有效控制NMW闪光焊机焊缝质量
2015-08-20付军发
付军发
(马钢股份有限公司冷轧总厂,安徽 马鞍山234300)
虽然目前激光焊机已经成为主流趋势,但是由于NMW型闪光焊机的高效性和激光焊机的高成本,目前闪光焊机在国内主要钢铁企业仍普遍使用。随着设备的不断老化,焊机焊缝缺陷大又成为影响TCM生产线高效运转瓶颈的趋势,所以焊缝质量控制引起了广泛重视。但是由于其成因十分复杂,涵盖了电气、机械、工艺等多方面因素,往往解决起来难以入手,最好的解决方法就是从现场实际出发结合理论知识详细归纳分析焊缝缺陷因素,并将因素一一进行排除最终消除焊缝缺陷。
1 NMW闪光焊机的原理介绍及焊机工序说明
只有深入了解闪光焊机的原理和工序才能理论结合实际,才能准确快速的查找影响焊接缺陷的因素,并最终解决焊缝缺陷。
1.1 闪光焊机焊接原理
闪光焊是电流通过两个对接工件的接触表面时,其细小的接触点的电阻及其接触表面的电弧产生热量,将对接表面加热,在适当时间后,对接头施加压力,使两个对接表面的整个区域同时牢固结合起来的电阻焊方法。将被焊的两工件夹在与焊接变压器次级连接的夹钳(电级)中后,当一件工件缓慢地向另一工件移动时,由于工件端面总是“凹凸”不平,两工件端面总是由一点或几点开始接触。当加上时,电流通过这些接触点就产生电阻热。由于电流大,这些接触点的金属很快被加热熔化,形成“过梁”,“过梁”在大电流密度作用下,迅速被加热而爆炸、喷溅,并形成许多小电弧。这个过程称为“闪光”过程。随着其中一个工件以适当速度推进,新过梁不断产生,闪光继续发生,直到两接口表面完全被一薄层熔化的金属覆盖,而且两个工件从电级伸出的部分都有一小段达到塑性很好的温度,此时施加顶锻压力,将接合面的熔化金属全部挤出,将两工件牢固地锻压在一起。
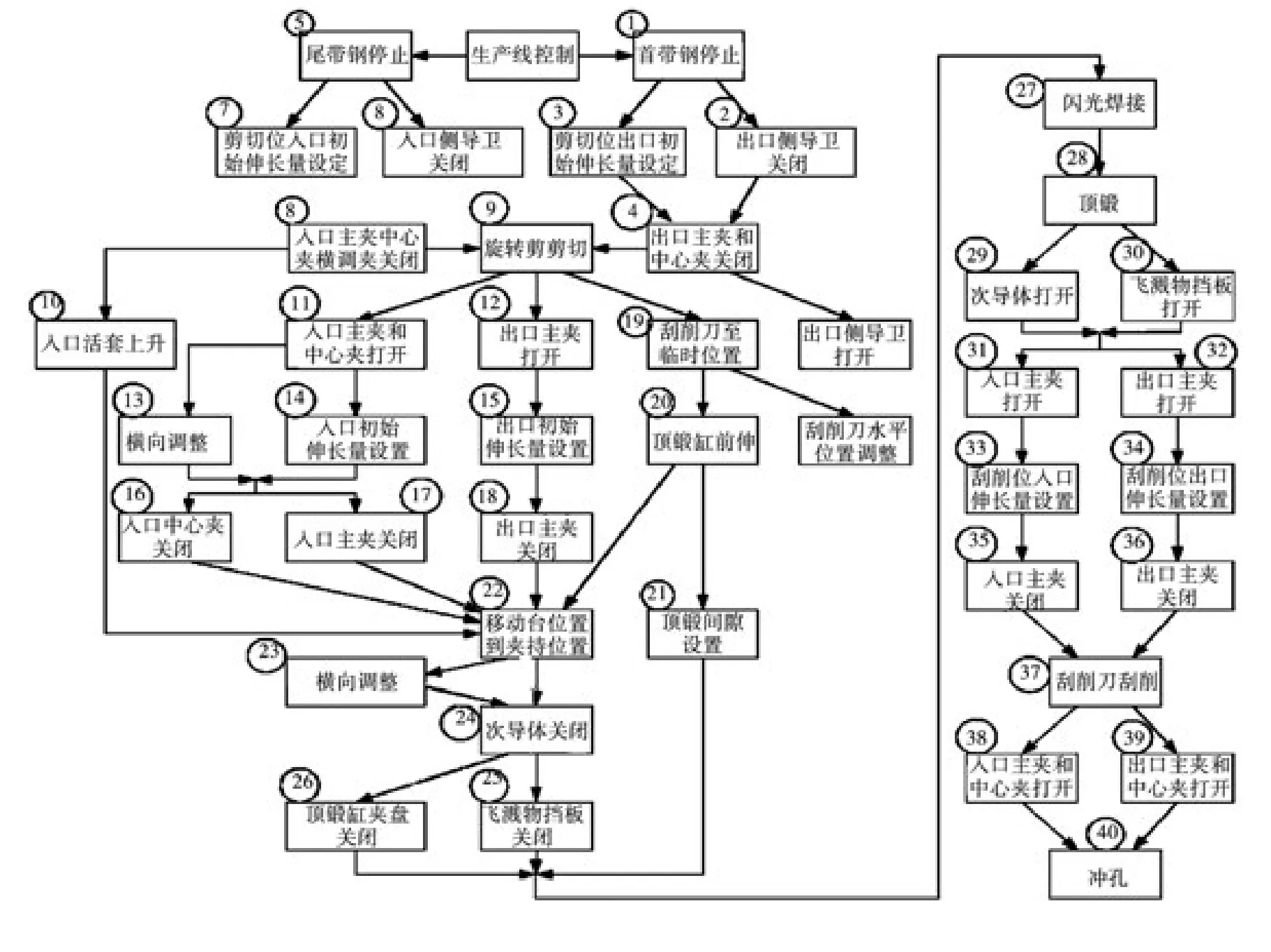
图1 NMW-C1250S焊机焊接主要工序
1.2 闪光焊机工序介绍
2 影响焊机质量因素归纳并逐一排除
因焊缝质量缺陷而引起断带的原因复杂而多样,与有带钢本身的冶金方面化学成分、材料不均甚至有夹层有带钢板形状况有关。比如有波浪变形、锈蚀、断面厚度不均等原料问题。本文主要着重解决因机械设备、工艺参数、电气控制方面等因素引起的焊缝缺陷,以实现焊缝质量稳定可靠的控制。
