二辊矫直机的结构改进
2015-09-18刘磊赵西韩马强王仕杰周文浩陈灿贾尚武中国重型机械研究院股份公司陕西西安710032
刘磊,赵西韩,马强,王仕杰,周文浩,陈灿,贾尚武(中国重型机械研究院股份公司,陕西西安710032)
二辊矫直机的结构改进
刘磊,赵西韩,马强,王仕杰,周文浩,陈灿,贾尚武
(中国重型机械研究院股份公司,陕西西安710032)
介绍了二辊矫直机设备组成,并对相应问题进行了改进:通过变频控制前夹送辊的送料速度和在结构上引入超越式离合器解决了棒材搓伤问题;采用电气系统控制液压缸解决了实际辊缝与显示辊缝不一致的问题;在矫直辊下方增加液压缓冲机构解决了因棒材椭圆度超差无法连续咬入的问题;改进后设备运行稳定,现场使用效果较好。
二辊矫直机;棒材;矫直
0 前言
伴随着国内汽车行业及石油行业的强势发展,大直径圆断面棒材在市场上的需求也在持续增长,同时对成品棒材的椭圆度和直线度有了更高的要求,如何更好的为市场和用户服务是亟待解决的问题。
二辊矫直机作为一种精密矫直的设备,是棒材精整线上重要的一环,多与剥皮机配合使用,用于剥皮后棒材的矫直滚光,提高成品棒材的直线度和表面光洁度。二辊矫直机的矫直原理与多辊矫直机有很大不同,它对工件的矫直作用不是依靠相邻各辊之间的交错压弯使得工件产生塑性弯曲变形,而是依靠一对辊缝内部弯曲曲率的变化产生的,所以辊型在棒材直的过程中起到了至关重要的作用。棒材需要矫直,首先需要经过一个导程范围内的等曲率大压弯量,然后经过至少半个导程的等曲率反向小压弯量进行弹复矫正,小压弯量处的曲率需要根据来料的状态和前面大压弯量的曲率决定。等曲率大压弯可以保证棒材达到一个统一的弯曲,而等曲率小压弯可以使得工件在全长范围内实现全方位的矫直。
1 设备的组成
二辊矫直机的机械结构主要由三部分组成,分别是前部送料系统、主机和后部下料系统。
前部送料系统主要由固定台架、挡料拨料机构、固定C型架和前夹送辊四部分组成,如图1所示。待矫直棒料放置在固定台架上,将棒料整齐放至挡料拨料机构处,通过可调整的挡料机构保证每次只拨入一根棒料进入固定C型架中,在拨入C型架的同时,棒材头部进入前夹送辊的夹送区域,由前夹送辊夹合将棒材送入矫直机主机。

图1 前部送料系统Fig.1 Foreside carrying system
二辊矫直机主机主体为二梁四柱的二斜辊式结构。采用四拉杆式预应力机架,防止矫直过程中机架的整体弹跳,增加了机架的整体刚度。两辊均为主动,配有压下传动机构,下辊设置恒压保护液压负荷缸,上下辊均配有角度调整机构,辊缝两侧配有侧导板等。其主传动由二台电机通过硬齿面减速机、万向联轴器分别传动上下辊。一般采用交流变频的方式实现矫直速度的调整;其上下两个矫直辊采用高硬度冷轧辊钢,经高频表面淬火处理,具有极高的表面硬度。辊体装配由轴承座、矫直辊轴、轴承等组成。主机结构如图2所示。
主机的辊缝大小通过电机驱动蜗轮蜗杆机构驱动主丝杠压下带动上辊上下运动,以实现辊逢的调整。上辊具有液压平衡机构,以平衡上辊的重量和消除主螺母与丝杠之间间隙,防止矫直过程中上辊的弹跳,避免矫直过程中的进料冲击。
对于矫直不同直径的棒料,上下辊的角度也是有区别的。二辊矫直机的角度调整系统采用螺旋升降机电机驱动,调整范围10°~22°。调整系统具有自锁功能,用于防止调整后和矫直过程中的跑偏。二辊矫直机的辊型与多辊不同,在矫直过程中对棒材的包络和夹持不够,而侧导板系统作为二辊矫直机特有的一种结构,主要就是为了保证棒材在矫直过程中不会窜出矫直机。侧导板系统可以根据被矫棒料的直径等参数进行高度及水平方向的电动调整。设备在下横梁内部设置有液压负荷控制缸,用于恒压负荷控制,以便于调整孔型、实现对辊压紧,减少头尾缩径。液压负荷缸的采用,矫直过程中,避免了由于圆度不够、过弯棒材对机架的破坏冲击,变刚性机架为柔性机架。

