电火花线切割加工参数对高碳马氏体不锈钢变质层的影响
2015-08-21宋良杰李戈扬孙抗修
宋良杰,李戈扬,孙抗修
(1.上海交通大学材料科学与工程学院,上海200240;2.上海双立人亨克斯有限公司,上海201112;3.苏州普光机电有限公司,江苏苏州215011)
电火花线切割加工参数对高碳马氏体不锈钢变质层的影响
宋良杰1,2,李戈扬1,孙抗修3
(1.上海交通大学材料科学与工程学院,上海200240;2.上海双立人亨克斯有限公司,上海201112;3.苏州普光机电有限公司,江苏苏州215011)
电火花线切割加工对材料造成的表面损伤直接影响加工质量和效率。研究了往复走丝电火花线切割加工脉冲电流参数和走丝速度等对高碳马氏体不锈钢表面变质层的影响规律。实验结果表明:材料切割表面在脉冲电流下加热至极高温度和冷却液迅速冷却的共同作用下形成熔态激冷的变质层。在电火花线切割加工的诸多工艺参数中,脉冲电流的放电时间为输入能量的主要部分,也是造成材料表面变质的主要因素,而脉冲间隙宽度、走丝速度等因素对表面变质层的影响并不显著。
电火花线切割加工;变质层;马氏体不锈钢;脉冲宽度
电火花线切割加工脉冲电流导致的瞬时高温和工作介质快速冷却作用会使工件材料表面变质,研究该变质层产生的原因和影响因素有利于优化工艺参数、控制加工余量和提高生产效率。虽然对电火花线切割工件表面变质层和表面粗糙度的关系已有了较多的研究[1-4],但因材料的熔点、导电、导热等性质的不同,已有研究结果尚不能完全适用于特定材料。
高碳马氏体不锈钢是一类易产生淬火组织的家用工具钢材料。这类高硬度钢材在某些特定产品(如美容美发剪等)上常以电火花线切割工艺作为最终加工工序,揭示其变质层厚度与电火花线切割加工参数之间的关系对于提高产品质量尤为重要。因此,本文研究了往复走丝电火花线切割加工脉冲电流参数和走丝速度对高碳马氏体不锈钢表面变质层的影响规律。
1 实验
实验采用DK7725E/BKD2往复走丝电火花线切割机床,其电感式脉冲电源具有生产效率高、电极损耗小等特点。电极丝为直径0.18 mm的钼丝,采用纯水与水溶性线切割液(DIC-206)、以5∶1的比例混合作为冷却介质。试件为3.5 mm厚的马氏体不锈钢,其主要成分为0.5%C、13%Cr、其余为Fe。采用不同工艺参数对试件进行电火花线切割加工,经镶嵌、金相抛光和5%硝酸酒精侵蚀后,用金相显微镜对试件变质层进行观察和厚度测量。
2 结果及分析
2.1放电时间
