醚后碳四在ZSM-5分子筛催化剂上的芳构化反应性能
2015-09-04樊金龙徐亚荣
樊金龙,许 磊,徐亚荣
(中国石油乌鲁木齐石化公司研究院,乌鲁木齐 830019)
醚后碳四在ZSM-5分子筛催化剂上的芳构化反应性能
樊金龙,许 磊,徐亚荣
(中国石油乌鲁木齐石化公司研究院,乌鲁木齐 830019)
在小型固定床试验装置上考察了ZSM-5分子筛催化剂对醚后碳四芳构化反应的催化性能,并进行了催化剂长周期活性稳定性评价。结果表明,在反应温度为380 ℃、反应压力为2.0 MPa、氢油体积比为300、质量空速为2.0 h-1的条件下,催化剂的长周期运行活性稳定,烯烃转化率大于99%,干气产率小于2%,液化气产率为57%~64%,C5+液体收率为35%~41%,芳烃产率为10%~12%。经过984 h长周期运行后,芳构化催化剂的积炭量为11.56%。气相产物是优质的裂解制乙烯原料。
醚后碳四 ZSM-5分子筛催化剂 芳构化 反应性能
炼油厂碳四烃类利用的途径主要有:①利用碳四中的异丁烯和甲醇反应生产MTBE,作为高辛烷值汽油调合组分;②利用碳四烃芳构化生产高辛烷值汽油组分;③以碳四为主要组分的液化气经芳构化生产苯、甲苯、二甲苯[1-2];④利用碳四、碳五烯烃转化制乙烯和丙烯[3]。目前,我国大部分炼油厂的碳四烃进醚化装置,碳四烃中的异丁烯和甲醇反应生成MTBE,巨大的醚后碳四资源主要作为液化气燃料销售,而醚后碳四中含有大量的异丁烷、正丁烷、反-丁烯、顺-丁烯以及正丁烯等,没有得到合理的利用,造成了高附加值资源的浪费。由于我国石油资源紧缺、原油大量依赖进口,加之近年来进口原油价格居高不下,低碳烃资源的有效利用率低,严重影响相关行业的总体经济效益[4],因此,有效利用炼油厂醚后碳四资源就显得日益迫切。当前,利用碳四芳构化技术来生产芳烃和高辛烷值汽油调合组分的工艺简单、反应条件温和、经济效益可观,逐渐成为研究热点[5-9]。本课题主要研究ZSM-5分子筛催化剂对醚后碳四芳构化反应的催化性能,并进行催化剂长周期运行稳定性研究,为醚后碳四芳构化技术的工业化提供参考。
1 实 验
1.1 原 料
采用中国石油乌鲁木齐石化公司MTBE装置反应后的混合碳四(简称醚后碳四)为原料,其组成见表1。
