机器人在重卡驾驶室表面喷涂中的应用
2015-09-15杜永聪上海发那科机器人有限公司上海201906
□徐 磊 □姚 炜 □杜永聪上海发那科机器人有限公司 上海 201906
机器人在重卡驾驶室表面喷涂中的应用
□徐磊□姚炜□杜永聪
上海发那科机器人有限公司上海201906
介绍了发那科P-200E喷涂机器人和SAMES PPH607系列旋杯在重卡驾驶室表面喷涂中的应用,阐述了整体方案的确定、硬件的构成、监控系统的功能、控制系统的特点等。该项目经实际使用证明,性能优良,易于操作,得到业主的好评。
1 采用机器人进行喷涂的必要性
中国已成为世界第一汽车生产大国,2010年产量超过了1 800万台。随着产量的增加,高速自动化的需求与发展已成为目前的趋势,对汽车表面的喷涂节拍和喷涂质量也提出了更高的要求。现在汽车的涂层质量,其外观装饰性和耐腐性等已跟上了时代潮流的要求,达到和超过了汽车的使用寿命。现今,汽车涂装技术为保护地球环境、提高涂装经济性和涂层品质、增加产品附加值提供了有力保障,而机器人自动化生产线的高速发展正顺应了这一市场趋势。
与人工手动喷涂相比,机器人自动喷涂具有装饰好、质量稳定,上漆率高、节省涂料等优点。机器人系统受环境和人为因素影响小,产量稳定,因而国外的机器人自动化喷涂在汽车车身的中涂和色漆喷涂线上已完全替代了人工喷漆,实现了喷涂无人化。
2 项目简介及方案制定
2.1项目简介
2008年,国内某重型汽车有限公司对其在西安工厂的涂装车间进行技术改造,要求实现双班制年产量6万辆的目标。根据工艺要求,在涂装车间增加了3个机器人自动喷涂工作站,分别为中涂站喷涂机器人4台、色漆站喷涂机器人6台、清漆站喷涂机器人4台,其中中涂线与色漆线喷涂主要工艺过程如图1所示。

图1 中涂线与色漆线喷涂主要工艺过程
2.2工艺要求
涂装车间目前主要承担该厂多款车型驾驶室本体的喷涂任务,其中最大的驾驶室本体外形尺寸等参数见表1。
涂装驾驶室外观质量要求:光滑平整,光色均匀,不允许有缺漆、发花、桔皮、流挂等漆膜缺陷。
涂层干膜厚度:金属底色漆15~20 μm;罩光清漆35~45 μm;实色漆35~45 μm;中涂30~40 μm。
2.3机器人布局
根据上述膜厚要求,经工艺分析后得出各喷涂站需要的机器人台数及布局,本次采用的是FANUC专业喷涂机器人P-200E,各机器人工作站的具体分布如图2、图3所示。
色漆站机器人采用6台FANUC P-200E喷涂机器人,为了使6台机器人能够完成一个驾驶室表面的两遍喷涂,其中4台P-200E机器人选用了带轨道的配置。

