热连轧厂钢卷打捆机的保养维护
2015-08-20王晓
王 晓
(山东钢铁股份济南分公司薄板厂,济南250101)
钢卷打捆机是热轧带钢生产线不可缺少的设备。钢卷打捆包装是钢卷运输、存储、发货的前提。钢卷打捆机能否正常使用直接影响轧线生产节奏和产品外观质量。济钢热连轧厂生产线采用的是日本NH-32型全周向自动打捆机。下面就该型号打捆机的保养维护与故障处理进行简要总结。
1 热轧钢卷打捆包装概况
目前,热轧带钢轧钢自动化程度不断提高,轧制速度不断提高,低效率的手工包装根本无法满足生产要求。钢铁企业都非常重视钢卷包装,以保证安全运输、提升产品档次为目的,在轧线上采用了全自动化钢卷打捆机,基本实现了钢卷包装自动化[1]。
对应热轧带钢产线而言,钢卷打捆机一般位于卷取机之后、钢卷检查线之后。打捆机一旦停用,将直接影响生产效率。热钢卷温度在400~500℃,暂无法人工打捆,未经及时打捆的钢卷会产生松卷,不利于后续运输和吊装。
目前,在冶金行业,整体来看打捆包装的机械化程度还有很大提升空间。全自动钢卷打捆机涉及机械、电气、气动、控制等多个专业,零部件精小而繁琐,加之工作环境恶劣,对保养维护提出更高要求,对故障排除处理也带来一定难度。

图1 NH-32型打捆头装配图
2 济钢热连轧厂打捆机布置与主要动作过程
济钢热连轧厂全自动打捆机共有4台,全部整机进口自日本KOHAN KOGYO公司。其中每3台卷取机后各布置一台打捆机,编号1#2#3#打捆机;钢卷检查线后布置一台,编号4#打捆机。卷取机后的打捆机直接对出来卷取机的钢卷进行打捆,检查线后的打捆机对取样喷号后的钢卷进行打捆。
1-3#打捆机主要由以下几部分组成:打捆头一套、捆带分配器两台、捆带导槽一组、摇臂装置一套、捆带接触检测开关一套、捆带起吊一套、电气控制系统一套、气动控制系统一套。
4#打捆机主要由以下几部分组成:打捆头一套、垂直缠绕式捆带分配器一台、捆带导槽一组、打捆头升降装置一套、走行小车一套、捆带接触检测开关一套、捆带起吊一套、电气控制系统一套、气动控制系统一套。
1-3#打捆机的动作时序为:下导槽前进→捆带穿绕→预夹紧并活门打开→打捆头前倾→捆带收紧→上卡扣剪捆带→打捆头下导槽活门复位→预送带。设计动作周期为34.5s。
4#打捆机的动作时序为:小车前进→下导槽伸出→捆带穿绕→预夹紧并活门打开→打捆头下落→捆带收紧→上卡扣剪捆带→下导槽复位→打捆头上升活门复位→预送带→小车复位。设计动作周期为:一道次46.5s,二道次78s,三道次109s。
3 济钢热连轧厂打捆机的机构性能
济钢热连轧厂所用钢卷打捆机的动力源为压缩空气。打捆所用的捆带为高强度抗拉热轧带钢。打捆机的重点保养和维护围绕压缩空气和捆带这两条主线展开:压缩空气的清洁度和润滑效果,捆带与设备零部件接触导致的零部件磨损。一般保养维护围绕打捆机正常使用过程中零部件的动作磨损和老化展开。总之,打捆机的保养维护主要工作是:润滑、清洁、恢复。
3.1 打捆头的机构与性能
济钢热连轧厂使用的FA-32NH动力打捆头主要由以下几部分组成:送带与收紧装置、上卡扣装置、活门装置。其中送带与收紧装置由送带轮、气动马达、气动压力调整系统、机械压力调整机构等组成。
