第三代RHT系列催化剂在高氮低硫和高铁钙类型渣油加氢装置上的工业应用
2015-09-03陈大跃
陈大跃,涂 彬
(中国石化长岭分公司,湖南 岳阳 414000)
第三代RHT系列催化剂在高氮低硫和高铁钙类型渣油加氢装置上的工业应用
陈大跃,涂 彬
(中国石化长岭分公司,湖南 岳阳 414000)
中国石化长岭分公司1.7 Mta加氢装置加工的渣油属于典型的高氮低硫和高铁钙含量类型,加氢反应难度大,床层压降大。第二周期采用中国石化石油化工科学研究院(简称石科院)开发的第三代RHT系列催化剂,在优化催化剂级配的基础上,与第一周期使用的石科院开发的第二代RHT系列催化剂相比,运行周期、加工量和掺渣量等指标提升明显,残炭降低效果好。
渣油加氢 催化剂 硫 氮 铁 钙 残炭
1 催化剂装填
在总结第一周期催化剂级配及运行参数的基础上,石科院进一步优化了第二周期R-101的催化剂型号及级配,以增加R-101保护剂的容垢能力,减缓R-101压差上涨速率并保护其它反应器渣油加氢催化剂,充分发挥主剂效能。第二周期R-101催化剂装填情况见表1。由表1可见,R-101共装填催化剂88 100 kg。

表1 第二周期R-101催化剂装填数据
长岭分公司1.7 Mt/a渣油加氢装置的原料具有氮含量高而硫含量偏低的特点,加氢降残炭反应难度大,因此第二周期第二反应器(R-102)、第三反应器(R-103)、第四反应器(R-104)均采用第三代RHT系列催化剂的同时,适当增加R-103的加氢降残炭剂的用量而降低了脱硫剂的用量,第二周期R-102~R-104的催化剂装填情况见表2。从表2可以看出,R-102~R-104分别装填催化剂149 815,177 033,182 892 kg。
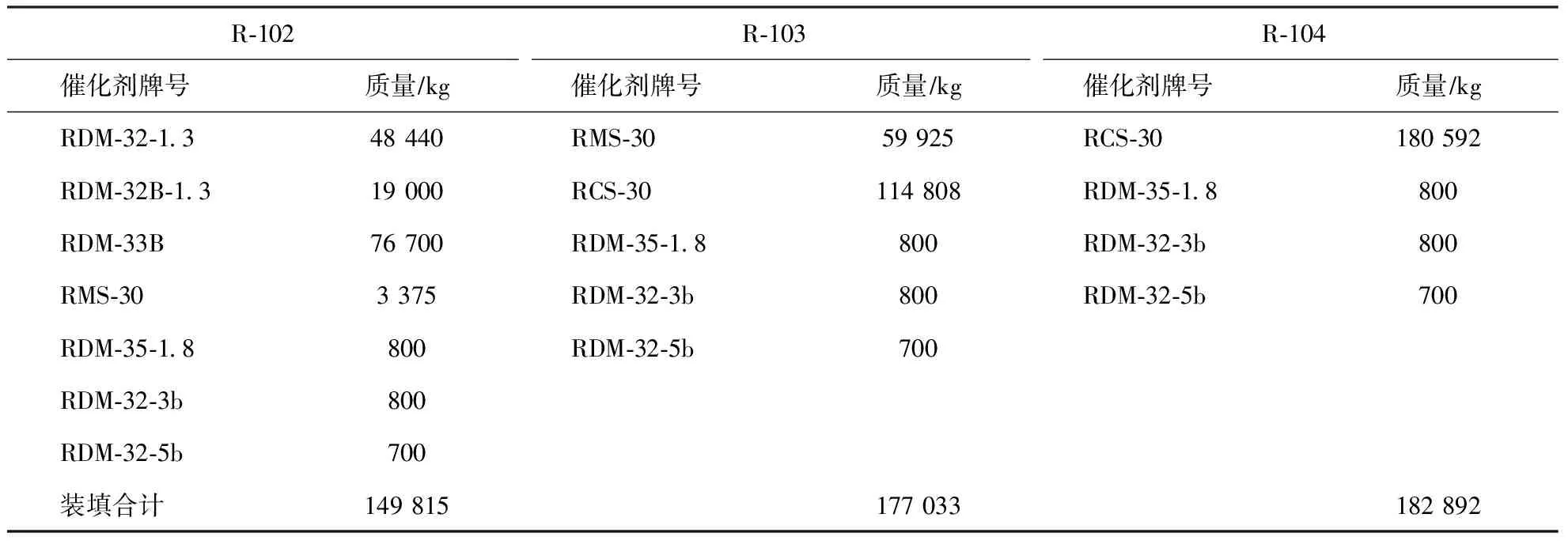
表2 第二周期R-102~R-104催化剂装填数据
2 工业应用
2.1 主要操作参数
2.2 原料及产品性质

表3 装置第二周期主要操作参数

表4 原料及产品性质