2.1 焊缝缺陷的描述和检验
常见的焊缝缺陷多种多样,其中比较常见的有焊缝断面错位、焊穿、虚焊等,而有些焊缝目测良好,一旦经过轧机就断,主要因为其焊缝强度不够,其中错位发生最为频繁并且又有多种形式比如某个固定位置断面局部错位,或者错位的区域不停的随着每次焊接发生变化,一会在中间区域,一会又在两边等等。检测焊缝质量的方法有目测法,即仅凭肉眼观察焊缝表面的齐整情况,对于焊缝强度不够的缺陷,我们可以用配套的设备进行杯凸实验对焊缝进行更为准确的判断,杯凸实验在最小、最大、中等规格带宽实验带上检查5至10个点,要求对于所有的钢带沿焊缝的裂纹出现率小于等于20%。
2.2 影响焊缝质量的机械因素
通过了解焊接的工序,我们知道上述介绍的工序中主要有带钢带头带尾的剪切工序、对中工序、夹紧工序和焊接过程中的闪光和顶锻工序以及焊机后续的焊缝刮削工序对焊缝质量起着重要的影响。因此要结合实际的焊接工序确保每一道工序的准确高效完成,才能确保焊接质量的可控和稳定。
(1)焊接前工序之一是旋转剪对带钢带头带尾进行剪切,确保带头带尾的断面齐整性。但是要想获得较好的齐整性必须要求:a)旋转剪剪刃足够锋利,上下剪刃间隙在0.20~0.30mm之间,剪刃不够锋利或间隙过大就会出现带钢带头带尾被撕扯断而产生S形断面;b)上下剪刃重合位置的高度以及旋转剪与电极下表面的平行度等均有严格要求,以及旋转剪本体中心线与横移轨道方向有一个向外的倾角(见相关技术资料)必须要保证,否则会出现剪切后的带钢WS侧边部产生上翘或下垂现象导致断面不齐整无法满足焊接要求。综上分析如果带钢断面剪切后出现上述描述的现象,就要逐步排除上述列举因素直至现象消除。
(2)刮刀的高度零位调整如果出现偏差,往往也会导致焊缝被刮深甚至直接导致带钢在焊缝处被刮穿撕裂,或焊缝表面刮浅了而出现凹凸不平和焊渣残余,一旦发现上述现象就要及时对刮刀进行零位复核和调整保证焊缝质量。
