程控喂线机控制系统的开发
2015-08-20冯海波
冯海波
(黑龙江省冶金研究所,哈尔滨150040)
近年来国内粗钢产能严重过剩,而有些高端钢材还需要进口。面对严峻的冶金总体态势,国内钢企和铸造企业在压缩产能的同时,也在积极进行工艺的改造与升级,对喂线机本身的可靠性,实用性、集成性提出更高的要求。早期的喂线设备已不能满足生产工艺过程和现代化生产的需要。针对这一需求,我所研制了一种全新的程控喂线机控制系统,实现高速、高效及精准的喂线。我所有多年的喂线机开发经验,一直处于国内喂线机行业的领先地位。这次开发的程控喂线机,实现了喂线控制过程的网络化和全自动化,取得了良好的经济效果。
1 程控喂线机工作流程
首先是通过钢水成分在线检测,将数据上传至现场工控机。通过工控机画面输入目标钢种成分要求,连同钢水成分检测结果一起传送至喂线机控制系统。程控喂线机通过数据模型的计算得出不同芯线的喂入量,最后通过程控喂线机实现喂入不同长度的各种芯线,上传喂入芯线的数据信息。
2 控制系统的组成
程控喂线机的系统包括钢水成分在线数据采样、远程目标钢种成分的给定和在线钢水成分的数据传送、本地控制系统的分析和计算及喂线机的自动喂线机控制三部分组成。钢水成分的检测由专业的测量仪表实现,本系统开发的主要是工控机控制系统和喂线机本体控制系统。工控机系统包括对钢水成分检测仪表的数据采集,目标钢种的方案制定,给定数据的传送。喂线机控制系统设有手动和自动两套控制功能,每流喂线可以实现分别控制。自动控制时喂线机能够实现对远程数据的分析和计算,自动生成喂线的长度和速度给定,实现导管升降、前后移动、进线和退线动作的自动完成。手动控制时通过触摸屏输入喂线的长度、速度,所有动作都可通过按钮分别控制。当出现断线、卡线和变频器故障时,自动停机报警。整个过程无需人为操作,从而实现了喂线过程的自动化。
3 控制系统的硬件及软件