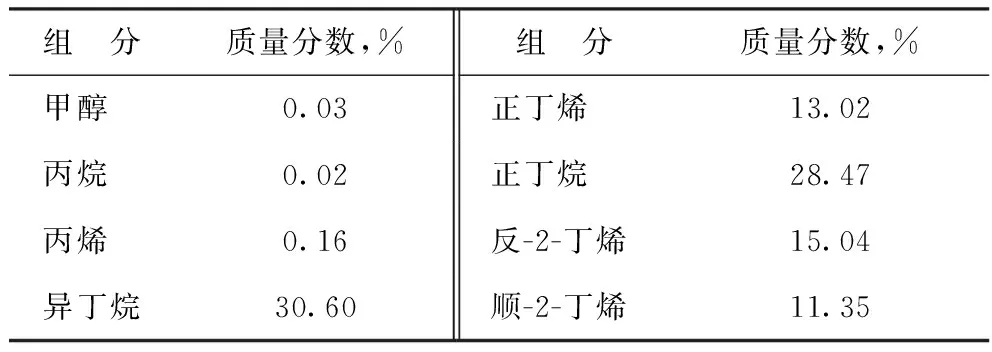
表1 炼油厂醚后碳四的组成
1.2 芳构化催化剂
芳构化催化剂是采用活性组分ZSM-5分子筛与黏结剂拟薄水铝石挤条成型而成,其物化性质见表2。
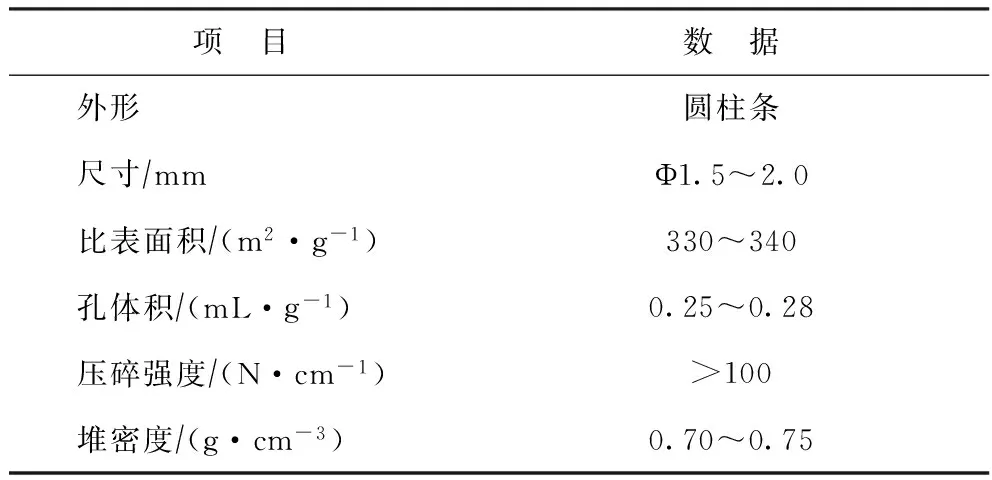
表2 催化剂的物化性质
1.3 实验方法
芳构化实验在管式绝热固定床装置上进行,催化剂装填量为50 mL。采用0.8 MPa氮气密封原料罐,保证醚后碳四原料为液体进料。原料经过计量泵以稳定的流量和氢气混合后进入预热器加热至120 ℃,然后进入反应器预热段继续升温至反应温度后进入催化剂床层进行芳构化反应。反应产物经冷凝后分为气相产物和液相产物两部分,液相产物采用荷兰AC新配方汽油分析仪分析族组成,气相产物经气体流量计测定体积后用HP6890炼厂气气相色谱仪分析,色谱柱为四阀五柱系统,氮气为载气,分析结果采用归一化的方法进行处理。
研究结果表明[5-10],温度和空速比压力和氢油比对碳四芳构化反应的影响更大,通过调研文献,发现较合适的芳构化反应压力为2.0 MPa左右、氢油体积比为300左右,因此本实验在反应压力为2.0 MPa、氢油体积比为300的条件下进行。
2 结果与讨论
2.1 温度对碳四芳构化反应的影响
在反应压力为2.0 MPa、氢油体积比为300、质量空速为2.0 h-1的条件下,反应温度对碳四芳构化反应的影响见表3。由表3可见:当反应温度高于380 ℃时,烯烃转化率达到100%;C5+液相收率和芳烃产率随着反应温度的升高呈现先增加后降低的趋势,且在反应温度为380 ℃时达到最大值。这是由于碳四芳构化反应历程非常复杂,一般认为包括齐聚、裂解、环化、脱氢等多个过程,其中齐聚为放热反应,而环化、裂解、脱氢为吸热反应,随着反应温度的升高烯烃环化、脱氢反应活性增强,从而会生成更多的芳烃[11-12];而当温度继续升高时不利于烯烃齐聚反应的进行,同时裂解反应也加剧,一部分碳四原料裂解生成干气,所以造成了反应温度超过380 ℃后C5+液相产物收率降低而干气产率增加。综合考虑,较合适的芳构化反应温度为380 ℃。
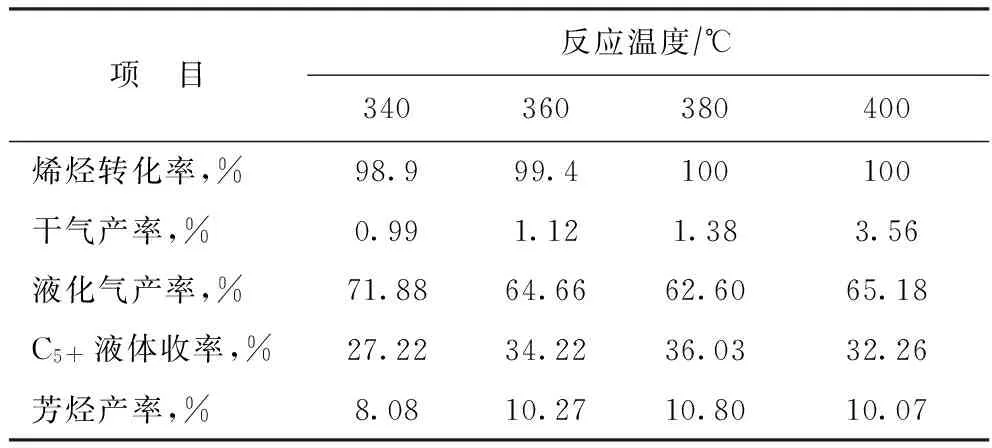
