TC-TC-11641164型三代篦冷机的优化与改造
2015-09-02郑国江冯长林刘劲松封辉亮陈廷伟
郑国江,冯长林,刘劲松,封辉亮,陈廷伟
TC-TC-11641164型三代篦冷机的优化与改造
郑国江,冯长林,刘劲松,封辉亮,陈廷伟
1 改造背景
长兴某水泥公司一条2 500t/d生产线于2003年投产,篦冷机为天津水泥工业设计研究院有限公司第三代TC-1164型篦冷机,该设备规格见表1。
经过加强技术管理和优化操作,该生产线产量已达3 200t/d,较原设计产量提高了28%。由于大幅度超过原设计能力,篦冷机已难以满足现时生产的要求,表现为出篦冷机熟料温度高,约200℃,给后续的生产环节带来了不利的影响。为此,厂方委托中材装备集团热工分公司对该篦冷机进行改造。在保证热回收效果的同时,降低篦床负荷,增强冷却效果,达到降低熟料温度的目的。中材装备集团热工分公司在2013年4月对该篦冷机系统进行了标定,以便找出影响熟料冷却效果的原因,为下一步的技术改造提供可靠的理论基础和数据支撑。
1.1标定情况
标定期间,熟料产量3 200t/d,二次风温1 100℃,三次风温950℃,出篦冷机熟料温度约200℃,当地气温20℃,管道风温9.1~23.8℃。篦冷机标定结果见表2。
1.2原因分析
根据篦冷机的标定结果,风机运行在额定压力以内,总风量为263 478m3/h,达到了铭牌的总风量,按照3 200t/d产量折算,单位冷却风量为1.84m3(标)/kg,总风量偏少,从风量的分配来看不是很理想。高温区风量不足,尤其是G16和G17风量过少,风室风机G20-G24风量又偏大。所以,造成熟料冷却效果不好的原因主要是两个方面:(1)总风量偏少;(2)高温区的风量少,急冷不够。
