研究及尝试,尚处在起步阶断。可以预见,在未来较长一段时间,越来越多的轮胎厂家将在硫化机的控制上逐步采用群控技术。
2.3提高整机运行效率,节能减耗的需求
如何提高整机运行效率,可从以下三个方面着手解决:
(1)对设备相关结构进行改进优化,减少客户更换模具,变换硫化轮胎规格需时间。如活络模的更换是客户比较头痛的工作,由于活络模缸的活塞杆与活块模一般用6个螺栓连接,且操作空间的十分狭小,非常麻烦。近年来开发了一种新的快速换模结构,如图5所示,其采用十字梅花型结构,只需将联接盘与活络模块联接固定后,将模具调入设备,设备上活塞杆的连接头伸入联接盘的十字槽内,用操作杆将连接头旋转45°即可。使用表明,一个较熟练的操作工配合叉车,只需5~8 min,可完成整个换模工作。另外,中心机构的采用 快速更换胶囊结构。胶囊可预先装好上下夹环,需更换时,将胶囊头升至换胶囊位,松开上环螺栓可将胶囊旋出,然后装上新胶囊,实践表明,操作熟练的工人,只需6~8 min即可更换一台设备的胶囊。
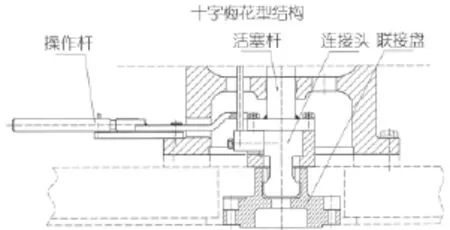
图5 快速换模机构
(2) 适当提高设备各部位的动作速度,合理设定各部位的工作位置,尽量减少设备的硫化辅助时间。如益神液压硫化机主机开合模使用电液比例阀,采用慢速+中速+高速的模式控制,即节约时间,又减少冲击,同时,其最大开模位置设计有两个,当客户在硫化较大规格轮胎时,采用较高的开模位,而硫化小规格化轮胎时,采用较低的开模位,可最大限度减少开合模时间。
(3)对硫化动作控制程序进行优化。设备在现场进行调试时,可根据实际需求,对设备各动作运行进行系统上的优化,例如:将卸胎机械手停在抓胎转进位置,当开模到位后可以立即转入进行抓胎动作。将机械手抓住生胎后停在转入放胎的位置,当卸胎完毕后可马上转入进行装胎的工作。通过此类对各动作的联接优化后,可大大节省设备的待机时间,提高整机效率。
如何降低单个设备在硫化过程中的能耗,目前普遍的做法有:
(1) 采用氮气硫化,其所用设备比较简单,比纯热水硫化要节约蒸汽、电能,从而比热水硫化系统更加节约能源,降低生产成本。另外,硫化使用的氮气,其纯度可达到99.99%,含氧量很低,使胶囊老化基本变成热老化,延长了胶囊的使用寿命。同时,氮气是资源广、制备容易、无污染的气体,其使用清洁、安全和简便。而热水硫化变为氮气硫化,在硫化机上仅需将对应硫化管路改造成适合氮气硫化,同时变更对应的硫化工艺,故在近年内,国内轮胎厂已逐步淘汰热水硫化,转而采用氮气硫化。
(2) 采用新型保温材料对管路进行保温。近年来,随着保温材料技术的不断发展及成熟,新型保温材料不断出现,保温层厚度变得更薄,保温效果更好。而国内轮胎厂对新上项目对管路保温也提出了更高的要求,对以前忽略的蒸汽阀门、金属软管也提出了保温的要求。新保温新技术的出现及实施减少了单位轮胎的能耗损耗,降低了企业生产成本。
(3) 作为整个液压硫化机的动力源液压站,目前有一拖一、一拖多的形式,根据近年内节能减耗降噪要求,对主要元器件如油泵、电机,普遍采用高效节能减耗、噪音低的产品,并对噪音主要发生源油泵及电机采用新的隔间技术。
由于在整个硫化周期中,液压动作所占时间不到整个周期的1/6,而随着国内液压控制技术的发展,液压站采用最新的节能技术,使整个系统压力、流量可按需匹配输出,真正实现低压大流量、高压小流量、无极调速、无极调压,油泵空转的时候没有输出。同时,电机负载和油温都比开关式系统低很多,可对硫化机在整个硫化周期性中的所有工况、动作实现压力、流量按需匹配控制,整个系统动作运行平稳,冲击小,噪音低,可靠性高,自动化程度高,真正实现人机界面控制,从而也达到高效、节能目的。该系统还采用了旁路精细过滤,一是保护油泵,二是提高液压油使用周期,降低维护成本。
近来,部分厂家还提出了采用伺服系统驱动的液压站方案设计,相对采用比例泵的液压站而言,采用伺服系统,其压力和流量控制更加精准,变换响应更加快速,发热低,冷却水使用少,噪音低,使用成本低。但造价较高,适用对流量需求较小的小规格硫化机。
2.4液压油泄漏及乳化问题
液压硫化机经常工作在潮湿、尘埃、高温以及一定腐蚀的环境中,要求其液压系统能够长期可靠地工作。而液压系统泄漏及乳化则会影响到整个系统工作的安全性及可靠性,造成油液浪费、污染周围环境、增加机器的停工时间、降低生产率、增加生产成本及造成产品污损或报废,因此,我们必须对液压硫化机液压系统的泄漏及乳化的应对措施加以控制。
2.4.1液压油泄漏问题