表3 反应温度对碳四芳构化反应的影响
2.2 空速对芳构化反应的影响
在反应压力为2.0 MPa、反应温度为380 ℃、氢油体积比为300的条件下,空速对碳四芳构化反应的影响见表4。从表4可以看出:C5+液体收率随着空速的提高而降低,当空速为4.0 h-1时,C5+液体收率仅为17.22%;随着空速的增大,烯烃转化率下降;芳烃产率在空速为1.0 h-1和2.0 h-1时变化不大,当空速增加到3.0 h-1和4.0 h-1时芳烃产率下降十分明显。这是由于当空速增大至3.0 h-1时,原料与催化剂接触时间过短,不利于芳构化反应的进行;但是当空速为1.0 h-1时,反应的苛刻度增加,裂解等副反应加剧,产生的干气过多,不利于资源有效利用。因此,适宜的空速为2.0 h-1。
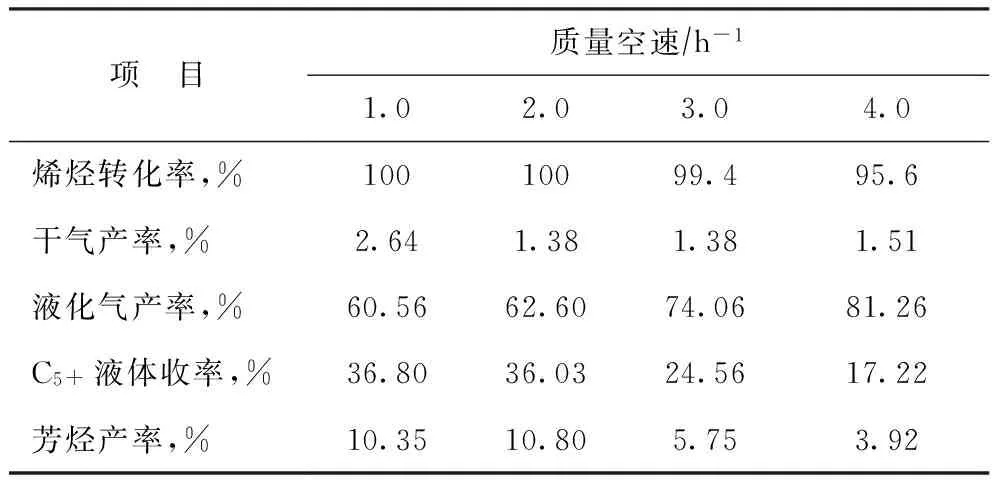
表4 空速对碳四芳构化反应的影响
2.3 催化剂长周期稳定性评价结果
在反应温度为380 ℃、反应压力为2.0 MPa、氢油体积比为300、质量空速为2.0 h-1的条件下,进行了984 h催化剂长周期稳定性试验,结果见图1。由图1可见,催化剂在长周期运行期间活性稳定,烯烃转化率大于99%,干气产率小于2%,液化气产率为57%~64%,C5+液体收率为35%~41%,芳烃产率为10%~12%。
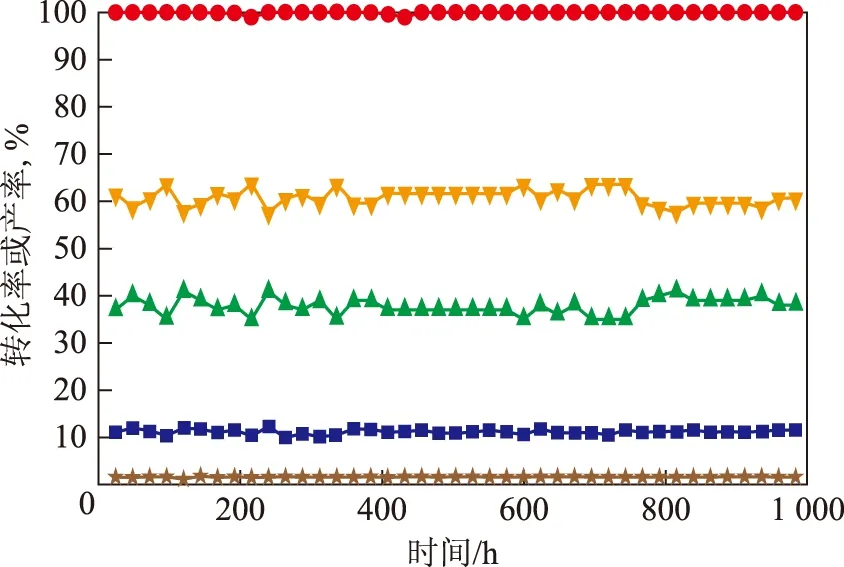
图1 醚后碳四芳构化984 h长周期稳定性试验结果●—碳四烯烃转化率; 液化气产率; ▲—C5+液体产率; ■—芳烃产率; ★—干气产率
经过984 h长周期运行,用氢气吹扫后从反应器中取出全部催化剂并称重,计算得到催化剂积炭量为11.56%。
2.4 醚后碳四芳构化反应尾气的组成
在醚后碳四芳构化长周期评价实验过程中对尾气组成进行了取样分析,结果见表5。由表5可见,气相产物除氢气外,有少量的乙烯和乙烷,其它主要为丙烯和C4烷烃,是很好的裂解制乙烯原料。
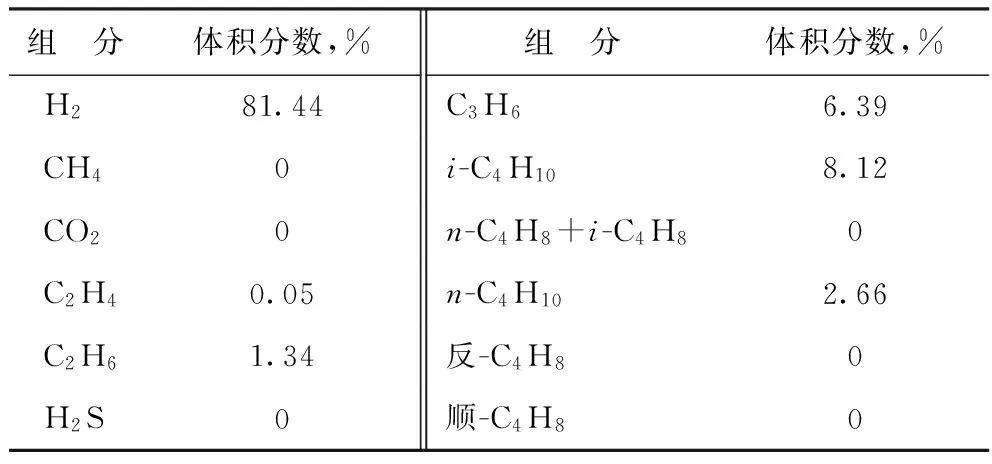
表5 醚后碳四芳构化反应尾气的组成
3 结 论