送带轮与被动轮形成夹送机构,捆带从其间通过。送带轮即捆带牵引轮,表面花纹;被动轮为表面光滑轮。气动压力调整系统可以调节马达的工作压力,机械压力调整机构可以调节送带轮与被动轮的夹紧程度。气动马达是送带轮的动力驱动装置。
气动马达在捆带的输送和收紧过程中提供动力。该气动马达有高低两种传动比的的齿轮传动机构,传动比的切换通过气动阀的切换实现。在捆带绕过钢卷打捆过程中,一旦达到刚收紧的程度,马达另一侧的检测装置测速电机转速下降,信号控制换向阀切断马达气源,马达暂停转。检测马达的该检测装置在马达暂停转后,重新激发收紧信号,该信号引起马达内部的低速比齿轮传动,直到将捆带收紧至预先设定的1400kg拉力,马达驱动的送带轮虽然停转,但是依然保持收紧状态,直到封带装置的切口器给卡扣打切口并通过剪刃剪断捆带为止[2]。
收紧压力可以通过连接气动马达管路上的压力调节阀或者通过调节螺栓调整弹簧张紧度来实现。
3.2 上卡扣与封带装置
当捆带围绕钢卷一圈,捆带末端通过卡扣位置,停止送带。卡扣设定在封带装置的钳爪位置。停止信号是由捆带末端触碰形成开关实现的。当捆带有部分重叠时候,小气缸驱动封带装置作用钳爪对弹出的卡扣进行预夹紧。在每一个打捆周期完成后卡扣会自动弹出下一个卡扣。预夹紧是对卡扣进行边部往里的有限折叠,折叠的程度取决于钳爪的力度,钳爪的力度取决于气缸的行程。
封带装置保持预夹紧状态,开始收带直至达到理想的捆带张力。当达到设定的捆带张力时候,钳爪会用力夹紧卡扣,四片切口器在卡扣边部打上切口。这样可以有效防止松卷。同时,动静刀头相对运动,将捆带切断。
打捆周期完成后,设备复位。卡扣弹出器会从卡扣仓里顶出一个新的卡扣置于钳爪之间。
封带装置包括钳爪、切口器、动静刀头及各种连接件。气缸是上卡扣环节的动力源。这些动作包括:小气缸为钳爪预夹紧提供动力,大气缸为卡扣封装和剪切提供动力。卡扣弹出气缸驱动弹出器动作。
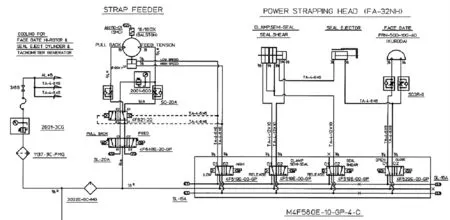
图2 打捆头气动原理图
打捆头有一个活门装置,可以开闭,动作由一个小马达驱动齿轮实现。当捆带穿过导槽时,活门是关闭的;当捆带在打捆头位置产生局部重叠,然后卡扣预夹紧后,活门打开,打捆头前倾至钢卷位置收带。打捆周期完成后,打捆头复位,活门关闭,进入下一个周期。
4 全自动钢卷打捆机保养维护
4.1 操作要点
关于操作步骤与上述打捆头的动作时序是一致的,按照动作时序去操作就可以顺利操作打捆头完成动作。需要特别说明的两点有:一是,卡扣放置于卡扣仓后,要平缓放开小车把手。小车下方有带簧,小车作用在卡扣上起到压紧的作用,如果突然放手,小车会剧烈冲击打捆头位置的卡扣弹出器。二是,首次送捆带时候,要确保捆带头部接触到打捆头的送带轮。这样,再操作送带时候,捆带能更加顺利穿过导槽。
4.2 保养与维护
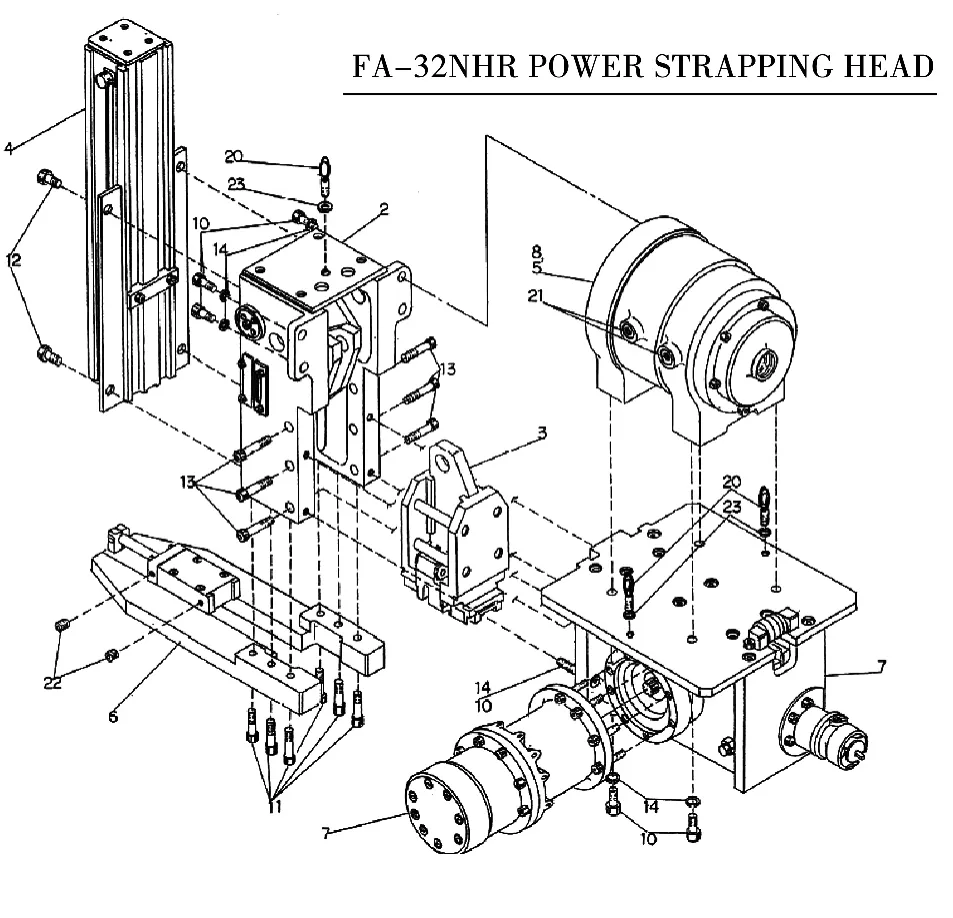
图3 图1.NH-32型打捆头立体分解结构图
为保证设备的正常使用,对FA-32NH打捆头的预防性保养维护是很有必要的。比如送带轮、刀具等易磨损件需要定期检查,设备内部的尘屑及污物及时清理等,操作检查设备动作是否到位等。
