Al/Al、Al/Cu组合搭接接头无针搅拌摩擦焊的前期研究
2015-09-18吴量彭磊魏志毅苏振华孙向阳西安交通大学陕西西安710049中国重型机械研究院股份公司陕西西安71003
吴量,彭磊,魏志毅,苏振华,孙向阳(1.西安交通大学,陕西西安710049;.中国重型机械研究院股份公司,陕西西安71003)
Al/Al、Al/Cu组合搭接接头无针搅拌摩擦焊的前期研究
吴量1,2,彭磊2,魏志毅2,苏振华2,孙向阳2
(1.西安交通大学,陕西西安710049;2.中国重型机械研究院股份公司,陕西西安710032)
为了消除匙孔和避免硬母材对针的磨损等问题,使用无针搅拌工具的搅拌摩擦搭接焊(FSLW)焊接Al/Al和Al/Cu组合的搭接接头。在不同的拘束条件下:a)上板Al母材边缘一边夹紧一边自由;b)上板Al母材边缘两边全部用夹具夹紧,分别用直径为20 mm和30 mm的无针搅拌工具对厚约2 mm的Al/Al、Al/Cu组合板材实施搅拌摩擦焊工艺。针对Al/Al组合(软组合),无论采取哪种装夹方式,都能得到良好的焊接接头;针对Al/Cu组合,当采用(a)方式装夹时,上板未夹紧的一边出现明显地延展变形,易得到稳定可靠的搭接接头,当采用(b)方式装夹时,只有在增加压入深度和增大搅拌头直径(增加热输入)的情况下,才能得到部分焊合的搭接接头,若在搭接界面预置Zn箔作为钎料(搅拌摩擦钎焊,FSB),可以明显改善接头的强度。
搅拌摩擦搭接焊;拘束;延展变形;搅拌摩擦钎焊
0 前言
要想获得大面积搭接的焊接接头,不能采用氩弧焊,而可以采用钎焊、扩散焊和搅拌摩擦焊的方法[1-3]。在后三种方法里面,只有搅拌摩擦焊可以通过搅拌针的力学作用破碎氧化膜[4-5],并且整个焊接过程无需钎剂和保护性气体[6]。然而搅拌摩擦焊也存在一些缺点,比如搅拌针的磨损、匙孔的残留[7-10]和受搅拌针尺寸限制较窄的搭接区域[8,9]等问题。
搅拌摩擦焊对焊缝界面的力学作用主要受以下几种因素地影响:上下板母材的种类、上板的厚度、搅拌针的压入深度、飞边、上板的装夹方式、搅拌头的形状和尺寸、焊接参数[8,10]等。为了消除匙孔和避免硬母材对搅拌工具的磨损,现采用无针搅拌工具,利用轴肩的摩擦扭转对焊缝界面施加力学作用[12],达到破碎分散氧化膜的效果。
近日,为了消除匙孔和减少母材对搅拌针的磨损,在不同的拘束条件下,进行了使用无针搅拌头的搅拌摩擦焊工艺。第一种装夹方式是上板的一边未夹紧处于自由状态。第二种装夹方式是上板的两边都被夹具夹紧。在FSLW焊接过程中,我们将研究拘束方式的不同对焊接接头的影响。
1 实验方法
选用2 mm厚的商业纯铝板和纯铜板作为母材,尺寸为100 mm×60 mm。Al/Al组合和Al/ Cu组合的搅拌工具尺寸和焊接工艺参数如表1所示。为了改善硬母材组合的接头强度,在搭接接头的搭接位置预置了厚度为0.1 mm的Zn箔,此工艺也被称作搅拌摩擦钎焊(FSB)[13]。
为了比较FSLW和FSB的差异,通过拉剪测试来测量接头的强度,并比较了接头的断裂载荷和断裂表面。通过观察焊后搭接接头的外观和断裂特征来分析拘束方式和预置钎料对焊接界面的影响。

表1 Al/Al组合和Al/Cu组合的搅拌工具尺寸和焊接工艺参数Tab.1 The tool and welding parameters for Al/Al and Al/Cu combinations
2 结果与讨论
2.1选用直径为φ20mm的无针搅拌工具的Al/ Al组合
