基于ABAQUS有限元仿真对6辊CVC轧机和6辊UCM轧机板形调控性能的比较
2015-09-19冯少鹏王仁忠
陈 林,冯少鹏,王仁忠
(苏州有色金属研究院有限公司,江苏 苏州 215026)
6辊CVC轧机和6辊UCM轧机都具有中间辊横移、工作辊弯辊、中间辊弯辊、冷却喷淋等板形调控手段,且调节板形方面能力都比较强。6辊CVC轧机中间辊呈‘S’形曲线,通过轧辊轴向移位提供变化的轧辊变位辊形,使有载辊缝的凸度在一定范围内可调,属于柔性辊缝控制策略[1];6辊UCM轧机中间辊为平辊,通过轧辊轴向移位消除辊间有害接触区,提高辊缝形状刚度,属于刚性辊缝控制策略。6辊CVC和6辊UCM轧机各自板形控制技术决定了采用不同的板形控制策略,为了全面、准确、定量获取两种类型轧机在各种设备条件下、各种工艺条件下的板形控制性能,采用有限元仿真的方法,进行两类轧机各种板形控制性能分析比较,说明机型区别,为板带轧机的选型和板形控制技术创新提供支持。
1 6辊CVC轧机和6辊UCM轧机有限元仿真模型
1.1 有限元模型的建立
本文根据某大型铝加工厂2300mm 6辊轧机,进行6辊CVC和6辊UCM机型控制性能比较。为了提高计算机的运算能力和降低求解运算时间,充分考虑到设备的对称性,因2300mm6辊CVC和UCM轧机设备都具有上下反对称结构,故取四分之一模型(即上工作辊、上中间辊、上支承辊的一半)作为模拟对象。[2],6辊UCM轧机尺寸模型尺寸与6辊CVC轧机尺寸模型相同,中间辊进行横向抽动改变辊缝形状,来调节板形。表1为两种轧机尺寸参数对比;图1为CVC轧机中间辊的辊身形状,呈‘S’形曲线;图2为CVC轧机和UCM轧机的模型,从图中可知,两种轧机的不同之处就在于中间辊的形状不一样。