表1 最大驾驶室本体参数

图2 中涂站和清漆站机器人的布局
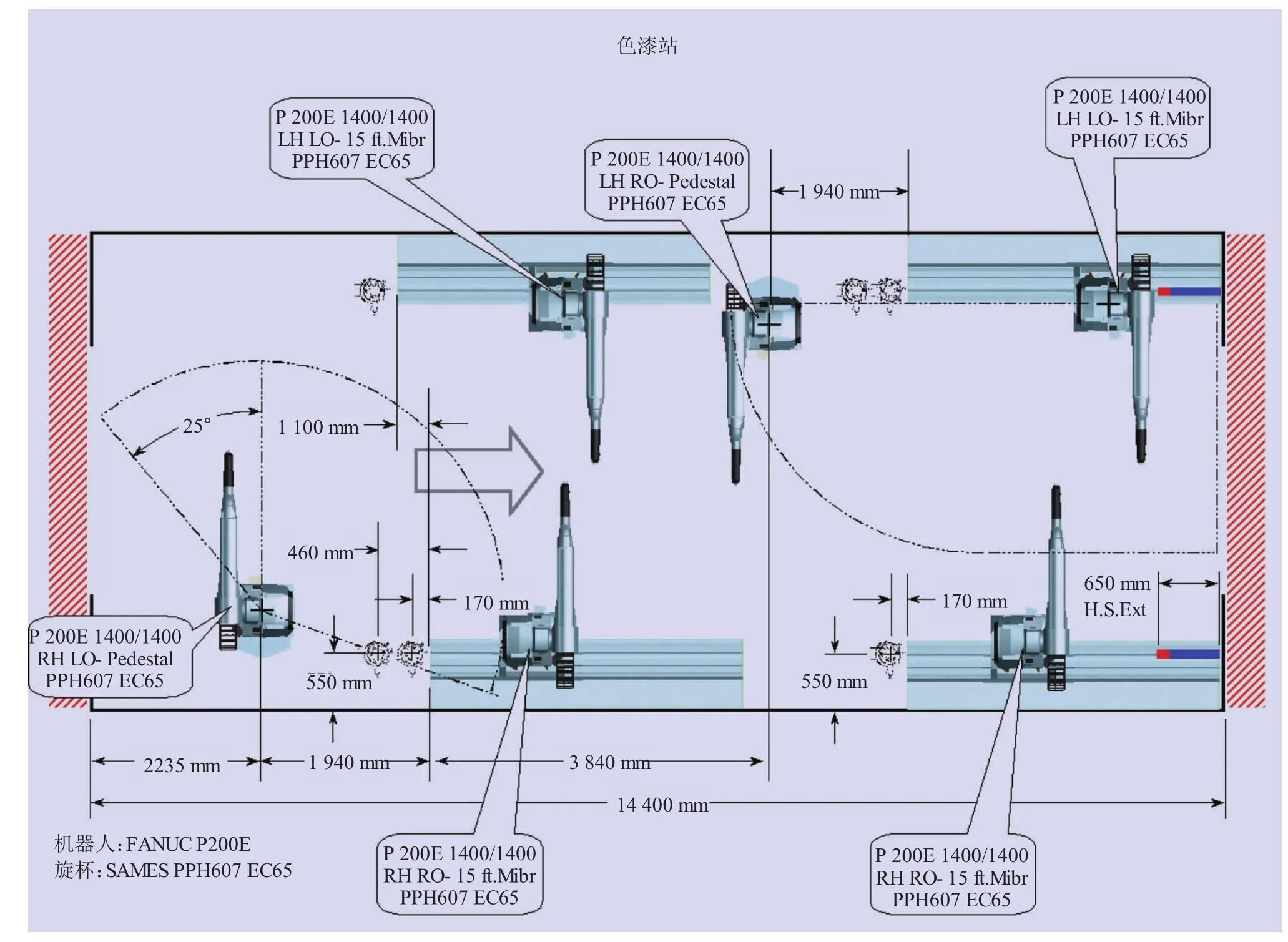
图3 色漆站机器人布局
3 控制系统构成及工作流程
3.1电气方案
应客户要求采用了高性能CPU作为主控制器,用西门子Profibus-DP总线连接喷涂生产线上各不同工位的机器人,工艺控制设备安装在专门的工艺控制柜中,由FANUC控制器Model A控制。Model A通过FANUC专用总线与机器人控制器通信,由FANUC专业喷涂软件对工艺流程中的各项参数进行控制。在喷房入口处,配有车型自动识别工位,可完成对各种不同驾驶室类型的识别,并可进行人工判断,对识别出的数据进行修改。
正常生产时,PLC将识别出的工件号转化为机器人对应的工作序号传送给机器人控制器,机器人接受到工作号后调用对应的喷涂程序,同时Mudel A控制喷涂设备,协调完成喷涂工作,如图4所示。
难点是色漆线前端的自动识别车型数据需要和清漆线控制系统共享,色漆线与清漆线为两条不同步运行的双链。在各自的传输链驱动电机上安装有编码器,PLC通过计算编码器采集的信号可以检测出双链上各驾驶室的实际位置。但当驾驶室运行到两条双链中间的流平区时(流平区由多个滚床组成),驾驶室的位置数据与编码器的采样信号脱离了关系,PLC无法检测到各个驾驶室的具体位置,并且无法将色漆站采样的车型、颜色数据对应实际运行的驾驶室传送到清漆站,产生了到达色漆站的实际驾驶室与喷涂数据不能对应的问题,如图5所示。
通过分析,可以在软件编程中利用堆栈的原理解决以上问题。首先通过CC-Link总线连接两个PLC,保证PLC之间数据传输。在色漆线上的驾驶室运行到双链末端时,利用编码器检测的位置条件将该驾驶室对应的车型及颜色数据传送给清漆线的PLC;清漆线PLC收到后将数据进行堆栈存储,并依次存入驾驶室2、驾驶室3等的数据。当驾驶室1到达清漆线双链,碰到进入清漆线的检测开关时,就将驾驶室1的数据读取出来,对应存储到驾驶室1在清漆线PLC对应的存储区中。通过这种方法,可以有效解决两套独立的PLC控制系统的数据交换问题,实现了整线上车型识别数据的共享。