按照图1的装夹方式对Al/Al组合实施焊接工艺,搭接接头外观和断裂路径分别如图2a~2c和图2d~2f所示。观察图2a~2c可以得出,接头外观光滑,没有匙孔和毛刺。在拉剪测试过程中,宽度为25 mm的拉剪试样,全部断裂于上铝板母材,并没有从焊接界面开裂,拉剪载荷稳定在3.5 kN附近。在没有搅拌针的情况下,焊接接头的获得完全依靠搅拌头肩的热力学作用。针对Al/Al软组合,小直径(20mm)无针搅拌头能够产生足够的热力学作用而获得良好的焊接接头。由此可以总结得到,Al/Al软组合; (1)在FSLW工艺条件下容易获得良好的搭接接头,即使是选用20 mm小直径的无针搅拌头; (2)拘束方式的改变,对接头的力学性能影响不大。由于纯铝的屈服强度较低,Al/Al组合在FSLW过程中,受到无针搅拌工具的力学作用,比较容易锻压和变形,有利于破碎氧化膜和获得致密的焊接接头。

图1 搅拌摩擦搭接焊过程中的三种装夹方式Fig.1 Three different constraintways used in friction stir lap welding

图2 选用无针搅拌工具(20 mm)FSLW焊接Al/Al软组合接头外观和断裂方式Fig.2 Appearances and fracture behaviors of Al/Al(soft combination)joint produced by FSLW using a small pin free tool(20 mm)after tensile shear test
2.2选用大直径30mm无针搅拌工具的Al/Cu组合
为了使焊接界面得到足够的热力学作用,选用较大直径(30 mm)的无针搅拌头施焊Al/ Cu组合(硬组合)。按照图1的装夹方式对Al/ Cu组合实施FSLW焊接工艺,Al/Cu组合搭接接头外观和断裂路径分别如图3a~3c和图3d~3 f所示。在图3a中,上板处于自由状态的一侧(位于前进侧)可以明显观察到材料的延展现象。在这种情况下,容易获得稳定的焊接良好的接头,在拉剪测试过程中,均断裂于上铝板母材处,而不是沿着焊接界面。正是由于大直径无针搅拌工具对上铝板强烈的锻压作用,才得到未夹紧侧的明显延展(特殊的飞边),进而得到肩下致密的焊接界面和力学性能可靠的焊接接头。
当装夹方式如图1b和1c时,在压入深度较浅的情况下,整个焊缝均得不到稳定的结合。当无针搅拌工具压入较深时,尽管有时可以得到强度较高的接头,但性能不太稳定,且在搭接区域的边缘出现了明显的飞边。当装夹方式如图1c时,上铝板两侧均处于完全夹紧状态,由于工作台夹具对母材强烈的拘束作用,观察不到延展现象。因此,搅拌工具外露1mm使上铝板对外强烈延展变形,借助工具对界面的锻压有利于获得致密的焊接接头。

图3 选用无针搅拌工具(30 mm)FSLW焊接Al/Cu硬组合接头外观和断裂方式Fig.3 Appearances and fracture behaviors of Al/Al(soft combination)joint produced by FSLW using a small pin free tool(30 mm)after tensile shear test
2.3选用直径为20 mm的无针搅拌工具的Al/ Cu组合(预置钎料)
选用20 mm直径无针搅拌头的Al/Cu组合的接头外观如图4所示。其中图4a~4c为FSLW焊接接头,搭接界面没有预置钎料;图4d~4f为FSB焊接接头,搭接界面预置了厚度为0.1 mm的商业纯Zn钎料。