每周要做的工作有:检查捆带切口、卡扣边部切口及切口夹紧程度,如果存在缺陷,比如切口不平滑,卡扣夹不紧等,应考虑更换刀具或者钳爪,或者两者同时更换,进一步检查切口器是否存在崩刃情况。检查通过送带轮的捆带是否存在打滑痕迹,即印痕不清晰。如果存在捆带打滑问题,则需要进一步检查送带轮的花纹,用钢丝刷清扫送带轮表面的铁屑,检查花纹是否存在严重磨损情况。如果捆带印痕不清晰,同时送带轮花纹磨损严重,应考虑更换送带轮。检查捆带剪口是否平滑,于静刀头上方滑动动刀头,检查两片刀具的间隙,如果间隙超过0.2mm,则需要调整封带装置。如果刀具发生崩刃,则需要更换刀具。
每月需要做的工作有:分解拆卸封带装置;清洗封带装置的各零部件,然后加机械油润滑;清洗送带轮花纹;检查油雾器油位并加油;各干油润滑点补充干油。
4.3 主要检修预案
送带轮的清扫工作:在线清扫可以从机头面板着手,拆卸机头面板处滑板,露出送带轮即可进行检修工作;拆卸清洗或者更换送带轮,需要从驱动被动端拆卸,分别拆卸端盖、定距环、止动挡圈、挡环等,然后将送带轮移除。送带轮的拆卸需要专用工具,长螺栓可以作用专用工具使用,齿形挡环取出最好制作专用工具。
封带装置的拆装工作:首先需要将打捆头内的捆带抽出,钳爪处于缩回状态,然后拆卸下卡扣弹出器,拆卸打捆头面板,最后投出封带装置最里侧的连接销轴,即可将整个装置拉出。如果不能顺利抽出封带装置,可以稍微松一下其正上方的卡扣仓的固定螺栓。封带装置的多个连接板、销轴等结构近似,拆卸前最好拍下初始状态照片,拆卸时候按顺序摆放,确保清洗完毕后能顺利回装。钳爪、动刀头、静刀头都是该装置的一部分,一旦损坏,单独在线更换是无法实现的,因此建议准备好封带装置组件以实现故障的迅速排除。
4.4 润滑方案
需要重点关注的润滑部件有:马达、齿轮、连接销轴、封带装置、气缸和阀。
稀油润滑主要针对气动部件。油雾器安装在管路上,通过压缩空气将润滑油雾化后带进气动元件。润滑油建议采用ISOVG32,粘度过大将给气动部件带来不必要的阻力。机械传动部件,采用干油润滑,极压锂基脂即可。关于打捆机的稀油润滑油,需要特别注意,一是油液务必洁净,否则带入气动件,加速密封破损;二是注意油品选择粘稠度务必适应气温环境,否则一旦停机且遇到低温天气,粘稠度过大的润滑油将影响气动件动作灵敏度。
4.5 捆带与卡扣的要求
加强对捆带发蓝和打腊要求,捆带保存注意防潮防锈。否则,铁屑积聚在打捆机内部,会加剧部件,尤其是送带轮和刀具的磨损。
4.6 生产事故处理注意事项
出现堆钢后,冷卷的钢卷直径较大并且不规则,须确认卸卷小车在往打捆站运卷时候钢卷没有挂擦到打捆头配管后再前行,避免热钢卷长时间停在打捆站对打捆机进行持续烘烤。如果废卷卷取后无法通过捆带门,还需要对打捆机捆带导槽进行拆除。采取对打捆头局部高温隔板保护措施,以保护机旁控制柜阀组和配管。非自动打捆时,须确认移动导槽收回后再取卷,避免运卷小车撞坏导槽。
[1]于革刚等.钢卷包装现状与发展趋势浅析[J].冶金设备.2005年4月第2期.总第150期.
[2]KIKIWORKSKOHAN KOGYO CO.,LTD.OPERTATING AND MAINTENANCE MANUAL OF INSPECTION LINE BADING MACHINE FOR JINAN IRON AND STEEL GOUPCORP.Jul.2005.MGFNO.0455.