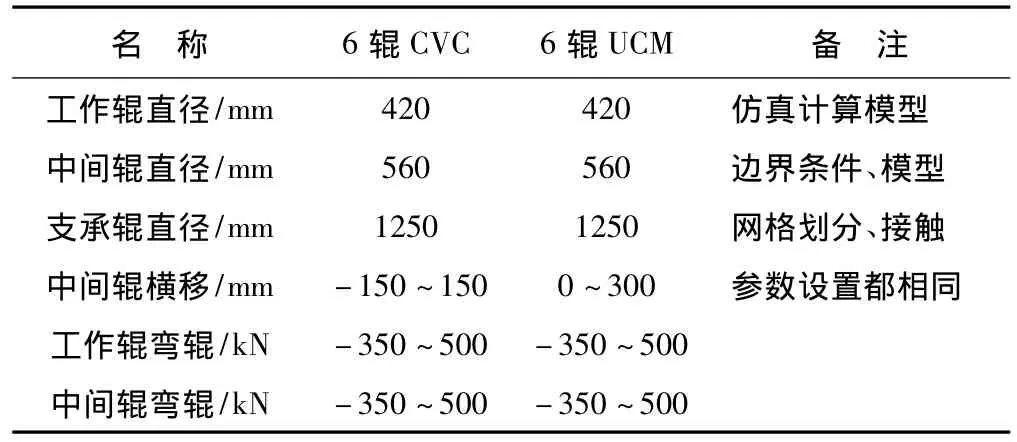
表1 6辊CVC轧机和6辊UCM轧机的轧机尺寸Tab.1 Technical data of 6-hi CVC mill and 6 -hi UCM mill

图1 CVC轧辊示意图Fig.1 Schematic illustration of CVC IMR shift
建立好辊系模型并划分单元,两种轧机辊系有限元模型如图3所示,对模型施加以下约束:1)对模型对称面上所有节点施加Z方向的约束;2)在支承辊辊颈两端节点施加Y方向的约束;3)在工作辊、中间辊和支承辊身中间节点施加X方向的约束。
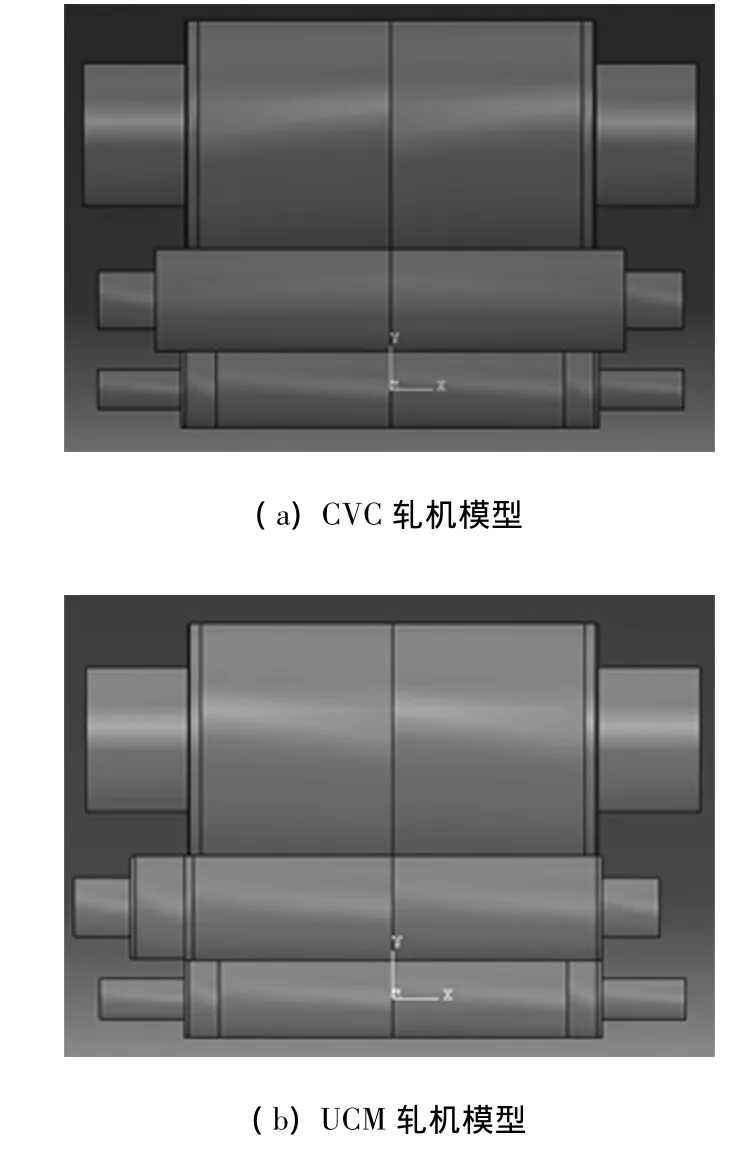
图2 CVC轧机和UCM轧机的模型Fig.2 Roll system models of CVC mill and UCM mill
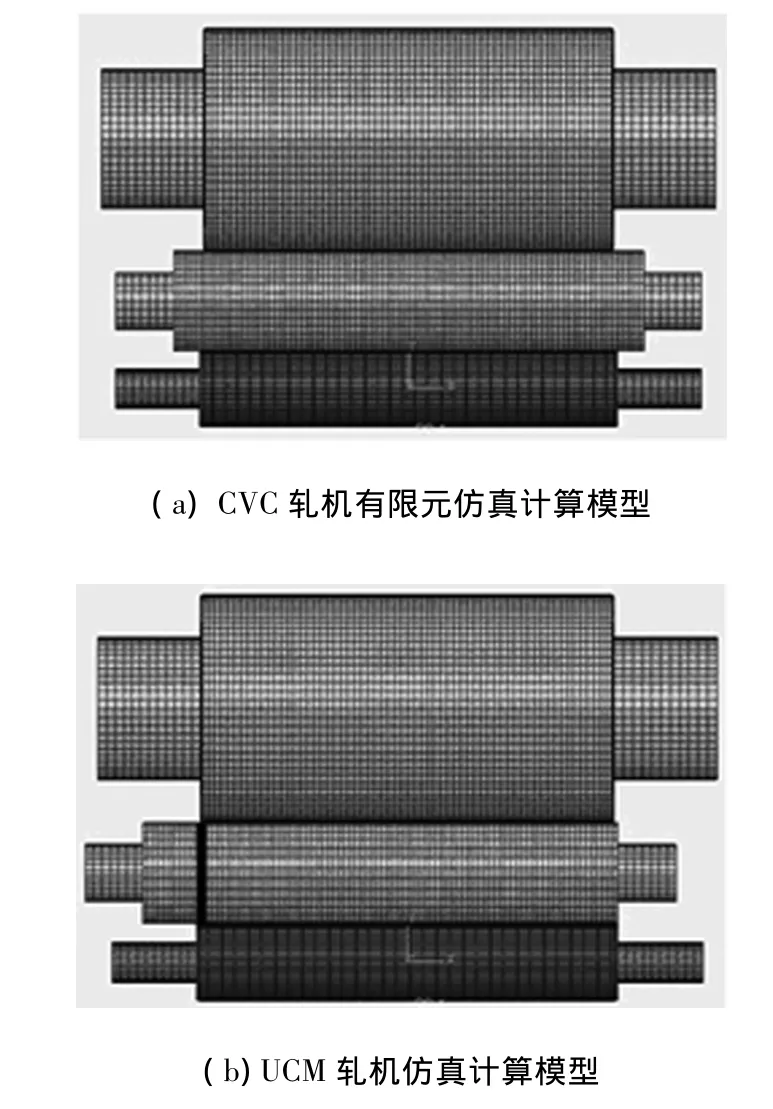
图3 CVC轧机和UCM轧机的有限元仿真模型Fig.3 FEM simulation models of roll system of CVC mill and UCM mill
此外,外载为直接作用在工作辊上轧件宽度的轧制力(按均布载荷考虑)。
1.2 仿真模型工况的确定