与直径为30 mm的无针搅拌工具相比,由于20 mm的直径较小,故搅拌摩擦过程中热输入较低。针对Al/Cu硬组合,无论选择图1中的哪种拘束方式,所有的FSLW接头(图4a~4c)都非常脆弱,强度很低。然而,当在上、下板搭接区域预置Zn箔之后,无论选择图1中的哪种拘束方式,焊后获得的FSB接头(图5)均结合牢固、力学性能可靠,拉剪载荷稳定在3.5 kN附近。拉剪载荷测试有力地证实了预置钎料的必要性,良好焊接接头的获得取决于液态钎料Zn和搅拌工具的力学作用对Al侧氧化膜的去除,有效地改善了焊接界面的润湿性[13]。然而,也不可忽略钎料Zn对焊接接头的不利影响,比如FSB接头的表面质量变差(图4d~4f),这种现象的出现,主要是由于液态纯Zn钎料对上板铝母材的显著溶解,使上板强度降低,在搅拌头的强烈力学作用下极易发生扭转变形。
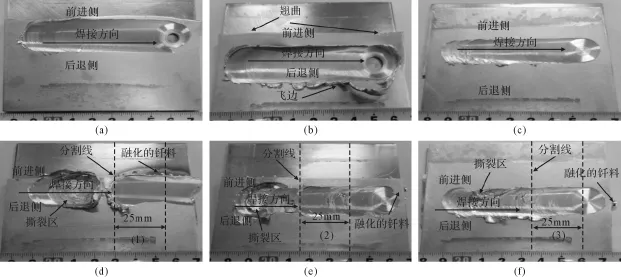
图4 选用无针搅拌工具(20 mm)FSLW焊接(a-c)和FSB焊接(d-f)Al/Cu硬组合接头外观Fig.4 Al/Cu combination joint appearances and fracture behaviors of FSLW(a-c)and FSB(d-f)joints produced using a 20 mm diameter tool without pin after tensile shear test

图5 不同装夹方式时,用无针搅拌工具(20 mm) FSB焊接Al/Cu硬组合接头断裂方式Fig.5 Fracture location of FSB joint under different constraint using a pin free tool with small diameter of20 mm
3 结论
本文研究了拘束方式和预置钎料对无针搅拌摩擦搭接焊焊接质量的影响,其中母材为板厚2 mm的Al/Al组合和Al/Cu组合。焊后主要通过接头外观成型、拉剪测试和断裂方式等方法来评定焊接质量。
(1)对Al/Al软组合而言,在图1三种不同装夹方式的条件下,即使选用20 mm直径的小尺寸搅拌头,也能得到外观光亮、性能稳定的搭接接头。这种情况表明,待焊母材的种类是影响FSLW焊接质量的重要因素之一。针对Al/Al软组合,仅仅依靠无针搅拌头对焊接界面强烈复杂的热力学作用就能够得到良好的焊接接头。
(2)对Al/Cu硬组合来说,只有选用大直径无针搅拌工具且工具外露1 mm(图1a)的双重条件下,通过母材的剧烈延展变形去除焊接界面氧化膜,进而获得性能优异的搭接接头。
(3)当Al/Cu硬组合选用小直径无针搅拌工具时,由于热输入较低,不论采用哪种装夹方式,都得不到结合良好的搭接接头。当在Al/Cu界面预置Zn箔后,摩擦焊接过程中利用液态Zn钎料的冶金作用去除氧化膜,有效地改善了焊接界面的润湿性,加上无针搅拌头对焊接界面剧烈的热力学作用可以轻松得到结合牢固的接头。
[1]D.Fersini and A.Pirondi.Fatigue behaviour of Al2024-T3 friction stirwelded lap joints[J].Engineering fracturemechanics,2007,74(4):468-480.
[2]L.Cederqvist and A.P.Reynolds.Factors affecting the properties of friction stir welded aluminum lap joints[J].Welding Journal,2001,80(12).