液压系统的泄漏部位主要分为内泄漏和外泄漏。内泄漏主要指油液在液压元件中从高压腔流向低压腔时泄漏;外泄漏主要指油液向液压元件的外面渗漏,具体表现为管路连接焊接处、管接头、密封件、元件接合面及壳体等。液压硫化机液压系统的泄漏一般都是在使用一段时间后产生。主要原因有:油液遭到污染、密封件损坏或失效、元件结合面设计或加工不合理管接头松动、壳体的泄漏等。
对油液泄漏的防治措施主要有:防止油液污染,所有液压管路必需清洗干净并按规定进行酸洗和油液循环。对液压管接头连接部位,要正确装配密封圈,同时,尽量减少导致动密封件的磨损、老化的因素,如油温过高,所选密封圈材质不当等。
合理设计和加工密封沟槽,重视修理装配工艺,减少液压管路冲击和振动,合理设计安装板等
2.4.2液压油乳化及更换问题
液压系统在使用一段时间后,其液压油中慢慢混入水蒸汽而乳化,液压油是否已“乳化”,通常的直观判断有以下两种方法。
(1)根据油泵油液鉴别。从油泵中取出少许被测油液,若发现其已呈乳白色混浊状(有时像淡黄色的牛奶),且用燃烧法鉴别时,发现其含大量水分,用手感觉已失去黏性,则说明该油液已彻底乳化变质,不宜再用。
(2)根据油箱油液鉴别。从油箱中取出少许被测油液,用滤纸过滤,若滤纸上存留有黑色残渣,且有一股刺鼻异味,则说明该油液已氧化变质,也可直接从油箱底部取出部分沉淀油泥,若发现其中有许多沥青和胶质沉淀,将其放在手指上捻捏,若感觉到胶质多,黏附性强,则说明该油已氧化变质。
液压硫化机的工作环境比较恶劣,液压油乳化后,不仅影响设备的正常工作,而且会损坏液压系统零部件。当轮胎厂在对液压油进行更换的时候,一般都是采用直接更换新的液压油,值得提醒的是:在新油直接加入以后,整个硫化管路中的旧油是没法更换的,一旦开动设备,旧油就会混入新油中,污染新油,变相降低了液压油的使用寿命。
由此可见,定期对液压硫化机液压系统中的液压油进行过滤维护是当前一个比较稳妥的办法,不但可以节约液压油的换油成本,还会使液压系统整个处于良好的洁净环境下。建议定期使用有高精度滤油机在线运行或隔半年就对油液进行一次循环处理,使液压油一直保证清洁度,延长液压油的使用寿命。
2.5设备操作及维护人员的培训需求
随着国内越来越多的轮胎厂家已经使用或准备使用液压硫化机,部分轮胎厂家由于以前对液压硫化了解不多,其员工对液压硫化机的相关操作、使用及维护均不太子解,需对其相关操作人员进行相关的技术培训。目前,主要采取的方法有:①客户按协议要求派遣2~3人到硫化机生产厂家,现场观摩安装及装配,并接受相关的液压技术培训;②在硫化机到达轮胎厂后进行安装及调试时,轮胎厂派相关人员参与安装及调试,并接受相关操作进行相关培训。另在硫化机说明书内作出详细的操作说明及注意事项,以供轮胎厂培训及学习用。
3 结论
液压硫化机作为一种新技术,近年来经过不断改进提高,其技术已成熟并广泛运用于轮胎硫化中,今后其发展方向主要为降低设备的维护成本及使用能耗,提高设备的生产效率,高度自动化控制。随着我国高等级子午胎增长,液压硫化机进一步看好,在今后相当一段时间内,液压硫化机将成为轮胎厂硫化轮胎的设备首选。
改革开放以来,通过与国外相关厂家进行技术引进和合作,经过几十多年消化吸收,我国液压硫化机取得了长足的进步。尤其是近年来,通过与世界轮胎巨头如法国米其林公司、美国固特异公司、日本的住友、普利司通公司等的合作与交流,我国液压硫化机在精度与功能上有了一个质的飞跃,但在整个设备的稳定性和可靠性方面仍有差距,部分关键性部件如液压阀块、液压接头等仍需进口。
因此,我们应该正视差距,加倍努力,在吸收世界先进技术的基础上不断创新。我们有决心,有信心,中国液压硫化机一定能够跻身世界先进行列。
[1] 张利平.液压站的设计与使用[S]. 北京,海洋出版社,2004. 36~55.
[2] 成大先.机械设计手册(液压传动)[M].北京,化学工业出版社,2004.
[3] Johnson P. Help Your Filters Save Money. Hydraulics & Pneumaties,Nov,2001.
[4] 马占兴,何月梅.橡胶机械设计[M].北京,化学工业出版社,1984.
[5] 杨顺根,白仲元.橡胶工业手册(第九册)[S].北京,化学工业出版社,1998. 771~959.
On the current situation of the development of hydraulic vulcanizing machine
TQ330.4
1009-797X(2015)17-0021-05
B DOI:10.13520/j.cnki.rpte.2015.17.005
王卫峰(1980-),男,硕士,2009年青岛科技大学在职研究生毕业,现在益阳橡胶塑料机械集团工作,工程师,主要从事液压硫化机的设计工作。
2014-03-14