为了系统的研究和对比6辊CVC和6辊UCM轧机板形调控性能,运用所建立的有限元模型,根据两种机型设计调节范围以及实际生产的产品规格和力能参数,对6辊CVC和6辊UCM轧机调控性能行为模拟确定仿真工况参数如下:板宽为 960、1560、2150mm;轧制力为300、1000、2000t;工作辊(中间辊)弯辊力为-350、0、500kN;6辊CVC中间辊抽动量为-150、0、150mm;6辊 UCM 中间辊抽动量为 0、200、300mm。
根据以上条件,对不同板形调控行为进行排列组合后组成不同的工况进行辊系有限元仿真计算。
2 6辊CVC轧机和6辊UCM轧机调控性能比较
2.1 辊缝凸度调节域
辊缝凸度调控域Ω(C2,C4)是指轧机在一定工艺条件下所能提供的辊缝二次和四次凸度变化范围,它反映了轧机辊缝形状的调节柔性,具有较大的调控域面积的轧机,具有较好的调节柔性。调控域的大小与轧机板形调控执行机构的类型及多少有关,还与轧辊尺寸、轧制力大小、带材宽度有关。运用上述6辊轧机仿真有限元模型对各工况的承载辊缝进行计算,并提取辊缝二次凸度C2及四次凸度C4,以四次凸度C4为横坐标,二次凸度C2为纵坐标,可得图4所示6辊轧机辊缝凸度调控域。该调控域是在板宽1560mm,轧制力1000t,不同中间辊抽动量、不同工作辊弯辊、不同中间辊弯辊工况下的6辊CVC和6辊UCM轧机凸度调控域。其中a1~b9含义如表2所示,其中Smax、Smin分别代表代表中间辊抽动最大值和最小值,FWmax、FWmin分别代表工作辊弯辊最大值和最小值,FImax、FImin分别代表中间辊弯辊最大值和最小值。
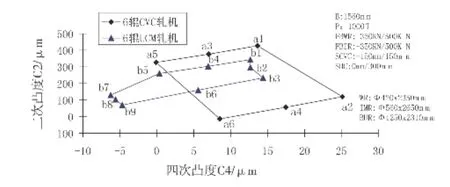
图4 6辊轧机辊缝凸度调控域Fig.4 Domain of roll crown components of 6 - hi mill