2.3 反应温度控制

图1 反应器催化剂床层加权平均温度及催化剂床层平均温度的变化 —CAT; —BAT1; —BAT2; —BAT3; —BAT4

图2 各反应器床层温升变化 —R-101; —R-102; —R-103; —R-104。 图3同

图3 各反应器床层最大径向温差变化
2.4 掺减压渣油量与各反应器压差变化
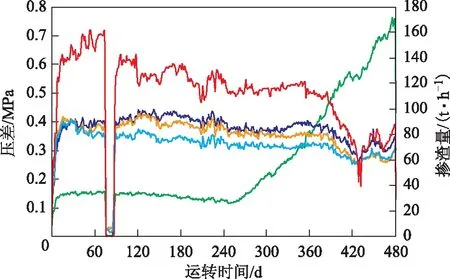
图4 掺减压渣油量及各反应器压差变化压差: —R-101; —R-102; —R-103; —R-104; —掺渣量
2.5 R-101最大径向温差变化情况
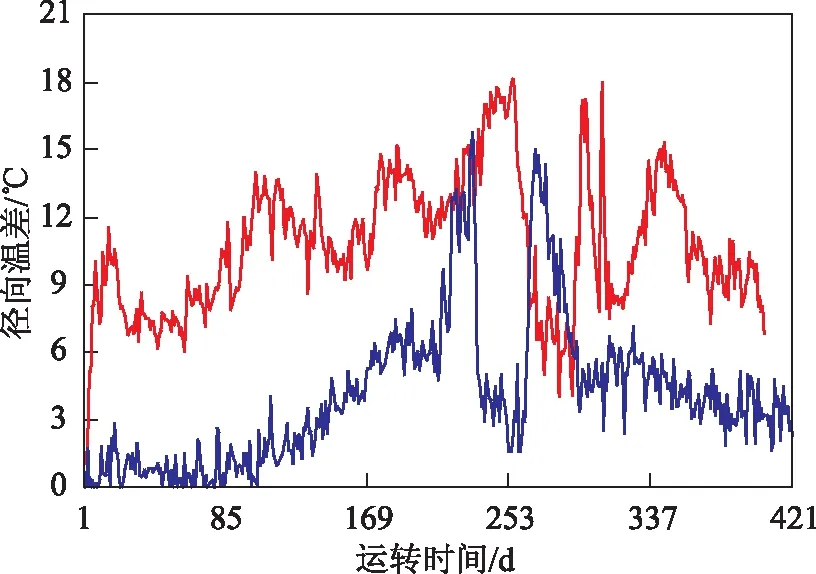
图5 第一周期和第二周期R-101最大径向温差变化 —第一周期; —第二周期
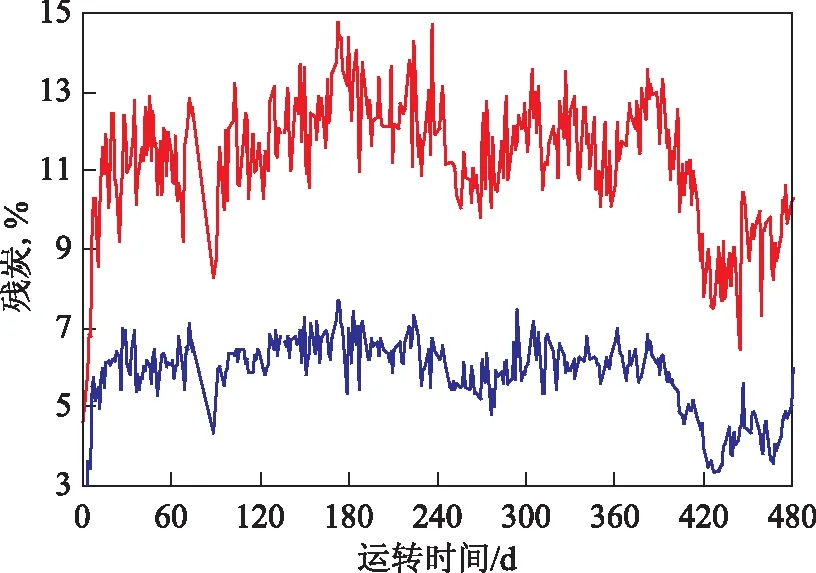
图6 原料及加氢重油的残炭变化趋势 —原料; —加氢重油
2.6 原料降残炭
3 渣油加氢各反应器第二周期卸剂情况
4 渣油加氢装置第二周期与第一周期主要运行指标的对比
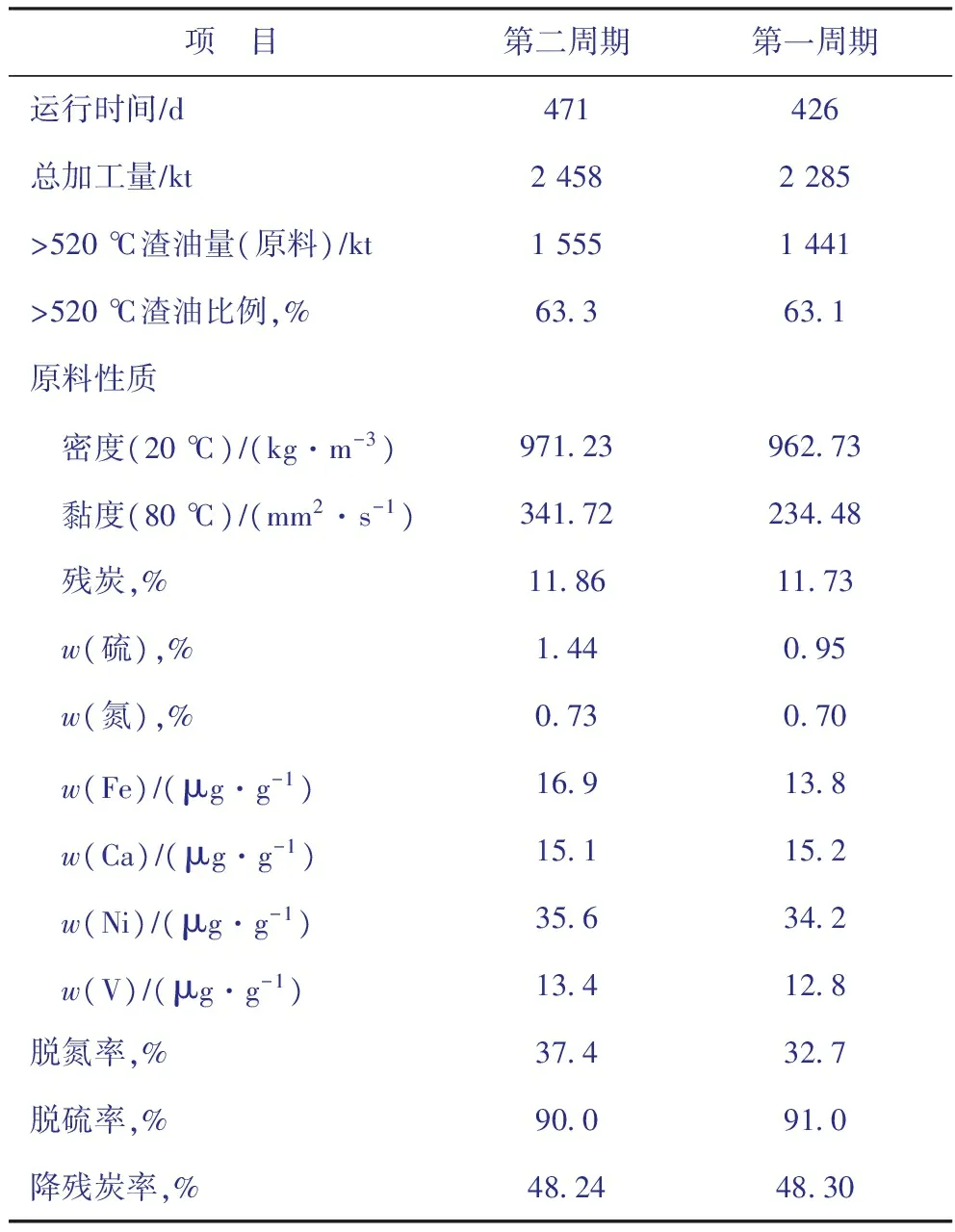
表5 渣油加氢装置第二周期与第一周期主要运行指标对比
5 结 论
(1) 石科院研发的第三代RHT系列催化剂较第二代催化剂有明显优势, 在第二周期的原料性质差于第一周期的条件下,第二周期的运行周期、加工量、掺渣量等主要经济技术指标都优于第一周期,说明第三代RHT系列催化剂对加工高氮低硫和高铁钙含量的渣油具有良好的适应性。
(2) 铁钙沉积导致一反压差升高是制约渣油加氢装置运行周期的主要因素,长岭分公司1.7 Mta渣油加氢装置第二周期优化了R-101保护剂和主催化剂的装填比例。
(3) 在R-101使用了石科院开发的高效内构件,运行结果表明该内构件具有优异的物料分配效果,有效降低了R-101的最大径向温差。