为了实现与各个钢厂的系统进行通信及整合,系统主要硬件全部采用西门子产品。程控喂线机控制器选择S7 300 PLC作为主控制器,选择MP 277触摸屏作为本地人机界面,选择MM 440~11kW变频器作为传动控制器。软件设计包括工控机开发软件西门子Wincc,触摸屏设计软件西门子wincc flexible,PLC设计软件西门子step7软件。变频器控制通过西门子profibus-dp网络进行控制,简化了系统并提高了系统的安全性。控制系统通讯网络结构图如图1。
程序控制喂线机采用PLC进行控制。由于它把计算机的编程灵活、功能齐全、应用面广等优点与继电器接触器控制系统的控制简单、使用方便、价格便宜等优点集于一身。而同时又具有体积小、重量轻、功耗低、可靠性好等特点。可编程序控制器(PLC)是近几十年发展起来的一种新型的、非常适用的工业控制装置。因此选用PLC作为程序控制喂线机的控制器可靠性高,编程方便,比传统的继电器模式功能强大。本系统采用了紧凑型CPU 314C-2DP,自带了PROFIBUS-DP和MPI网络端口,拓展输入模块SM321 DI16×24V,输出模块SM322 DO8×REL.AC230V,即满足了生产需求,又为以后的功能扩展留有余量。PLC软件程序使用软件STEP 7来编制,设置了14个定时器来控制各步的延时时间,PLC与变频器之间通过PROFIBUS-DP进行连接,其PLC模块安装图如图2。数字量输入输出如图3-5。

图1 网络结构示意图
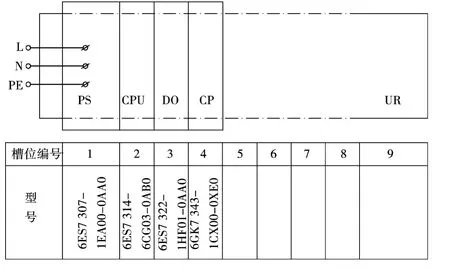
图2 程序控制喂线机PLC模块安装图
本系统PLC程序主要包括主程序的组织块OB1,还有用来测量脉冲个数的硬件中断组织块OB40。按照结构化的编程方式,分别编制了手动功能块、动作可定制自动功能块以及报警功能块等。主程序的流程图如图6。