2 改造方案
降低熟料温度主要从三个方面着手解决,一是适当增加风量,优化篦冷机配风;二是从结构上改变冷却方式;三是增加篦床面积,降低篦床负荷,提高篦冷机的能力。由于高温区的冷却效率高,在此处增加风量是最佳选择,但冷风掺入过多不仅对熟料急冷无太大帮助,反而会降低二、三次风温,从而影响窑系统煅烧。

表1 TC-1164型第三代篦冷机设备规格表

表2 TC-1164型第三代篦冷机改造前标定数据
具体改造方案如下:
(1)将一段篦床整体加宽,使其面积增加;此外,拆除第四风室(二段篦床)的桥型盲板,更换为阻力篦板,此举也可使篦床面积有所增加。相应更换一段全部和二段四风室的篦板梁,增加一、二段挡料板及托架,切割并移动一段下壳体侧框架,改动供风风管系统,修改一段上壳体以及吊顶板。
(2)将高温区固定篦板梁换成充气梁,同时将相应的篦板更换为TCH充气篦板,加装固定式充气风管系统,使用充气梁供风,可以达到有针对性地强制供风的效果,加速熟料在该区域的冷却。
(3)如图3所示,原有风机10台,本次改造新增2台风机(Fn1,Fn2),原2、3室风机G20-F2、G21-F3更换为功率更高的风机,以达到增大风量的目的。所有风机根据改造后篦冷机的产量(按3 300t/d)重新调整配风。
(4)更换失效的弧形阀和料位计,恢复弧形阀动作由料位自动控制。