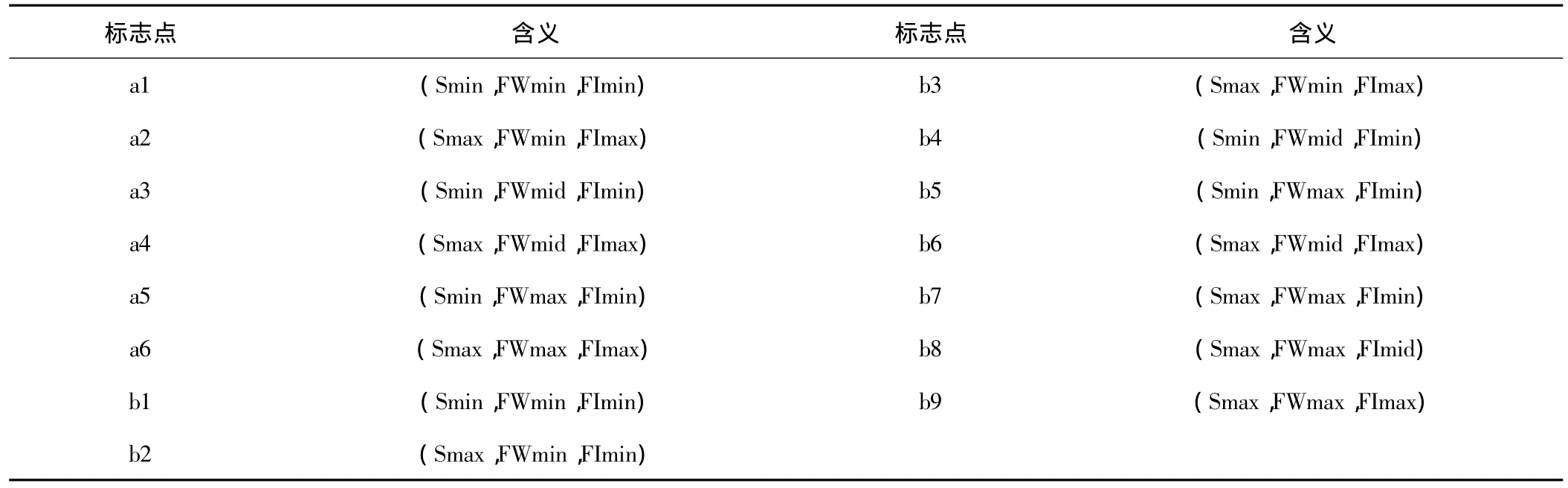
表2 6辊轧机辊缝凸度调控域a1~b9的含义Tab.2 Definition of domain of roll crown components a1~b9 of 6-hi mill
对6辊CVC和6辊UCM轧机工况下的调控域对比分析,可以得到如下结论:
1)具有同样尺寸6辊CVC轧机比6辊UCM轧机的调控域要大;
2)6辊CVC轧机和6辊UCM轧机都可以提供较大的凸度调控域,二次凸度从几微米到四百多微米,四次凸度从负的十几微米到二十多微米;
3)各种板形技术调控域的形状不同,反映了6辊CVC轧机和6辊UCM轧机在板形控制过程控制策略将有所不同。
2.2 板形控制特性调控能力分析
6辊CVC轧机和6辊UCM轧机在有限元仿真中分别执行中间辊抽动、工作辊弯辊、中间辊弯辊这几种调控手段。图5为两种轧机中间辊抽动与辊缝凸度的关系对比,从图5可以看出,相同的中间辊抽动量变化区间,6辊CVC轧机的辊缝凸度变化明显大于6辊UCM轧机的辊缝凸度,可见6辊CVC轧机的中间辊抽动调控能力大于6辊UCM轧机。表3和表4分别为分别改变工作辊弯辊、中间辊弯辊时,6辊CVC轧机和6辊UCM轧机的辊缝凸度变化对比。
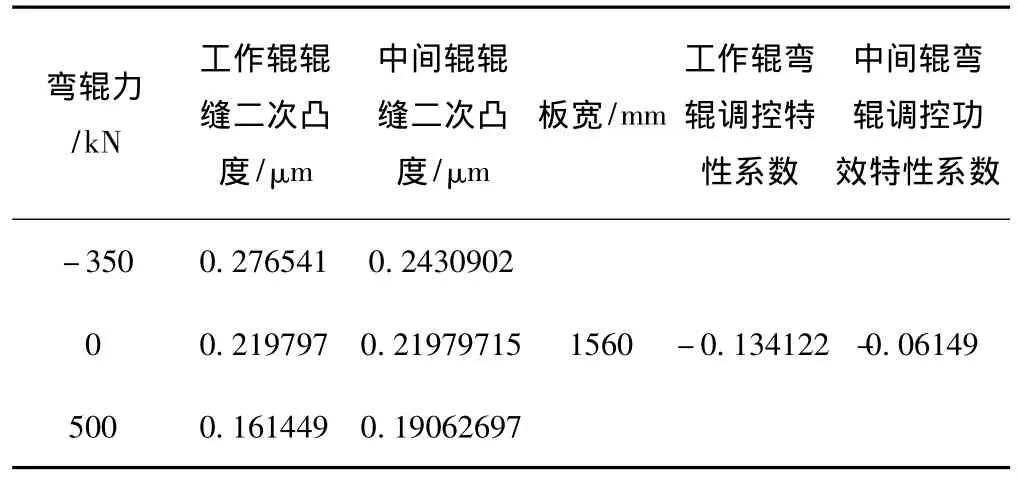
表3 6辊CVC轧机弯辊辊缝凸度变化表Tab.3 Variation in the roll crown of 6-hi CVC mill
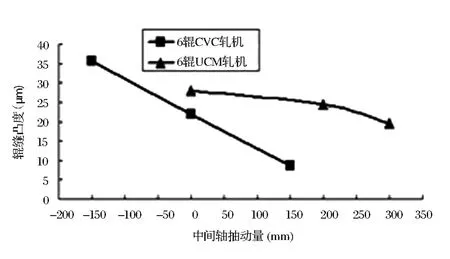
