西林钢铁300m2烧结自动加水专家系统研究
2015-08-20邹春龙
邹春龙
(西林钢铁集团有限公司 检修公司,黑龙江 伊春153025)
烧结混合料加水就是在消化器一次混合机和二次制粒机中加入适量水,使混合料维持在一个合理的水分范围,促进制粒,进而增强物料透气性。混合料加水系统的测量和控制主要包括:原料燃料溶剂水含量测量,一、二次混合后物料水含量测量,一次二次混合加水量的检测和控制,依据一混二混水含量(主要是一混)来报警控制,通过将各种模拟量信号送入PLC来实现实时监视和控制。由于混合料水分的非均匀性,以及检测参数的偏差和控制延后,导致混合料水分的精确控制一直是烧结过程控制的难点之一。西林钢铁自动加水专家系统通过原料水分检测,一混水量添加、一混水分检测,二混水量补充、二混水分验证的方法取得了较好的效果。
1 自动加水专家系统
1.1 配料室原料水分的跟踪测量计算(理论部分)
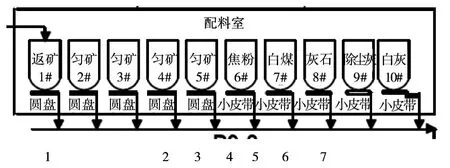
图1 自动加水专家系统
1.1.1 混合料量干量计算
混合料量=混匀矿量+返矿量
混合料水量=混匀矿水量=混匀矿量×混匀矿水分率×0.01
混合料干量=混匀矿量×(1-混匀矿水分率×0.01)+前混合干量+140球
混合料量=混匀矿量+返矿量+140球替代设定值{3-5kg}
混合料水量=混匀矿水量=混匀矿量×混匀矿水分率×0.01+140球替代设定值×140球水分率×0.01(140球水分率人工输入)
混合料干量=混匀矿量(1-混匀矿水分率×0.01)+140球替代设定值×(1-140球水分率×0.01)+前混合干量+109除尘灰
混合料量=混匀矿量+返矿量+109除尘灰{1-4kg}
混合料水量=混匀矿水量=混匀矿量×混匀矿水分率×0.01
混合料干量=混匀矿量×(1-混匀矿水分率×0.01)+109除尘灰替代设定值+前混合干量1.1.2混合料水量计算
混合料水量=焦粉量×焦粉水分率×0.01+前混合料水量
混合料干量=焦粉量×(1-焦粉水分率×0.01)+前混合干量
1.2 混合料水量计算
1.2.1 混合料加水量(白煤)
混合料加水量=白煤量×白煤水分率×0.01+前混合料水量
混合料干量=白煤量×(1-白煤水分率×0.01)+前混合干量
1.2.2 混合料加水量(灰石)
混合料水量=灰石量×灰石水分率×0.01+前混合料水量
混合料干量=灰石量×(1-灰石水分率×0.01)+前混合干量
1.2.3 混合料加水量(除尘灰)
混合料水量=除尘灰量×除尘灰率×0.01+前混合料水量
混合料干量=除尘灰量×(1-灰石水分率×0.01)+前混合干量
1.2.4 混合料加水量(白灰)
混合料水量=(白灰加水量-白灰量×白灰CaO含量×0.32×0.01){计算值<0按0计入}+前混合料水量
混合料干量=白灰量+(白灰量×白灰CaO含量×0.32×0.01)+前混合干量
混合料量=加水白灰量+前混合料量
1.3 水分调节
目前正常情况下1#-10#下料量一般为
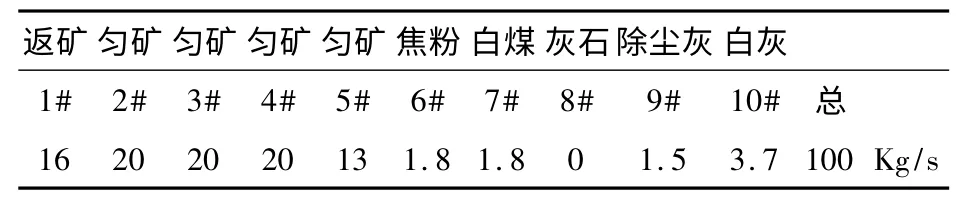
表1 下料量表
一混水加水调节:
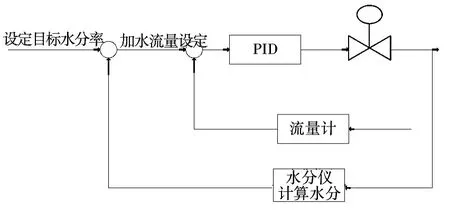
图2 水调节示意图
一混计算水分率=一混内平均水分率=一混内干料÷一混内混合料×100
