八钢A高炉长寿管理与生产实践
2015-08-20王雪超何玉娟
王雪超,何玉娟
(宝钢集团八一钢铁有限公司,乌鲁木齐830022)
宝钢集团八钢公司新区A高炉有效容积2500m3,设有30个风口,3个铁口半岛式布置。采用了无钟炉顶、皮带上料、砖壁合一的薄壁内衬、铜冷却壁、软水密闭循环炉体全冷却结构、炉缸陶瓷杯等技术。
设计利用系数2.2(设备能力2.5),焦比360kg/t,煤比160kg/t(设备能力220kg/t),一代炉役(不中修)寿命15年。
开炉至今,高炉逐渐进入长寿护炉期,同时炉缸侧壁出现了局部侵蚀,风口小套破损频繁,中套因有害元素富集而上翘,15段冷却壁不同程度出现根部剪切,8段铜冷却壁漏水等现象,严重制约炉况的稳定顺行。2014年6月,高炉进行为期七天的检修,针对冷却壁漏水等问题进行穿管、更换,彻底根除漏水对炉况的影响。
1 高炉长寿技术
1.1 设计上使用全冷却方式,炉体16层冷却壁,关键部位使用铜冷却器。冷却方式为串联式软水密闭循环。冷却系统有关参数见下表和图:
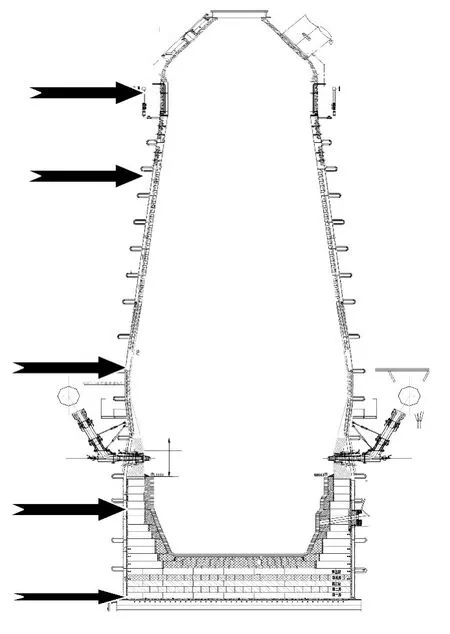
图1 冷却系统示意图
1.2 炉缸耐火材料为超微孔碳砖加刚玉质陶瓷杯的复合结构
1.3 高炉炉体监测
炉体的监控分为温度的监控和对热负荷的监控。温度监控分为以下种类:(1)对无固定测量仪表,认为必须检查和保护性监测到的部位,如表1。
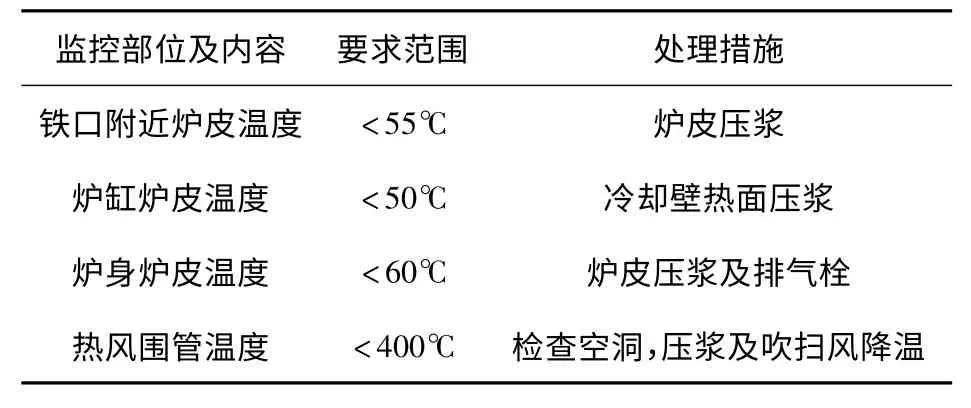
表1 必须监控部位温度及措施
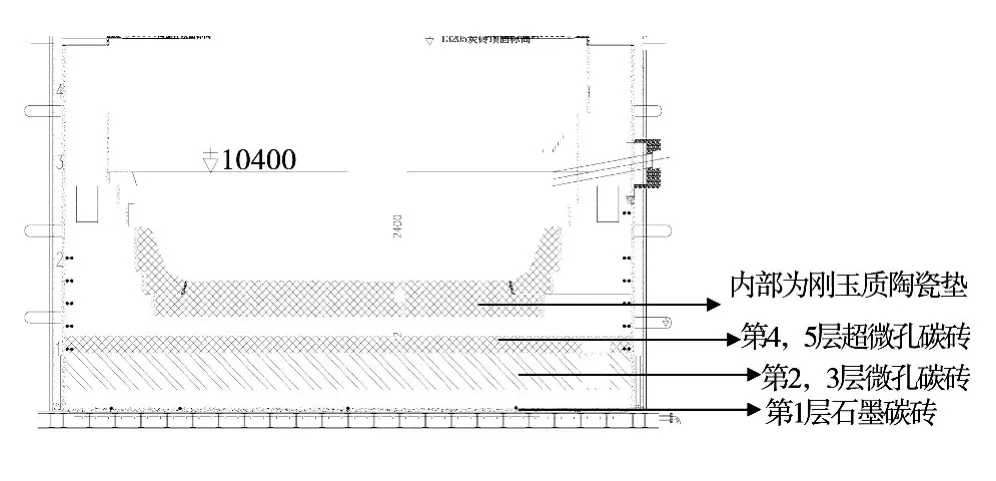
图2 冷却系统下部成份构成
(2)对固定测量仪表,分区、分段作统计,超过规定值及时处理。(3)利用测温的区域平均热电偶温度和热负荷值预警高炉出现的变化。
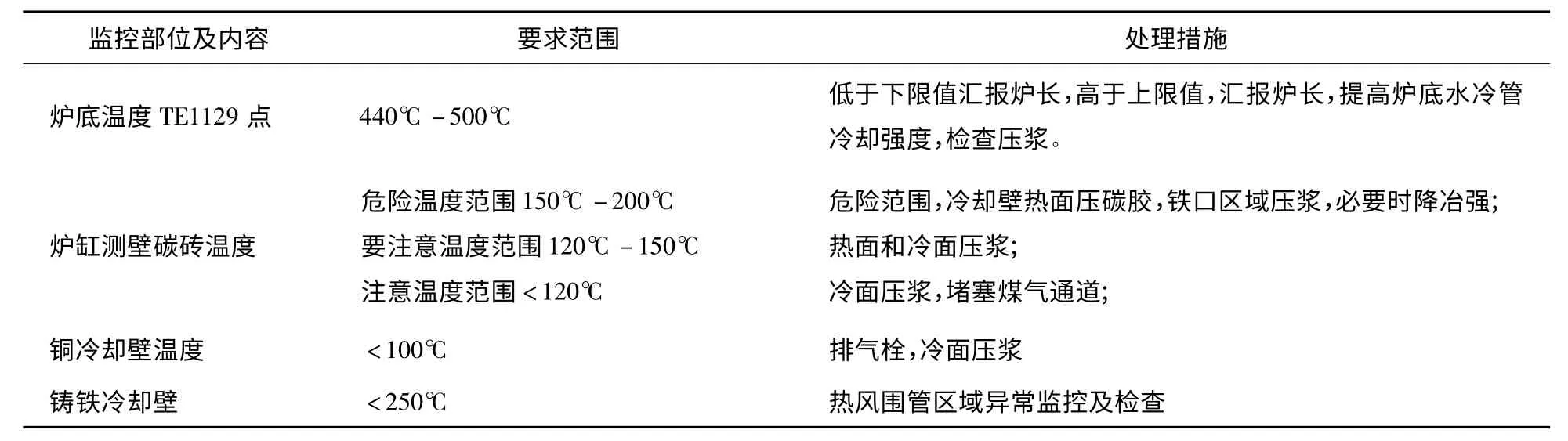