[1] Shao Zhicai,Zhao Xinqiang,Liu Tao,et al.Commercial application of the second generation RHT catalysts for hydroprocessing the residue with low sulfur and high nitrogen contents[J].China Petroleum Processing and Petrochemical Technology,2014,16(1):1-7
[2] 廖述波,陈章海,杨勤.沿江炼油厂首套渣油加氢装置的运行分析[J].石油炼制与化工,2014,45(1):59-63
[3] Hu Dawei,Yang Qinghe,Dai Lishun,et al.Development and commercial application of third generation resid hydrotreating catalysts[J].China Petroleum Processing and Petrochemical Technology,2013,15(2):1-5
[4] 窦志俊,石巨川.RHT系列渣油加氢催化剂在海南炼化的工业应用[J].石油炼制与化工,2014,45(3):62-66
[5] 王明进.第三代RHT系列催化剂在2.0 Mta渣油加氢装置的工业应用[J].石油炼制与化工,2014,45 (12):29-33
[6] 娄亚峰,陈胜利,陈爱城,等.利用孔径均一模型催化剂研究渣油加氢脱金属催化剂上金属沉积分布[J].石油炼制与化工,2014,45(11):48-53
APPLICATION OF THE THIRD GENERATION RHT SERIES CATALYSTS FOR HYDROTREATING VR WITH HIGH N, LOW S AND HIGH Fe AND Ca CONTENT
Chen Dayue, Tu Bin
(SINOPECChanglingCompany,Yueyang,Hunan414100)
A 1.7 Mta residue hydrotreating unit of SINOPEC Changling Company, processed the feedstock with high S and low N, and high Fe and Ca content. The feed is difficult to be hydrotreated and easy to cause pressure drop. The 2ndcycle of the unit adopted the 3rdgeneration RHT series catalysts developed by SINOPEC Research Institute of Petroleum Processing with an optimized catalyst grading. The commercial results demonstrate that the cycle life, processing capacity and mixing slag quantity increase obviously by the use of the 3rdgeneration RHT catalysts, compared with the second generation of RHT series catalyst, meanwhile the carbon residue conversion effect is better.
residue hydrotreating; catalyst; sulfur; nitrogen; iron; calcium; carbon residue
2014-11-21; 修改稿收到日期: 2015-01-30。
陈大跃,工程师,主要从事临氢装置工艺技术管理工作,已发表论文4篇。
陈大跃,E-mail:scccdy.clsh@sinopec.com。