图5 6辊CVC轧机和UCM轧机不同中间辊抽动量与辊缝凸度关系对比Fig.5 Relationship of IMR shift amounts to roll crown of 6-hi CVC mill and UCM mill

表4 6辊UCM轧机弯辊辊缝凸度变化表Tab.4 Variation in the roll crown of 6-hi UCM mill
从表3、4中可以看出,工作辊弯辊力大小变化区间相同时,6辊CVC轧机的辊缝凸度变化略大于6辊UCM轧机的辊缝凸度;而相同的中间辊弯辊力大小变化区间,6辊CVC轧机的辊缝凸度变化与6辊UCM轧机的辊缝凸度变化差别不大。
以上几种调控手段的调控功效可以用板形调控功效曲线来表示,板形调控功效是指板形执行机构中的单位作用(如10kN弯辊力,10mm抽动量μ)所引起的承载辊缝形状的变化量。图6反映了6辊CVC和6辊UCM板形调控各项板形控制技术的调控功效曲线。板形调控功效曲线E(x)反映了板形控制技术调节作用在板宽方向上的分布,需要用多项式描述,横坐标代表板宽系数,板宽两边部别用1和-1表示,板宽中间用0表示,纵坐标为经过计算的板形调控功效曲线的值。从图6中可知,两种类型轧机各板形控制技术的板形调控功效的大小,再次印证了前面的分析。两种轧机在工作辊弯辊和中间辊弯辊两种调节方法上调控功效差别不大,尤其是中间辊弯辊调控功效基本相同;工作辊弯辊调控功效CVC轧机略大于UCM轧机;而在中间辊抽动这一调控手段上就能明显看到两种轧机的差别,6辊CVC轧机的中间辊抽动调控效果明显强于6辊UCM轧机,这也是CVC轧机和普通UCM轧机相比较的优势所在,也是CVC轧机的一个突出的特点和优势。