(3)电极状况不好,焊缝断面错位的发生大部分由于电极表面的不平整、过度磨损以及水平度不够引起的,如果上下电极表面出现麻点、凹坑,过度磨损,就会导致夹持在电极中的带头带尾断面发生凸起、凹陷而影响带钢与电极的接触性,从而导致电阻局部变大,局部电流变小影响闪光效果,过度磨损就会使被电极夹持的带头带尾的无法受到完全约束上下有一定的游动余量,在焊接顶端过程中,带钢接头断面就会在强大的顶端力挤压下而发生错位。所以一但出现焊缝错位,在入口电极水平高度调整无效的情况下,要考虑用百分表对出入口下电极表面的水平度进行复核,必要时在电极与电极模间加垫片以改善电极水平度,同时上下电极端面差值安装时也要控制在1mm以内,否则尤其是在焊薄板情况下由于其刚度不够,顶锻时接头断面也会发生错位。2.3影响焊接质量的工艺因素
焊接过程中影响焊缝质量的主要工序就是闪光和顶锻,如果主要工艺参数设置不对,直接影响焊缝质量,比如闪光时间、闪光电流不够就会出现焊不透现象,这种焊缝缺陷往往焊缝表面比较齐整并无异样,一旦过轧机就会段带。顶端时如果顶端初始间隙实际值不对、DS与WS两侧顶端距离不同步,顶端压力过大均会导致焊缝缺陷。其中初始间隙过小和过大,会导致顶端不够和过顶端,导致带头带尾融合不够或无法融合。我们可以通过压铅实验对其实际值进行测定并通过顶端缸头部调整螺母进行调节。如果WS、DS两侧顶端距离不一就会导致两侧顶端效果不一,焊缝质量差,必须将两端的顶端差值控制规定范围内。因此在生产中就需要我们定期对焊机顶锻WS、DS两侧顶端距离进行复核比较,如果发现数值差超过0.5mm,就要及时进行调整以恢复精度要求。另外如果顶端压力过大时,焊接薄板时往往会导致焊缝两端焊平中间搭焊即断面出现台阶的现象。因为薄板刚度不够在顶端压力过大时,接头断面极易错位,发生搭焊。
3 结语
焊峰出现质量问题的原因错中复杂,一定要根据现场焊缝缺陷的实际情况进行判断,并更具上述可能对应的原因逐个排查,对于系统的各种精度要求要逐一核实并恢复到出厂精度,确保焊缝质量的高品质,减少不必要的损失。
[1]薛垂义.NMW-C1375FS自动闪光对焊机[J].电焊机,2007:64-67.
[2]荣 茜,孙新学,卢 宁,等.闪光焊接技术在无头轧制系统中的应用研究[M].焊接技术,2007.40-45.
