浅谈钢轨焊接方法
2015-10-08王利
王利
【摘 要】主要介绍了气压焊、铝热焊、闪光焊三种焊接方法的工作原理,并对三种不同的焊接方式进行了比较,提出了一些个人观点。
【关键词】气压焊;铝热焊;闪光焊;原理;区别
0 前言
当前铁路处在一个高速发展的时代,铁路的速度、运力也在不断提升,随之而来的就是对运行线路越来越高的要求,其关键还是在于无缝线路的普及,而钢轨无缝化目前主要采取焊接的方式,常见的钢轨焊接方法主要可以分为三种:气压焊、铝热焊、闪光焊。气压焊由于其外观质量比较差,所以已经被淘汰,而目前使用最多的方式主要是铝热焊和闪光焊。对于三种焊接方式,接下来从原理、焊接方式以及各自的特点来进行比较。
1 焊接原理
从原理上来说,三种焊接方法各不相同。铝热焊接(也称热剂焊)就是利用金属氧化物和金属铝之间的放热反应所产生的过热熔融金属来加热金属而实现结合的方法。它是一种把两个或是多个导体或是多个导体焊接起来的焊接工艺,铝粉与金属氧化物可由外部热源使之开始放热反应,且一旦反应便可自行持续,这一反应的通式为:
金属氧化物+铝(粉)→氧化铝+金属+热能
气压焊则是通过加热焊接接头使其温度达到塑性状态时施加压力,使钢轨接头压接在一起的一种焊接工艺。
而闪光焊是当钳口夹持的钢轨缓慢接近的过程中,两工件端面一点或几点开始接触。当电流通过这些接触点就产生电阻热,由于电流大,这些接触点的金属很快被加热熔化,形成“过梁”,“过梁”在大电流密度作用下,迅速被加热而爆炸、喷溅,并形成许多小电弧。随着钢轨的不断送进,新过梁不断产生,闪光持续发生,直到两接口表面完全被一薄层熔化的金属覆盖,而且两个工件从电级伸出的部分都有一小段达到塑性很好的温度,此时施加顶锻压力,将接合面的熔化金属全部挤出,将钢轨牢固地锻压在一起的一种焊接方法。闪光对焊时在加热过程中虽有熔化金属,但实质上是塑性状态焊接。
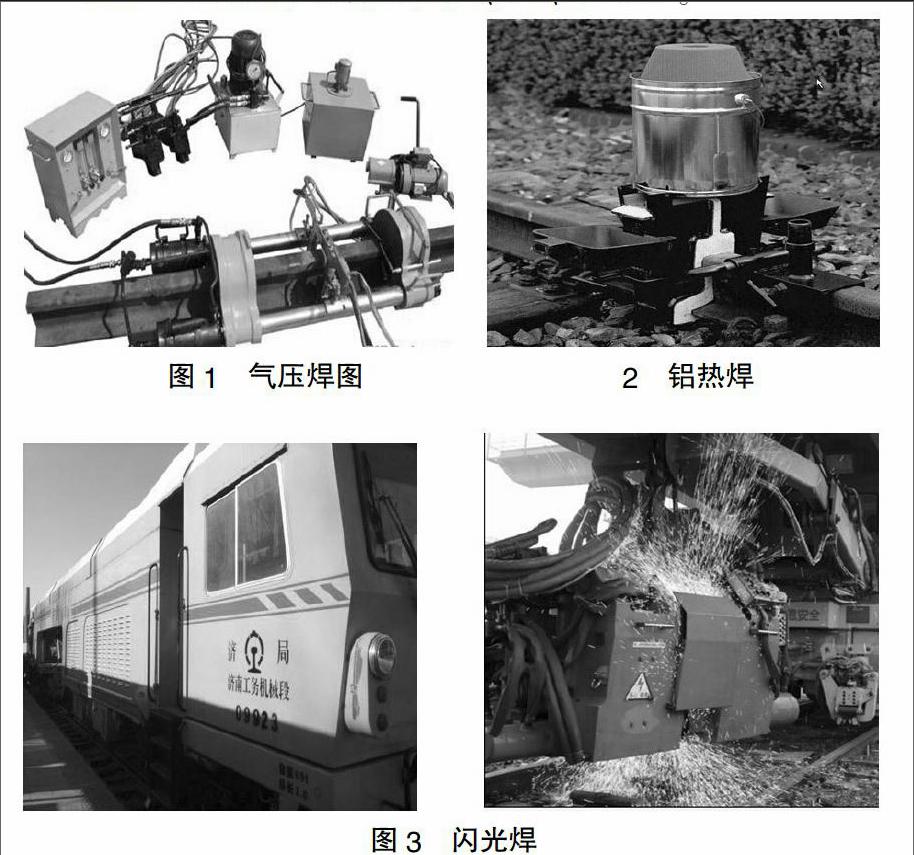
以上三种焊接方法设备图如图1、图2、图3所示。
2 焊接方法比较
2.1 三种焊接方法的特点及优缺点
不同的焊接方法有着不同的特点。铝热焊的焊接点的电流截流量和导线相等;焊接点能经受反复多次的大浪涌电流而不退化;焊接操作方法简单,容易上手;设备轻便,携带方便;焊接时,不需要外接电源或热源;从外观便能核查焊接的质量。除此之外铝热焊还具有成本地,劳动强度比较低。但这种焊接方法也存在一些缺陷,就是其焊焊接接头的强度略低,但塑性韧性良好,对焊接操作人员的技术水平的要求比较高,要求熟练掌握每一道工序的时间和焊缝处钢轨的状态,焊接时必须加热至足够的温度才能保证焊接质量,过高的温度容易烧伤母材,过低的温度则会导致反应不充分而产生焊接缺陷,产生伤损焊头,只有加热到合适的温度才能保证其有效的熔合在一起。
而钢轨气压焊的内在质量合格率较高,但外观质量很难控制,对操作人员的技术要求较高,操作中焊接质量受工人技术水平影响较大。其焊接设备比较笨重,劳动强度高,对相接触的两个钢轨端面的清洁平整要求很高,另外在焊接过程中通常采取打楔铁的方式来阻止焊机的滑动,因此人为影响较大,所以在外观质量上很难达到要求。此种焊接方法的焊接缺陷主要以平面状缺陷为主,主要有光斑和过烧以及由推凸引起的裂纹缺陷。气压焊的推广和使用受到影响,一方面就是由于外观质量不达标,无法达到目前车辆对运行线路平直度的要求,还有就是其配套的探伤技术达不到要求,针对光斑缺陷没有好的探伤办法。因光斑引起的断轨事故较多。光斑缺陷其实就是一种介于焊合和未焊合之间的一种情形。在熔合面上形成光滑平整的大面积区域。极大的影响了强度造成断轨。这种缺陷因为没有夹杂物质因此无声波反射故很难探测,严重时会露头,打磨过程中会看到这主要是加热和挤压不到位,断面温度不均匀,端面不平等原因造成。