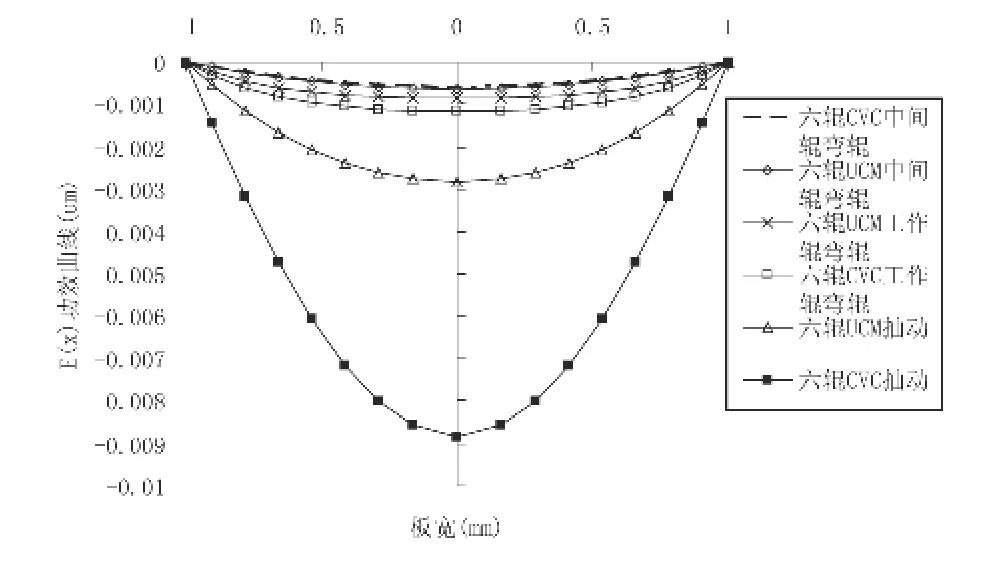
图6 6辊CVC轧机和UCM轧机的基本凸度控制特性对比Fig.6 Comparison of crown control performance of 6-hi CVC mill and UCM mill
3 结束语
运用有限元方法对6辊CVC轧机和6辊UCM轧机中间辊抽动、工作辊弯辊、中间辊弯辊等主要板形控制技术的调控功效进行了仿真计算,研究了各种轧制工艺条件对板形调控功效的影响,分析对比了6辊CVC轧机和6辊UCM轧机板形控制技术的调控特性。比较研究表明,虽然配备相同的板形控制技术手段,两类板带轧机各有优劣,6辊CVC轧机与6辊UCM轧机相比具有以下优点:
1)工作辊弯辊、中间辊弯辊、中间辊抽动这几种板形调控手段结合起来,具有同样尺寸的6辊CVC轧机比6辊UCM轧机的板形调控能力强,具有较好的调节柔性;
2)6辊CVC轧机的中间辊抽动调控效果明显强于6辊UCM轧机。
同时,6辊CVC轧机由于中间辊为“S”型曲线,辊间接触压力不均,辊耗相对较大;而6辊UCM轧机通过支承辊与工作辊边部辊型的优化能减小抽辊后辊间接触压力尖峰,因此辊耗相对较小;相同条件下,6辊CVC轧机一般需要进口,投资成本比6辊UCM轧机的大。
[1]张云鹏,吴庆海,王长松.6辊CVC冷轧机板形控制性能研究[J].冶金设备,1998(6):8-10.
[2]张清东,孙向明,白剑.6辊CVC轧机辊系变形的有限元分析[J].中国机械工程,2007.18(7):789 -792.
[3]高林林,陈玺.UCM6辊轧机的板形调整特点分析研究[J].重型机械,2007增刊:5-8.