在峰值电流一定的情况下,脉冲电流的放电时间即脉冲宽度代表了单个脉冲能量的强度,而脉冲间隔则表示单位时间的放电次数。图1是不同脉冲宽度下高碳马氏体不锈钢切割面的截面金相组织。可看出,未淬火的马氏体不锈钢为球状碳化物分布于铁素体基底的组织,线切割表面形成了白色的高温熔液激冷变质层,并与未熔化的基体形成明显界面,而临界面的基体中未见组织明显变化的热影响区。在脉冲宽度分别为8、44、56、96 μs时,表面变质层的厚度分别约为7、18、21、24 μm。显然,随着脉冲宽度的增加,切割表面的熔液激冷变质层厚度相应增大。
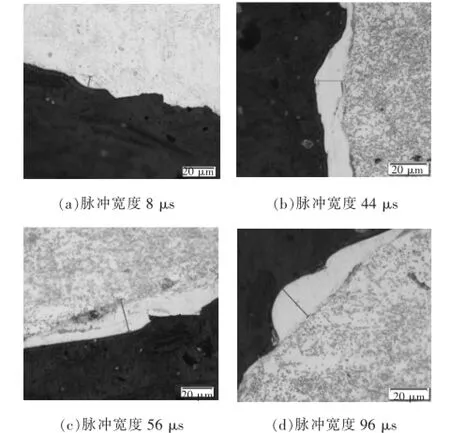
图1 不同脉冲宽度下切割表面的截面金相图
图2是当峰值电流为8 A、脉冲间隔比为7且保持不变时,脉冲宽度和表面变质层厚度的关系。可看出,脉冲宽度8 μs时的试样平均变质层厚度为7.0 μm;随着脉冲宽度的增加,平均变质层厚度随之增加,在实验最大脉冲宽度96 μs时,试样平均变质层厚度也达到最大值24.5 μm。

图2 脉冲宽度与平均变质层厚度的关系
2.2脉冲间隔比
图3是当峰值电流为8 A、脉冲宽度为8 μs且保持不变时,不同脉冲间隔比对材料平均变质层厚度的影响曲线。可看出,当脉冲间隔比由2提高到20时,试样切割面的平均变质层厚度在6.2~7.6 μm范围内变化,且与脉冲间隔比的关系不明显。
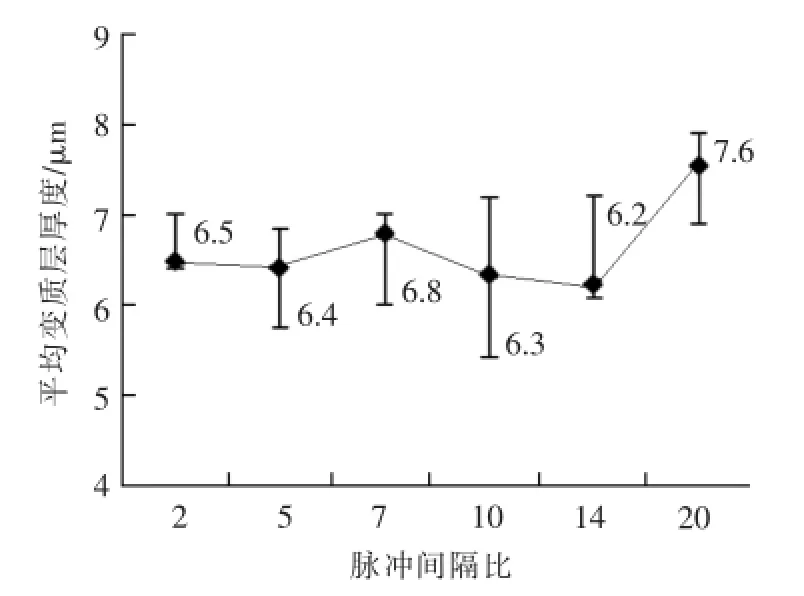
图3 脉冲间隔比与平均变质层厚度的关系
2.3峰值电流
表1是保持脉冲宽度为8 μs不变、不同脉冲间隔比时,2种脉冲峰值电流(8、16 A)对切割面平均变质层厚度的影响。可见,当峰值电流为8 A时,切割面平均变质层厚度为6.2~7.5 μm;当峰值电流为16 A时,平均变质层厚度最大增加了2.5 μm,增量接近40%。显然,脉冲电流对切割面平均变质层厚度的影响十分显著,电流越大,变质层越厚。
2.4走丝速度
表2是保持脉冲宽度为8 μs不变、不同脉冲间隔比时,2种走丝速度(5.8、11.6 m/s)对平均变质层厚度的影响。可见,在同一脉冲宽度下,不同走丝速度对表面变质层厚度的影响不大,且走丝速度较低时的平均变质层厚度略大于走丝速度较高时的。由此可认为当钼丝定位稳定时,高速运丝使部分熔融冷凝颗粒还未粘结牢固就随着钼丝被带入快速流动的工作液中,所以平均变质层厚度在高速运丝下略微变小,这不是放电本身的影响。
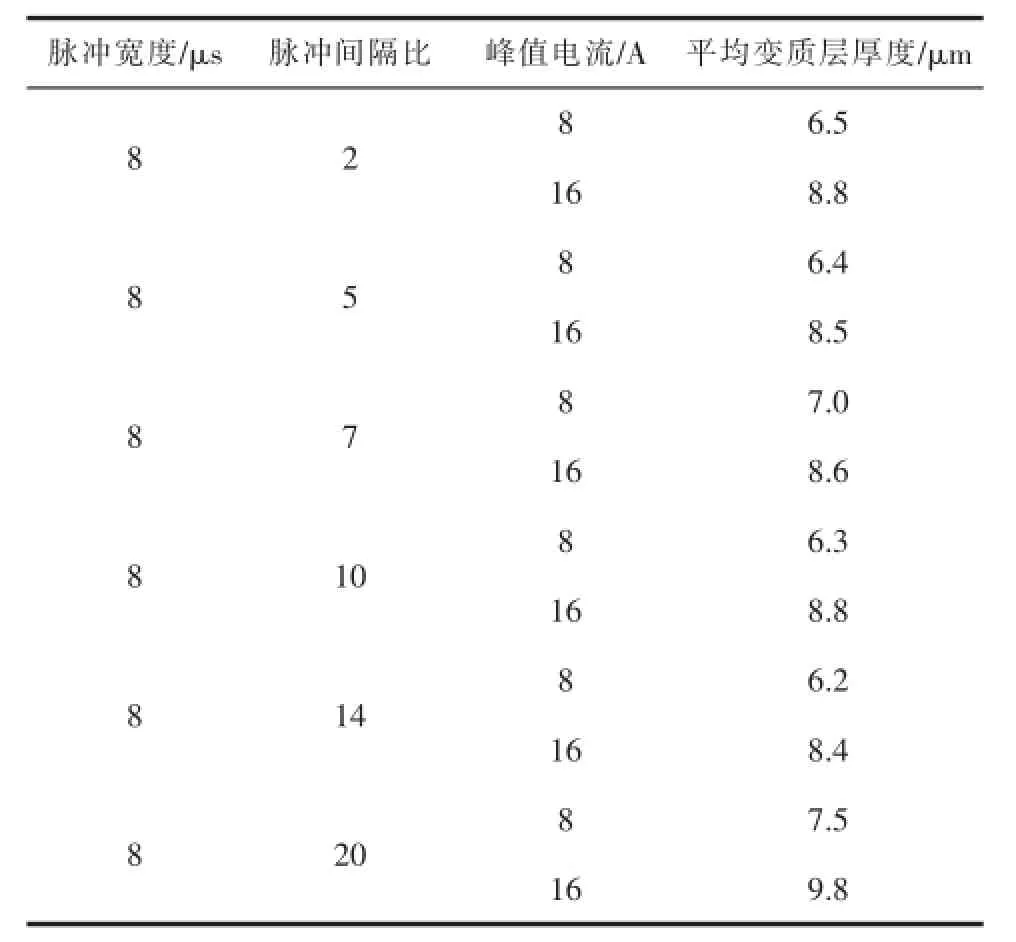
表1 脉冲峰值电流对变质层的影响
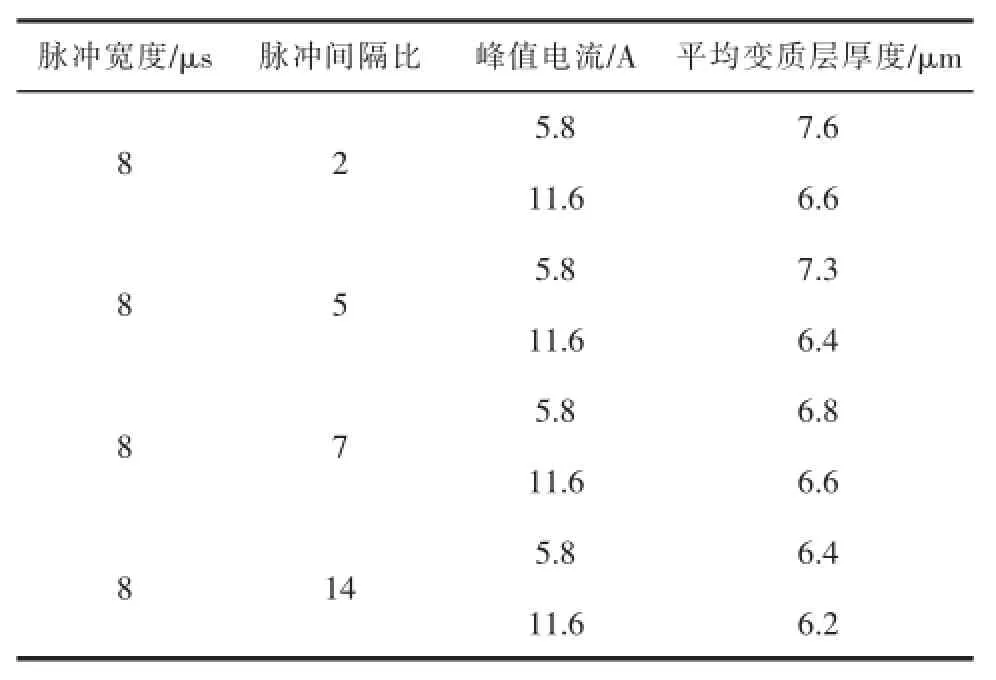