图2 主机Fig.2 Central equipment
后部出料系统主要由出料夹送辊、出料导槽和收集料筐三部分组成。出料夹送辊为油缸驱动开合式夹送辊,为V型出料辊,上辊可由油缸驱动上下开合,将矫直后的棒材拉出矫直机。出料导槽为V型出料导槽,防止出料过程中的棒材甩动,由油缸控制导槽的翻转,可实现双侧下料,内部耐磨衬板可更换。收集料筐为液压驱动帆布带升降料筐,由液压摆动缸驱动滚轮卷曲收放帆布带,避免下料时的冲击。
2 二辊矫直机的改进
2.1前部送料系统中前夹送辊的改进
对于大中型二辊矫直机而言,前部送料系统中的前夹送辊是向主矫直辊送料喂料的重要部件。二辊矫直机本身辊型凹凸程度较浅,同时对棒材的夹持不够,造成在棒料咬入主机时比较困难,需要让棒料提前旋转起来,并与主机旋转方向相同,所以前夹送辊一般均为斜辊布置,可以保证棒料在前进的同时旋转起来。另外,前夹送辊的夹送动作是通过液压缸完成的。当棒料拨入前夹送辊内部时,液压缸动作夹持棒材同时,电机旋转进行送料动作。但是,前夹送辊送料速度与主机矫直辊咬料速度不可能完全匹配,所以在棒材咬入主机时,前夹送液压缸需要准确打开,以防止由于前夹送辊与主机矫直辊速度不同步而造成棒材搓伤现象的产生。而前夹送何时打开是个比较难以界定的问题,检测到被矫工件后信号传递到液压系统动作,对整个系统的反应时间提出了很高的要求,在实际工程中很难保证工件不被搓伤。中国重型机械研究院提出了一个新的解决方案。首先将前夹送辊的送料速度通过变频控制,让其与送料速度尽可能接近同时略低于主机速度。另一个改进措旋在机械结构上采用了超越式离合器。
当前夹送辊送料时,其速度会略低于主机速度,在棒料咬入时主机速度较高,则会造成离合器超越,前夹送辊随动。同时检测棒料咬入发出电气信号,控制前夹送液压缸打开。解决了由于前夹送辊与主机矫直辊速度不同步而造成棒材搓伤现象的问题。
2.2消除压下系统的装配间隙
一般来说,二辊矫直机的辊缝都是通过丝杠螺母的形式进行调节的,而丝杠螺母配合在长时间的使用过程会产生磨损,从而导致在使用一段时间内,实际辊缝与电气系统显示的辊缝大小不一,会影响到设备的矫直效果。以往设计中,习惯利用弹簧或者碟簧拉紧丝杠,消除间隙,但由于弹簧和碟簧在最初装配时需要备紧,增加装配难度,还会加速丝杠螺母之间的磨损,同时长时间使用后会产生疲劳甚至于失效。针对此种问题,采用液压和电气系统对油缸进行控制,在辊缝调整过程中,位于设备最上方的液压缸处于随动状态,其活塞杆随下方丝杠筒体一起动作,电气控制液压系统对液压缸前后腔体补油;当辊缝调整到位后,液压缸有杆腔进油动作,提升丝杠筒体,而螺母固定不动,将其长期使用后造成的间隙消除掉,从而保证设备最终的矫直效果。其结构如图3所示。
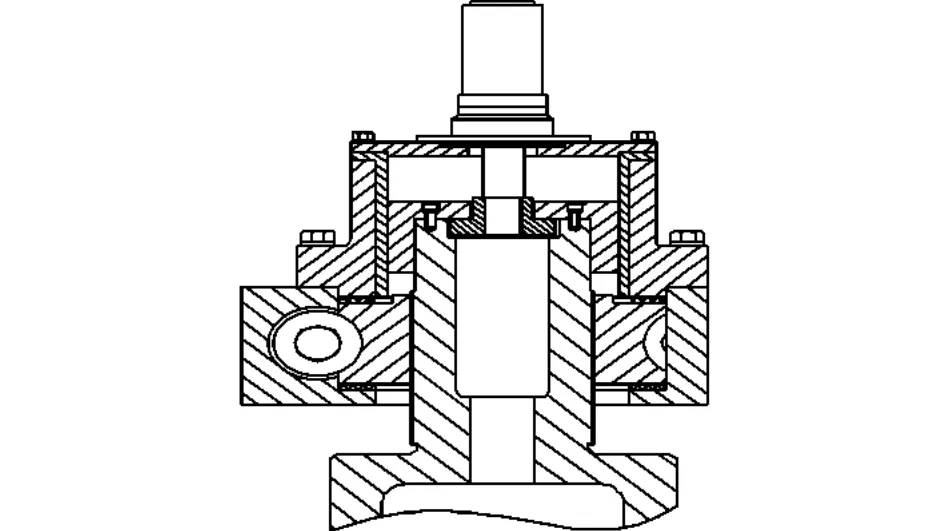
图3 拉紧油缸Fig.3 Tighting cylinder
2.3动态连续矫直技术的应用
二辊矫直机均采用上下辊对置的方式布置,通过调整上下辊辊腰之间的距离(即辊缝)和上下辊角度的方式来获得需要的弯曲曲率,从而满足一定直径范围内棒材的矫直。一般来说,辊缝都要比被矫工件的直径略小,才可以对棒材施加一定的压紧力,从而获得理想的矫直效果。可是,现有国内棒材原料均存在椭圆度超差的问题,从而造成二辊矫直机矫直过程的时断时续和冲击过大的问题。根据现场实际的使用工况,在二辊矫直机的下矫直辊下方增加了一个液压缓冲机构,并根据工作需要的最大矫直力换算为缓冲机构的系统压力,矫直工程中,液压缓冲机构可以持续提供足够的压紧力,保证棒材的连续矫直,同时当棒材超差时,可以缓解瞬间的冲击,减少对设备的损坏。
3 结束语