(1) 在反应温度为380 ℃、反应压力为2.0 MPa、氢油体积比为300、质量空速为2.0 h-1的条件下,催化剂的长周期运行活性稳定,烯烃转化率大于99%,干气产率小于2%,液化气产率为57%~64%,C5+液体收率为35%~41%,芳烃产率为10%~12%。经过984 h长周期运行后,芳构化催化剂的积炭量为11.56%。
(2) 醚后碳四芳构化的气相产物除氢气外,有少量的乙烯和乙烷,其它主要为丙烯和C4烷烃,是很好的裂解制乙烯原料。
[1] 张甫,易金华,雷元柏,等.我国混合碳四的化工利用现状及发展前景[J].化工生产与技术,2011,18(4):46-49
[2] 戴厚良.芳烃生产技术展望[J].石油炼制与化工,2013,44(1):1-10
[3] 汪燮卿.关于开发碳四、碳五馏分生产丙烯技术方案的探讨[J].当代石油石化,2003,11(9):5-8
[4] 刘金玉,李东,李吉春,等.C4馏分工业应用技术研究进展[J].石化技术与应用,2007,25(2):176-180
[5] 程亮亮,孙丽琳,马应海,等.碳四芳构化长周期运行反应规律研究[J].当代化工,2008,37(2):130-132
[6] 王玫,马安,李吉春,等.碳四烃芳构化烷基化生产高辛烷值汽油组分联产蒸汽裂解料技术[J].石油炼制与化工,2013,44(5):47-51
[7] 王征兵,任潇航,沈方侠,等.液化石油气生产高辛烷值汽油调和组分的研究和应用[J].炼油技术与工程,2010,40(4):6-10
[8] 李长明,马安,刘飞,等.一种混合碳四烃芳构化生产高辛烷值汽油调合组分的方法:中国,ZL103509600[P].2014-01-15
[9] 刘师前,杨为民,李亚男,等.混合碳四芳构化制备芳烃的方法:中国,ZL102649677[P].2012-08-29
[10]黄剑锋,刘飞,王玫,等.碳四芳构化气相产物生成规律与利用研究[J].现代化工,2011,31(9):80-82
[11]俞安平,沈方侠.C4液化气芳构化制芳烃催化剂的研究[J].广州化工,2012,40(18):69-71
[12]徐清华,曾蓬.液化气芳构化生产芳烃技术及工业应用进展[J].当代化工,2012,41(6):629-631
STUDY OF AROMATIZATION REACTIVITY OF POST-MTBE C4ON ZSM-5 CATALYST
Fan Jinlong, Xu Lei, Xu Yarong
(ResearchInstituteofUrumqiPetrochemicalCompany,Urumqi830019)
The catalytic activity and performance in long operation of ZSM-5 catalyst for post-MTBE C4aromatization in a fixed bed were studied. The results indicate that at the optimal reaction conditions of 380 ℃,2.0 MPa, WHSV of 2.0 h-1and H2oil volume ratio of 300, the conversion of olefin exceeds 99%, the yield of dry gas is less than 2.0%, the yield of C5+is 35%—41%, the yield of LPG is 57%—64%, the yield of aromatic is 10%—12%, and the catalyst shows a stable performance. After 984 h running, the coke deposition on the catalyst is 11.56% and no deactivation of the catalyst is observed. The gaseous product is an excellent material for ethylene production.
post-MTBE C4; ZSM-5 catalyst; aromatization; reactivity
2014-07-28; 修改稿收到日期: 2014-10-27。
樊金龙,硕士,工程师,主要从事分子筛催化剂的制备和应用研究工作。
樊金龙,E-mail:fanjlws@petrochina.com.cn。