图4 色漆站机器人控制系统构成示意图

图5 驾驶室在两个喷涂区传输示意图
3.2监控系统的功能
如图5中显示,系统中包含两个人机界面,分别安装在主控柜触摸屏和通过以太网连接机器人的工业控制电脑上,所用的监控软件是FANUC自主开发的人机界面软件Paint Works。
在触摸屏上可以监控所有设备的当前状态,包括机器人的位置、工作状态、通信状态等。喷房在线监控界面可以显示所有进入喷房车体的车型号码以及该车体需要喷涂的涂料颜色对应的颜色号码,如图6所示。
在Paint Works的界面中可以显示所有机器人的即时状态、相关参数设置、历史报警记录等,还可以修改机器人内部参数,机器人数据的备份及导入,喷涂时换色程序的修改及设定,可以按照工艺要求编写换色步骤及各个不同的电磁阀开度的时间等。

图6 中涂线喷房在线监控界面
4 系统总结
该项目正式投产后,完全实现了最终用户的预定目标,在产能实现大幅提升的同时,产品的质量也有了可靠的保证,充分体现了喷涂机器人系统在重卡驾驶室表面喷涂的应用价值,具体表现如下。
(1)提高生产效率。手工喷涂的生产效率仅为10 JPH(Jobs Per Hour),采用机器人喷涂后的生产效率可达23 JPH。
(2)节约油漆。手工喷涂油漆利用率约40%左右,机器人喷涂可达到70%以上。
(3)提高驾驶室的喷涂质量和一次交验合格率。
(4)降低工人劳动强度。采用机器人喷涂可减少4个人的劳动量,并降低其他喷漆人员的劳动强度。
(5)提高喷涂的便利性。重卡驾驶室外形尺寸大,尤其是高顶顶盖喷涂,在连续生产方式下不便手工喷涂。
(6)减少废弃物的排放。油漆利用率的提高,降低废水、废渣的量达40%以上,减少后续的处理量。
5 结束语
该机器人喷涂生产线控制系统融合了国外先进的生产工艺,自主开发设计制作。投入生产后运行稳定可靠,PLC控制系统运行半年多来,功能完备,性能可靠,维护方便,对于重卡驾驶室喷涂线的安全、经济地运行起到良好的作用,达到了预期的目标,得到了用户的好评。同时,随着该系统在重卡驾驶室表面喷涂的成功应用,也预示了喷涂机器人在喷涂行业的应用前景非常广阔,大大缩小了我国在重卡驾驶室喷涂领域与国外的技术差距。
[1]王锡春.涂装车间设计手册[M].北京:化学工业出版社,2008.
Gived an introduction on the application of FANUC P-200E painting robots and SAMES PPH607 series rotary cup in surface coating of heavy truck cab,including assessment of overall program,hardware configuration,functions of monitoring and control system,features of control system etc.The project has been put into operation.owing to its excellent performance and easy operation it has good reputation among the owners.
FANUC;喷涂机器人;旋杯;涂装
FANUC;Coating Robot;Rotary Cup;Painting&Dressing
PT242.2
B
1672-0555(2015)03-052-05
2015年5月
徐磊(1982年-),男,工程师,主要从事机器人控制系统自动化软件的设计管理工作