(5)检查风室间的隔墙板,更换新型的密封装置,避免风室间的窜风现象。
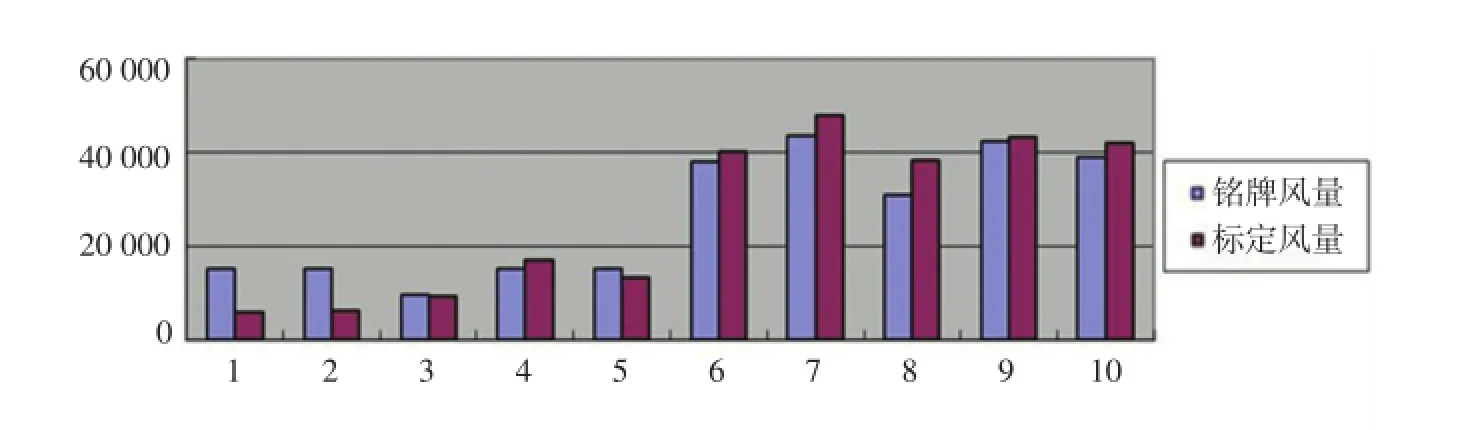
图1 风机风量对比柱状图
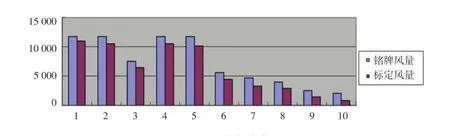
图2 风机压力对比柱状图
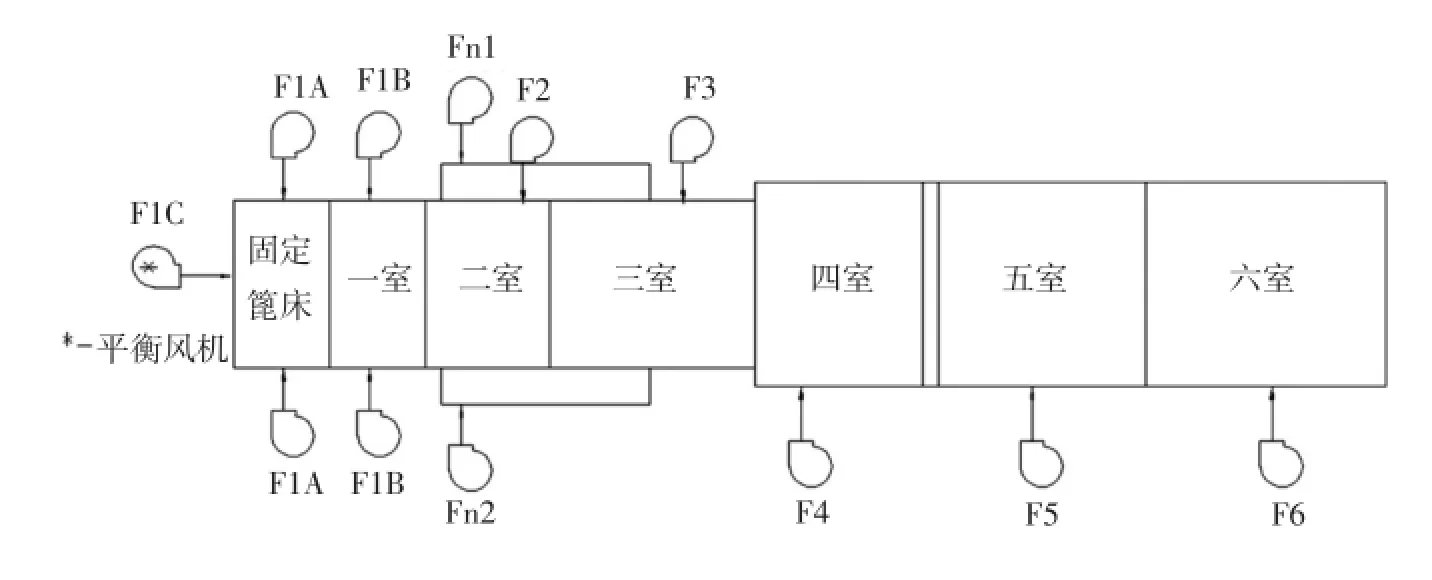
图3 风机布置示意图
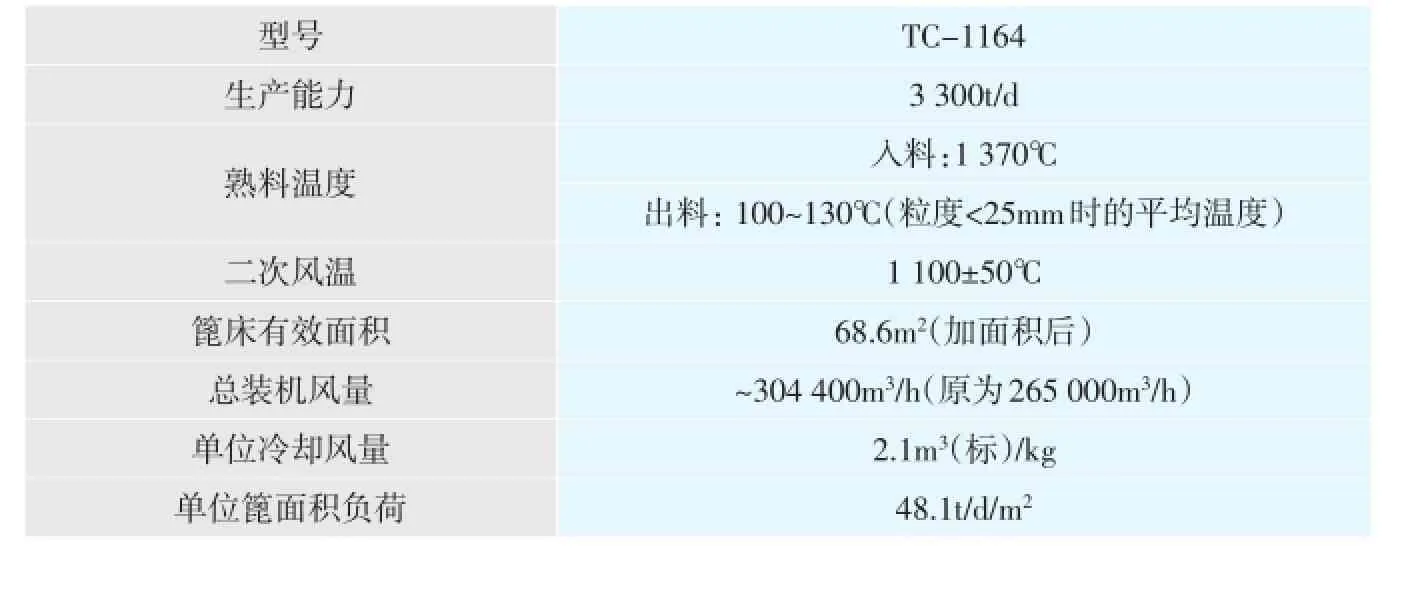
表3 改造后技术参数
3 改造效果
该改造工程2013年5月完成施工,7月初完成调试,运行至今情况良好。改造前后生产情况对比如表4。
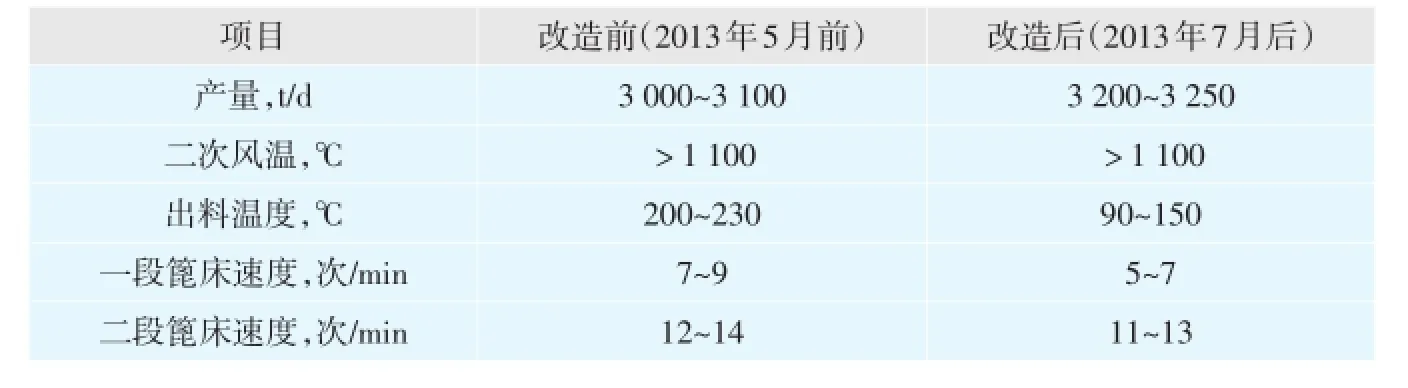
表4 改造前后生产情况对比
4 结语
通过对该篦冷机的改造,熟料产量和窑头二次风温均有小幅提高且比较稳定;篦床加大面积和篦冷机重新配风后,明显改善了熟料冷却效果,并由此改善了熟料的易磨性;篦床负荷和篦床速度降低,运行电耗并未明显增加,总体效果比较明显。■
Optimization and Modification of TC-11116644 Generation III Grate Cooler
TQTQ172172..622622..4 4文献标识码:A A
10011001--61716171(20152015)0404--00960096--0202
通讯地址:中材装备集团有限公司,天津300400;
2014-11-04;编辑:吕光
