同步镗四件连接板工装设计Too ling Design fo r Four Connec tion Pla tesw ith Bo ring La the
2015-09-01李洪翠
李洪翠,周 君
同步镗四件连接板工装设计
Too ling Design fo r Four Connec tion Pla tesw ith Bo ring La the
李洪翠,周君
我公司为中材装备集团有限公司下属水泥机械专业制造公司,以专业化、标准化、模块化生产冷却机为主,年产40余台冷却机,其中以四连杆机构为传动的冷却机占据了较大比例(见图1)。三角架与连接板是四连杆机构的主要构件,其数量大、制作工序多,制造复杂。为此公司针对三角架6轴孔定制了盲镗、精镗专机,而连接板一直以外协加工为主。为控制产品质量及生产进度、节省成本,公司决定将三角架的盲镗、精镗专机改造为兼连接板轴孔的盲镗、精镗设备。三角架、连接板需要加工的轴孔,具有相同的直径及公差要求,根据盲镗、精镗专机结构特点,一次可4件同镗,但需要设计一套工装,满足生产要求。

图1 四连杆机构

图2 三角架同步镗专机
1 三角架专机定制原理
为全面推进冷却机产品模块化、智能化加工,除新添部分设备外,开发并充分利用原有设备的潜能也是一种主要观点(见图2,注:因两台专机具有相似结构,本文现以一台精镗为例分析现有三角架盲镗、精镗设备),专机是根据三角架本身的特点定制的。三角架盲镗之后,转入精镗加工,定制专机时,以一面定左右基准,另一面进行夹紧。在盲镗之前,三角架底面需要先铣一基准面,在精镗时也要以此为基准,精镗之前要以三角架顶孔前后上下方向定位,再从上部进行压紧,这样就完成了定位夹紧。六刀具根据三角架一面三孔的相对位置进行定制,加工时将三角架一侧面靠紧左右定位装置,然后利用上下前后定位装置进行定位,完成后将上下压紧装置压紧三角架,启动左右压紧装置即可加工。首件必检,符合图纸后方可进行批量制作。
2 工装设计原理及结构
为适应连接板的中心轴孔的制作,公司设计了一套适合连接板加工的工装(见图3),工装设计原理见图4。三角架两底孔的间距为两块连接板两中心轴孔的间距,中间距离差用定位装置调节,三角架的中心高度为加工基准面到两底孔的中心,连接板以铣过的底面为基准。若想利用专机,刀具无法改变,定位夹紧装置也无可更改。然而经测量,两块连接板之间的孔可以跟三角架两底孔之间的距离一致,这样上面的刀具孔即可悬空,只用下面的四孔即可。两连接板之间的距离用连接板的定位棒进行控制,上下方向的高度采用底板的高度进行调整。但三角架本身为一整体结构件,连接板为单个活动件,如何固定连接板是一个问题,经公司讨论决定采用弹簧双面压紧,利用三角架的一面定位,另一面以夹紧装置固定。如图5所示,将连接板从一侧面装入后,另一面装入另一块连接板,利用三角架的压紧装置压紧连接板,连接板之间用弹簧传递即可压住,另一端同理。
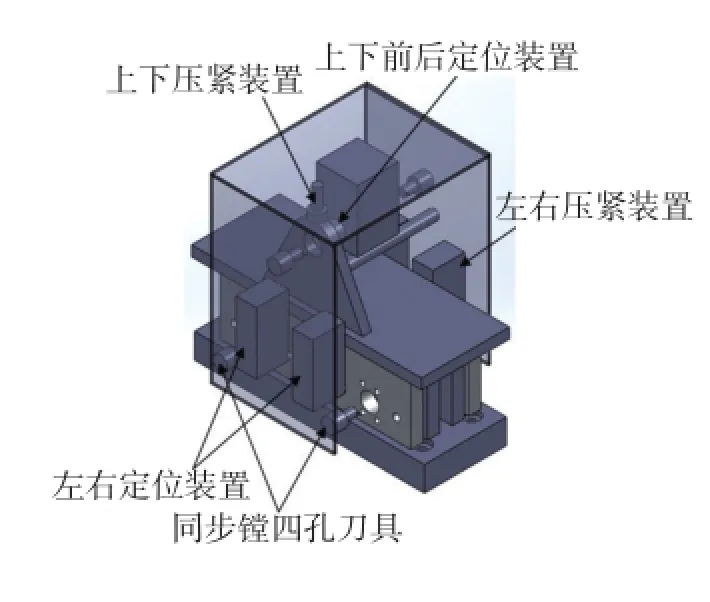
图5 连接板同步镗专机
3 连接板工艺过程
更改后的专机底座整体换下,装入连接板专用工装,进行定位调整(调整原理同三角架),上部压紧。与三角架不同的是,上部压紧后不再松开,也不再重新进行定位,只进行左右方面的定位夹紧操作。调整完成后,先装入左侧定位一面的连接板,再装入夹紧方面的连接板,同理装入另一端的连接板,待四块连接板全部装好后进行夹紧装置,启动精镗开关、冷却机液开关,即可进行连接板的精镗加工。
改造后的专机在连接板的加工上比三角架省一步定位,一次可装夹4件,效率大幅提高。由于连接板与三角架的总数之比为4:1,所以在实际批量生产中,半个月生产连接板,半个月生产三角架,以避免频繁更换工装。与加工三角架不同的是,此工装增加了一个力平衡装置,在连接板加工时,不再是底部一条线的受力,而是三点一面的受力,这样就达到了力学上的平衡,减少了震动量。
4 结语
盲镗、精镗专机均可使用此工装,充分发挥了公司原有专机的潜能,缓解了购买新设备的资金压力及场地的需求,工效较普通机床提高了4倍,工装定位也更为准确,同时节约了大量外协费用,满足了图纸要求,加快了生产节奏。
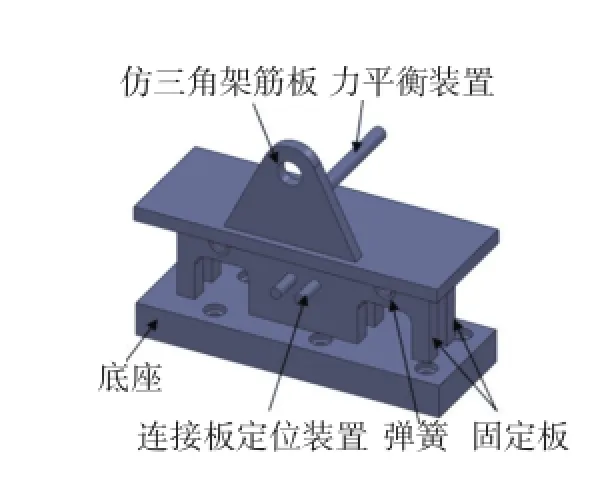
图3 连接板工装图

图4 三角架与连接板尺寸对照图
TH 162.1文献标识码:A
1001-6171(2015)05-0102-02
通讯地址:徐州中材装备重型机械有限公司,江苏徐州221131;2015-02-01;
编辑:孙娟