表2 温度监控分类
利用测温热电偶的各个区的温度进行分区分段的检测,并结合冷却壁4个区热负荷波动值,给中控提供高炉操作炉型的变化的部分依据。冷却壁的每个区热负荷波动范围在1 700MJ/h~2 500MJ/h,超出上下限,则对炉墙出现的变化予以关注。
冷却壁的温度监控比热负荷变化快,可对铜冷却壁的状况监控。对最低温度和变化频次的观察,有助于监控炉腹等热段的状况。目前,A高炉的铜冷却壁温度范围:炉腹和炉身在45℃~65℃之间,炉身下部两段在55℃~80℃之间。
2 生产操作思路
2.1 强化本体冷却
一般在炉龄的中后期,通过加大冷却水量,以保证冷却壁前端的附着物,实现稳定炉型。因前期受到多块漏水冷却壁的影响,高炉被迫降低单区水量,以此减少漏水量。开炉后,逐步恢复水量,由前期的800m3/h提高至1 050m3/h,同时降低软水进水温度,进而保证水温差控制在5~6℃左右。
2.2 精细日常操业监控
通过炉顶成像、一字测温以及冷却壁侧壁温度,对煤气分布进行分析,并针对Z值、W值,对布料制度适当调整,达到维持中心气流,在炉况顺行情况下,适当发展边缘气流,但杜绝过分发展边缘气流,避免影响高炉长寿。由前期的 调整为,有效的降低煤气流速,提升煤气利用率,进而降低热负荷,减轻气流对炉墙的冲刷。同时在送风制度上,逐步统一风口直径以及风口长度,采用520×120mm,保证煤气流分布合理。
2.3 加强炉缸侧壁监控
对于炉缸部位各点的热电偶,利用长、短期休风更换、恢复故障点,此项工作的重点是加强炉缸侧壁的温度监控。通过灌浆消除铁口区域可能存在的煤气通道,改善铁口煤气火状况。
3 具体操作措施
(1)冷却壁“再生”修复技术。八钢高炉对冷却壁剪切的单根水管,采取单根水管穿管“再生”修复技术,使冷却壁重新恢复工作状态。穿入的新水管可维持2年或更长时间。对整块冷却壁内的四根水管全出现剪切的,进行整体更换,同时对15段冷却壁出现的龟裂,进行勾缝,喷涂,有效控制冷却壁的恶化。