PLC程序采用模块化设计,分别编制了手动功能块、自动功能块以及报警功能块等。自动功能模块程序实现喂线量及速度的生成,控制变频器的运行停止,以及前后移动电机的转向和各个气缸的压下抬起等动作。当出现断线、卡线和变频器故障时,自动停机报警。整个过程无需人为操作,从而实现了喂线过程的自动化。主程序的流程图如图6。

图3 程序控制喂线机PLC数字量输入图(1)
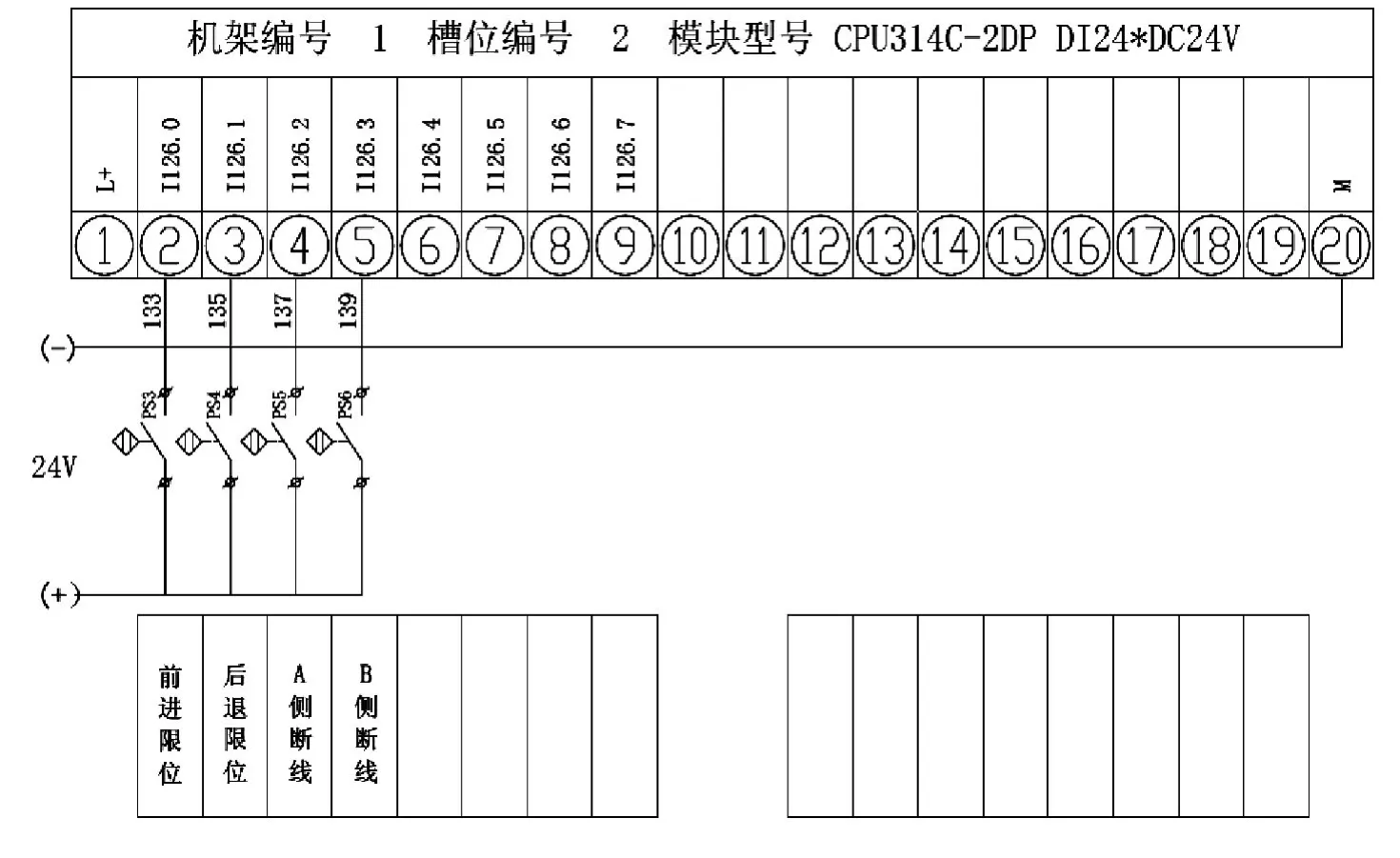
图4 程序控制喂线机PLC数字量输入图(2)
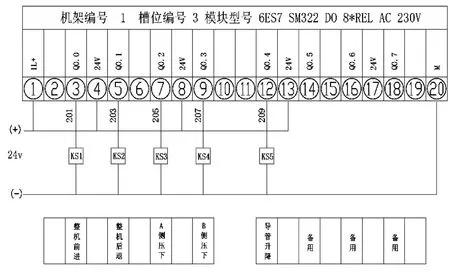
图5 程序控制喂线机PLC数字量输出图
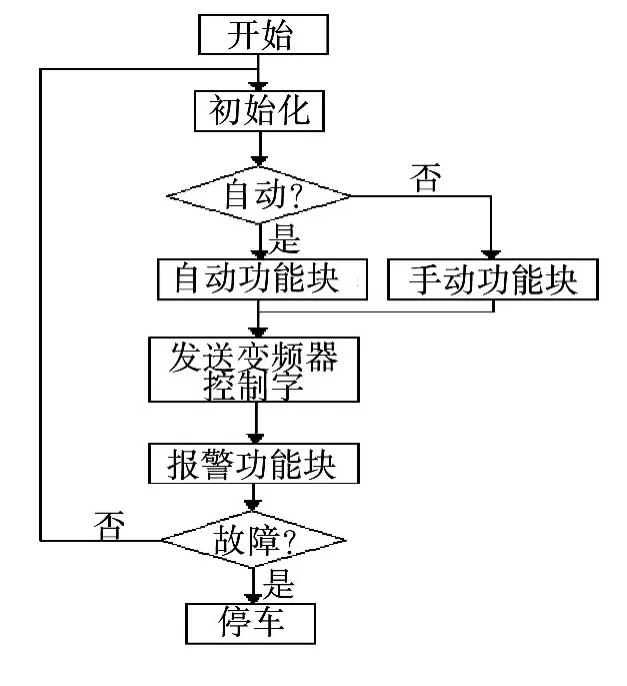
图6 程序流程图
触摸屏应用程序的开发包括预置喂线长度和速度;显示喂线长度、速度和喂线机的各个工作状态信息;显示当前和历史故障信息;定制自动控制各个动作的有无、自动退线长度设定及各个动作之间的延时时间等。由于炼钢工艺改变和现场条件的不同,这就需要所研制的喂线机要有一定的通用性,所以我们研制喂线机的时候在触摸屏中加入了动作的定制。就是通过定制画面的动作定制四个动作的选择,确定自动程序所应该完成的动作。通过定制画面的时间定制,确定每一个动作之间的延时长度。
上位机工控软件的开发,包括喂线机运行状态的现实,接收钢水在线检测数据,定制钢水成分方案,对喂线机的远程控制等。
4 结语
通过对喂线系统的分析,整合了炼钢过程中部分系统,提出了一种新的控制平台。该喂线系统运行可靠、易于维护、具有一定的灵活性。不但提高了人力计算钢水成分并分析喂入芯线数量的效率,还提高了炼钢窄成分控制的合格率,并能够实现对整个控制系统的管理和自动监控,自动化程度大幅度提高,实现高速、高效及精准的喂线处理。