目前钢轨焊接主要是使用昆明中铁生产的YHG-1200型自行式焊轨车及YHG 500Q集装箱式焊轨车进行焊接,它具有使用方便,全程自动化作业,受人为因素和天气的影响较小,接头强度较高,钢轨平直度好,无论从从内在质量,还是外观质量来说都是目前最理想的一种焊接方法。但是焊轨车进行钢轨焊接,成本很高,对机械的维护保养要求也高,如果出现问题,排除起来比较麻烦。由于铁路线上都存在电流,闪光过程中的电流会对线路内的电流有一定影响,所以在线上焊作业中我们采用短时间内断开回流线的方法进行焊接。另外在闪光过程中必须稳定而且强烈,不能发生断路和短路现象,断路会减弱焊接处的自保护作用,接头易被氧化。短路会使钢轨过烧,导致钢轨端面存在缺陷。所以在焊接过程中必须持续闪光不能中断。闪光越强烈,焊接处的自保护作用越好,这在闪光后期尤为重要。可以避免一些由于氧化引起的缺陷。
2.2 焊接方式的比较
三种不同的焊接方法在焊前准备,焊缝预留,以及操作方式上都是不同的。铝热焊焊接前要把钢轨对平顺,预留27~30mm的焊缝,安装上砂模,砂箱,采用丙烷、氧气对钢轨焊缝进行加热,当加热到足够的温度后,快速放上铝热焊焊剂,待反应完全,流到焊缝中的金属凝固之后,除去砂型,并快速用推瘤刀进行推瘤,加热前砂箱一定要密封好,不能有泄漏,同时焊缝预留量也不要超过标准范围,否则会使焊缝强度低或者出现焊剂不足的情况。而气压焊焊接前要对钢轨端面进行清洁,不能有任何杂质、水滴等,通过用氧气,乙炔的燃烧产生的热量对其加热,当加热到足够温度后,快速加压顶锻,保压推瘤。
闪光焊则是需要对钢轨轨腰距离端面80cm范围内进行除锈,以保障焊机电极导电良好。将焊机落到钢轨上,焊缝预留3~5mm,夹紧焊机,启动焊接程序,焊接过程自动运行,计算机采集整个焊接过程各项参数并全过程监控。另外焊接程序还有预判焊接结果的功能,能及时发现焊接过程是否良好。
2.3 适用范围
目前铁路线路在大修施工中的钢轨焊接主要以焊轨车闪光焊为主,焊轨车使用困难的线路,采用铝热焊。而工务段对线路的维护保养则以铝热焊为主。从外观质量上来说闪光焊最优,铝热焊其次,气压焊最差;从强度上来说则是闪光焊、气压焊较好;塑性韧性上,铝热焊和闪光焊较好。
钢轨焊接方法在不断革新中,为了满足高速铁路发展的需求,昆明中铁大型机械集团有限公司与西南交大合作,联合完成了首台具有完全自主知识产权的YHGQ-120型数控式气压焊轨车。该车采用多种技术,将传统气压焊轨施工多机流水作业设备集为一体。不仅可以实现施工现场钢轨焊接时的拉伸、顶锻、保压推凸、保压冷却、保压正火等变形工艺焊轨过程的控制。而且,还能实现焊接/正火输入量、焊接顶锻变形最优化控制,以及焊接参数的在线自动检测。其主要技术水平达到或优于国外闪光焊接技术水平。该车除具备高速自走行功能外,同时装备了发电机组、冷却系统、供气系统、吊装系统、控制系统、液压系统等,达到施工现场的高速自动化。不但可以满足新线建设的需要,而且可以快速进行既有线的无缝线路改造和断轨的修复,并成为昆明中铁集团公司焊轨车系列又一产品。这一产品克服了传统气压焊的缺点,也克服了焊轨车在施工中存在的不便,可以说是一款集合以上两种方法的优点于一体的钢轨焊接设备。
3 总结
钢轨焊接方法多种多样,每一种焊接方法都是在不断的完善中,我相信以后的钢轨焊接必然会步入一个新的时代!
[责任编辑:刘展]