二辊矫直机作为棒材精整线末端成品的重要设备,在国内外已经有了很大范围的应用。经过改进的二辊矫直机已经陆续在宝鸡钛业、江苏恒立等用户单位经过了长时间的使用,其稳定性得到了显著提高,故障率有了进一步的降低,得到了用户的高度评价。
[1]崔甫.矫直原理与矫直机械[M].北京:冶金工业出版社,2002.
[2]赵西韩,薛红卫,赵永平.可变恒压动态矫直技术与应用[J].重型机械,2006(6):34-36.
[3]赵西韩,王仕杰,卢星,等.二辊矫直滚光机的辊形设计[J].重型机械,2012(4).
[4]熬列伟,熊西.二辊矫直辊面接触应力的计算[J].重型机械,2000(1):34-35.
[5]吕慕禹.ZQJ-40双凹辊式矫正机的试验与分析[J].山西机械,2001(2):41-44.
[6]冯晓若.圆材矫直的理论与实践[J].山西机械,2001(2):34-35.
[7]宜亚丽.矫直系统运动与力学研究分析[J].机械设计与制造,2005(2):3-4.
[8]刘勇,双远华等二辊矫直过程工艺参数研究[J].重型机械,2011(6):31-36.
[9]矫庆春,黄晓娟.矫直机矫直辊设计分析[J].冶金设备,2005(3):26-28.
[10]赖兴涛,刘玉文.一种新型的棒材与管材矫直辊辊型的设计方法[J].宝钢技术,2004(6):1-3.
[11]胡大超,陈豪敏.棒管材矫直机辊形曲面的设计研究[J].机械设计与制造,2009(2):145-146.
[12]贺镇,胡高举,郑才刚.两辊对辊式管棒材矫直机辊形设计[J].机械,200128(6):58-59.
[13]井永水,窦忠强,李忠富.矫直理论的新探索[J].北京科技大学学报,200224(1):64-66.
[14]刘鸿文.材料力学[M].北京:高等教育出版社,1982.
The amelioration of the two-roll straightener
LIU Lei,ZHAO Xi-han,MA Qiang,WANG Shi-jie,ZHOUWen-hao,CHEN Can,JIA Shang-wu
(China National Heavy Machinery Research Institute Co.,Ltd.,Xi'an 710032,China)
This paper introduced the basic configuration of the two-roll straightener,and ameliorated the issues existed in the debugging.Bruise has been raveled out through transducer and overrunning clutch,while electrical system controlling the hydraulic cylinder eliminates inconformity between display and actual roll gap; hydraulic buffermechanism is added below straightening roll to solve unable-to-bite issue due to over tolerance of the ovality,which bring a good appraise in the steely factory.
two-roll straightener;bar;straightening
TG333
A
1001-196X(2015)02-0083-03
2014-11-08;
2014-12-21
刘磊(1983-),男,中国重型机械研究院股份公司工程师,从事棒材矫直机的研发工作。