calmspcor_601:=WaterW_SUM/(WaterW_SUM+DryMat_SUM)×100;
一混内干料/总量AC_vector.waterw130to295
一混测量水分率=一混出口水分仪值
调节使用水分率=一混计算水分率×(1-测量水分率权重)+一混测量水分率+测量水分率权重
目标加水量(加水量设定)=目标水分率×一混入口混合料量-一混入口水量
2 一、二混加水自动调节
2.1 一混加水自动调节:
2.1.1 一混加水设定输出:
设定输出方式为调节阀最基本的控制方式,观察一、二混加水控制调节画面上的一混加水调节阀状态指示灯,确认调节阀在自动调节状态和一混加水关断阀在打开位置,置位一混加水设定输出按钮(W1_SD),根据混合料湿度要求,操作人员设定一混加水调节阀开度(0-100),调节阀按此设定输出值工作。
2.1.2 一混加水单独调整:
观察一、二混加水控制调节画面上的一混加水调节阀状态指示灯,确认调节阀在自动调节状态和一混加水关断阀在打开位置,置位一混加水单独调整按钮(W1_DT),并给出预期的一混加水本地设定值(W1_LSP),同时复位一混加水设定输出按钮(W1_SD),程序经过运算自动计算出一混加水调节阀开度并输出,使实际加水量尽可能与预期值一致。
2.1.3 一混加水串级调整:
观察一、二混加水控制调节画面上的一混加水调节阀状态指示灯,确认调节阀在自动调节状态和一混加水关断阀在打开位置,置位一混加水串级调整按钮(W1_CJ),并给出一混目标水份率(TM-1),同时确保一混加水设定输出按钮(W1_SD)在复位状态,程序将根据一混目标水份率计算出一混加水调节阀开度并输出,使一混水份保持在目标水平。
2.2 二混加水自动调节:
2.2.1 二混加水设定输出:
设定输出方式为调节阀最基本的控制方式,观察一、二混加水控制调节画面上的二混加水调节阀状态指示灯,确认调节阀在自动调节状态和二混加水关断阀在打开位置,置位二混加水设定输出按钮(W1_SD),根据混合料湿度要求,操作人员设定二混加水调节阀开度(0-100),调节阀按此设定输出值工作。
2.2.2 二混加水单独调整:
观察一、二混加水控制调节画面上的二混加水调节阀状态指示灯,确认调节阀在自动调节状态和二混加水关断阀在打开位置,置位二混加水单独调整按钮(W2_DT),并给出预期的二混加水本地设定值(W2_LSP),同时复位二混加水设定输出按钮(W2_SD),程序经过运算自动计算出二混加水调节阀开度并输出,使实际加水量尽可能与预期值一致。
2.2.3 二混加水串级调整:
观察一、二混加水控制调节画面上的二混加水调节阀状态指示灯,确认调节阀在自动调节状态和二混加水关断阀在打开位置,置位二混加水串级调整按钮(W2_CJ),并给出二混目标水份率(TM-2),同时确保二混加水设定输出按钮(W2_SD)在复位状态,程序将根据二混目标水份率计算出二混加水调节阀开度并输出,使二混水份保持在目标水平。
3 结论
西林钢铁烧结混合料自动加水专家系统采用跟踪测量、模糊控制等技术,解决了烧结混合加水中水分控制的难题,在西林钢铁300m2烧结配混系统中应用后,均取得了满意的效果。
[1]中国冶金建设协会.钢铁企业过程检测和控制自动化手册[M].北京:冶金工业出版社,2000,559-561.
[2]范晓慧.烧结过程数学模型与人工智能[M].中南大学出版社,2002-07-01.
[3]李绍铭,孟凡亮.烧结配料过程的模糊控制[J].烧结球团:第32卷3期