(2)内衬喷涂。高炉进行降料线,对高炉内衬在炉腹下沿至炉喉钢砖下沿区域喷涂造壁,进而降低侧壁温度。
(3)本体压浆。高炉在生产过程在,炉缸及本体部位的热胀冷缩使砖衬中产生气隙,利用检修开孔后进行压浆处理。
(4)布料作业和气流分布的调整。布料强调稳定,但不宜过强的中心气流,根据八钢原燃料的条件以及自身炉况,中心温度控制400℃,同时炉顶煤气温度控制在200℃左右,保证一定的中心气流,可进而有效的控制有害元素的富集。
(5)炉前作业管理。稳定一定深度的铁口既能改善侧壁工作状态也能在活跃炉缸,强化炉缸工作状态。对炮泥性能及炉前开口操作方法的管理,既能保证铁口深度,又可得到操作上的便利及降低成本。铁口深度一般维持在3 400~3 500 mm。
(6)降低高炉设备故障率。频繁的设备故障,致使高炉休慢风,进而对炉内各部的温度产生较大的起伏。
(7)调整上翘、变形风口。对上翘的风口中套进行更换,在更换的过程中,清理中套底部的碳砖、渣铁,填充耐火材料,延长中套上翘周期。
4 结语
(1)高炉长寿管理应是个长期的工作,伴随着整个炉役,制订高炉长寿管理制度,技术人员监测炉衬温度、冷却壁温度变化以及风口工作状况,通过各种手段对高炉长寿情况定期给出分析报告;
(2)提高高炉的操作水平,重视各项操作制度的制订,并严格贯彻执行,严格控制冶炼强度。高炉操作炉型的合理控制是高炉操作的重中之重,直接影响到高炉生产及炉况稳定水平;
(3)严格控制冷却系统的检测力度,强化冷却制度管理,作好中部调剂。进一步稳定软水水质和保证高炉冷却所需的水量和水压。
高炉生产是一项综合调剂和系统管理的工程,随着炉龄进入中期,应继续坚持精料方针,加强调剂和管理,稳定炉况,继续强化冶炼,同时摸索延长高炉寿命的措施,实现高效与长寿,获得最大的经济利益。