表2 走丝速度对平均变质层的影响
3 讨论
在电火花线切割加工过程中,由于钼丝与工件材料形成的放电可在其相邻处产生高达10 000℃的极高温度,尽管其作用区域很小,但仍能使切割面最表面区域的材料瞬时熔化,在工作液的快速冷却作用下,这些材料的熔体被激冷,从而形成表面变质层[5]。显然,该表面变质层与线切割加工的输入能量有关。与焊接时的输入能量不同,脉冲电火花线切割的输入能量需仔细分析到各个脉冲,而与连续通电的电弧放电有所区别,因为脉冲电火花线切割在单位时间或单位长度内都会包含大量的脉冲电流。本文的研究结果表明,对于单个脉冲而言,峰值电流和脉冲宽度都可提高瞬时输入能量,因而脉冲宽度和峰值电流也成为影响切割面变质层厚度的主要因素,而脉冲间隔比、走丝速度等工艺参数虽然可调整加工状态,使加工更稳定,但对表面损伤的厚度影响不明显。
受条件限制,实验时的脉冲电源主回路是电感电源的,其电流波形为三角波,脉冲峰值电流与脉宽直接有关,脉冲能量与脉宽成2次方关系,与常规矩形波主回路的机床会有所差别。
4 结论
脉冲电火花线切割加工会对高碳马氏体不锈钢形成表面变质层,通过实验研究发现:
(1)在各种工艺参数中,单个脉冲的输入能量决定了变质层的厚度,由于该厚度主要取决于脉冲宽度和峰值电流,故减小脉冲宽度和峰值电流就能明显降低变质层的厚度。
(2)变质层厚度随单个脉冲能量的变化呈非线性正比例关系,脉冲能量加大,变质层增厚,但其增量变小。实验得到的最大变质层厚度可达24.5 μm。
(3)脉冲间隔比和走丝速度对变质层厚度的影响并不明显。
[1] 张振东,艾福超,蒋军.放电能量对线切割加工表面质量的影响[J].模具工业,2008,34(3):73-75.
[2] 蒋军,韩福柱.放电电流对电火花线切割精加工表面粗糙度的影响规律研究[J].电加工与模具,2006(1):9-12.
[3] 冯巧波,周佳骏.慢走丝电火花线切割加工精度影响因素的研究[J].机械设计与制造,2010(8):185-186.
[4] 陈伟珍,钟丽珠,王祖金,等.电火花线切割加工工艺参数研究[J].机电工程技术,2007,36(9):89-91.
[5] 刘志东,高长水.电火花加工工艺与应用[M].北京:国防工业出版社,2011.
Affected Layer of High Carbon Martensitic Stainless Steel Influenced by the Process Parameters in Wire Electrical Discharge Machining
Song Liangjie1,2,Li Geyang1,Sun Kangxiu3
(1.School of Materials Sciencee and Engineering,Shanghai Jiao Tong University,Shanghai 200240,China;2.Zwilling J.A.Henckels Shanghai Ltd,Shanghai 201112,China;3.Suzhou Puguang Electromechanical Co.,Ltd,Suzhou 215011,China)
The surface damage of material from wire electrical discharge machining(WEDM)directly influences the quality and efficiency of whole process.The rule of the affected layer on highcarbon martensitic stainless steel by the pulse current parameters and wire speed of WEDM were studied.The experimental results show that the affected layer is formed on the cutting surface influenced by the instantaneous high temperature of the pulse current and rapid cooling of the cycle liquid.Among all the process parameters of the WEDM,duration and peak current are not only the main part of the input energy,but also the main factor of the affected layer.By contrast the influence from the gap of pulse width and wire speed is much less.
WEDM;affected layer;martensitic stainless steel;pulse duration
TG661
A
1009-279X(2015)04-0029-03
2015-06-04
宋良杰,男,1983年生,硕士研究生。