[3]A.Abdollah-Zadeh,T.Saeid and B.Sazgari.Microstructural andmechanical properties of friction stirwelded aluminum/copper lap joints[J].Journal of alloys and compounds,460(1):535-538.
[4]X.Cao and M.Jahazi.Effect of tool rotational speed and probe length on lap joint quality of a friction stir welded magnesium alloy[J].Materials&Design,2011,32(1).
[5]Y.C.Chen and K.Nakata.Effect of tool geometry onmicrostructure and mechanical properties of friction stir lap welded magnesium alloy and steel[J].Materials&Design,2009,30(9):3913-3919.
[6]Y.Morisada,H.Fujii and T.Nagaoka.MWCNTs/ AZ31 surface composites fabricated by friction stir processing[J].Materials science and engineering:A,2006,419(1):344-348.
[7]W.Gan,Z.T.Li and S.Khurana.Toolmaterials selection for friction stir welding of L80 steel[J].Science and technology of welding&joining,2007,12 (7):610-613.
[8]M.Aissani,S.Gachiand F.Boubenider.Design and optimization of friction stir welding tool[J].Materials and manufacturing processes,2010,25(11):1199-1205.
[9]R.A.Prado,L.E.Murr and K.F.Soto.Self-optimization in toolwear for friction-stirwelding of Al6061 +20%Al2O3MMC[J].Materials science and engineering:A,2003,349(1):156-165.
[10]C.J.Dawes and W.M.Thomas.Friction stir process welds aluminium alloys:The process produces low-distortion,high-quality,low-cost welds on aluminium[J].Welding journal,1996,75(3):41-45.
[11]R.S.Mishra and Z.Y.Ma.Friction stirwelding and processing[J].Materials science and engineering:R: reports,2005,50(1):1-78.
[12]G.F.Zhang,W.Su,J.Zhang.Effects of shoulder on interfacial bonding during friction stir lap welding of aluminum thin sheets using tool without pin[J].Transactions of Nonferrous Metals Society of China,2010,20(12):2223-2228.
[13]G.Zhang,W.Su,J.Zhang,and Z.Wei.Friction stir brazing:a novel process for fabricating Al/Steel layered composite and for dissimilar joining of Al to steel[J].Metallurgical and materials transactions A,2011,42(9):2850-2861.
Prelim inary investigation on friction stir lap welding of Al/Al and Al/Cu using a pin free tool
WU Liang,PENG Lei,WEIZhi-yi,SU Zhen-hua
(1.Xi'an Jiaotong University,Xi'an 710049,China; 2.China National Heavy Machinery Research Institute Co.,Ltd.,Xi'an 710032,China)
To eliminate the keyhole and wear of pin by strong basemetal,friction stir lap welding(FSLW)of Al/Al and Al/Cu sheets(each one was 2 mm thick)combinations using a pin free tool(20 mm and 30 mm diameter shoulder)were conducted under the different constraints,namely,the edge of the top sheetof Alwas in free state or was constrained by jig.It was found that Al/Al combination(soft combination)could be effectively joined regardless of initial constraint type before welding.However,for Al/Cu combination,when the edge of the top sheet was not fixed by jig(in free state),sound joint was reliably obtained owing to the spreading deformation at the edge of the top sheet,whilewhen the edge of the top sheetwas fixed by jig,joining was achieved only under intense heating and deep plunge depth.In this case with constraint and insufficient heating,the insertion of Zn foil fillermetal at joint interface could significantly improve interfacial joining owing to evident dissolution of Al top sheet.The new process using fillermetal in FSLW was called friction stir brazing (FSB).
friction stir lap welding;constraints;extension deformation;friction stir brazing
TG457
A
1001-196X(2015)02-0026-05
2014-10-16;
2014-11-12
吴量(1984-),男,西安交通大学硕士研究生,中国重型机械研究院股份公司工程师。
