浅析十里铺东南公路桥钢管拱制造工艺
2015-08-19河南水利建筑工程有限公司
□毛 娟(河南水利建筑工程有限公司)
1 工程概况
十里铺东南公路桥桥宽16.50m;桥长173.30m,桥梁荷载等级为:公路-Ⅰ级。该桥为一跨下承式钢管混凝土拱桥,全桥共设两榀拱肋,拱肋计算跨径为160m,矢高32m,肋间中距为20.16m,拱轴线为悬连线,拱轴系数m=1.17,矢跨比1/5。每榀拱肋由4根上下弦管[规格为φ900×14(18)]、竖腹管(规格为φ299×10)、斜腹管(规格为φ299×10)及平联管(规格为φ402×10和φ600×10)焊接成桁式截面。截面高度3.60m,宽度2.10m,上下弦管每隔2.70~3.20m设置一道加劲环。
2 钢管拱生产控制流程
本桥的钢管拱的生产控制流程如图1所示。
3 工程材料及使用要求
3.1 拱形钢管主体
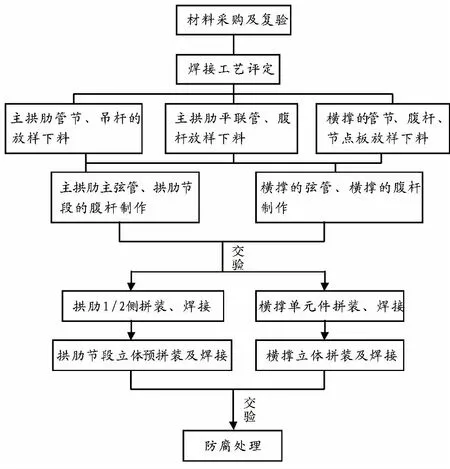
图1 钢管拱的生产控制流程图
本桥拱形钢管主体设计采用Q345qD主材。主拱肋上、下弦管采用φ900×18/14焊接管;主拱肋上、下平联管采用φ600×14无缝钢管;主拱肋斜腹杆及竖腹杆采用φ299×10无缝钢管;吊杆竖向连接管采用φ273×12无缝钢管;横撑上、下连接弦杆采用φ600×10焊接钢管;横撑竖向、斜向腹杆采用φ299×10无缝钢管;拱座铰接处铰轴钢管采用直缝焊接钢管φ402×16(1125mm×8件);钢材质量应符合国家标准《桥梁用结构钢》的要求。
3.2 桥梁吊杆
本桥共设36组吊杆,选用的配套上索导管φ273×12无缝钢管、下索导管φ273×12无缝钢管必须保证吊杆锚环可以顺利穿过、又不得直径过大,以保证锚具螺母在上、下垫板上有足够的承压面积。一般以索导管内径大于锚环直径10mm为宜。
3.3 材料使用要求
第一,所有进场材料必须具有材质质量证明书,还应对钢材的外形尺寸、板厚作相应检查,板材表面不得有裂纹、气泡、结疤、折叠、夹杂,分层。钢管椭圆度;△/D≤±3/1000,直线度不大于L/1000,且≤4mm。
第二,材料使用前必须按有关标准进行材质和机械性能及化学分析复验;所有材料经复验后应经质量工程师及监理判定合格后方可投入使用;钢材复验按同一厂家、同一材质、同一规格、同一出厂状态,按10个炉(批)号抽验一组的批次;抽验不合格,应第二次检验,复验结果合格,可判定其余炉(批)号合格;若复验仍不合格,则应全数检验或退货处理。
第三,采用钢板卷制的直焊缝钢管,卷制方向与钢板压延方向一致。
第四,钢材的识别要根据设计材质的种类,对进厂钢材,均进行识别标识,分别采用标识色涂在钢板端面或板面上。
第五,下料后的余料应在板上标明材质、厚度及本桥用料的字样;钢材运输和存放过程中,应注意不使钢材出现永久变形和损伤,并注意保持其平整度。
第六,主拱法兰盘接头节段间联接采用法兰连接(安装时对接环缝用外包钢管焊接封闭),外包钢管现场封闭焊接区段长度为0.80m;法兰盘板厚24mm,采用M24(孔φ26)高强螺栓连接。
第七,在预制混凝土拱脚端面设置有钢拱座,拱肋首节段(即左、右预埋节段)端头设有铰接接头。
4 焊接方法及焊接材料
根据材料和设计规范选择本桥的焊接方法,并通过焊接工艺评定试验评审。具体如下:
4.1 埋弧自动焊
采用H08MnA(φ5)焊丝,配HJ431焊剂,焊材应满足《埋弧焊用低合金钢焊丝和焊剂》的要求。
4.2 CO2气体保护焊
工厂内采用实芯焊丝ER50-6(φ1.2),保护气体CO2的纯度≥99.90%(体积法),其含水量≤0.01%(重量法)。瓶装气体的瓶内压力不低于1MPa。ER50-6焊丝熔敷金属化学成份和力学性能应符合《气体保护电弧焊用碳钢、低合金钢焊丝》的要求。
4.3 手工电弧焊
采用E5015(φ3.20、φ4.00)药皮焊条。焊条熔敷金属化学成份、力学性能和扩散氢含量应符合《碳钢焊条》的要求,φ3.20用于定位焊。
4.4 焊接材料复验
第一,施工中第一次使用的焊接材料需要先对其进行必要的化学成分检验和对其熔敷金属力学性能进行认真的检测和测验。
第二,如果施工中出现连续使用相同一个厂家的且是同一型号的焊接材料的话,则需要对焊接材料的实芯焊丝分批次对其化学成分进行检验,并逐批对其厂家材料的焊剂熔敷金属力学性能进行必要的检查。
第三,如果对于同一种型号的焊接材料在使用过程中更换成其他的厂家,则施工人员需要对更换后厂家首批材料批号的产品严格按照有关标准对其化学成分和熔敷金属性能进行检查。
第四,在施工过程中操作人员应将采购的焊接材料存放在相对通风条件较好、空气比较干燥的地方,材料管理人员还需要按照焊接材料的种类、批号、型号、规格等对其进行登记造册和分类存放。
第五,如果出现了焊剂和焊条浸水或者潮湿的时候,在使用之前需要严格按照产品说明书对其进行晾晒或者烘干,当日操作中剩下没用完的焊剂焊条需要分别放在保温箱里存放,禁忌材料露天过夜在外存放。此外,还要对施工用的焊条焊剂的烘焙和取用情况进行详细认真的记录。
5 钢拱的制造程序
第一,钢管拱运输节段划分:主拱肋节段、横撑及检修梯等构件。
第二,钢管拱制作单元划分:主拱管节段(包含吊杆上锚箱构件)、横撑管节段、吊杆下锚固构件。
第三,弦管节段制作首件后进行验收、鉴定,应有完整的检测数据和工艺参数的记录,数据经检验全部合格后,以指导后续节段的制作。
6 钢管拱结构制造
本桥钢管拱所采用的材料为Q345qD,拱肋腹杆、横撑腹杆直径φ=299mm采用热轧无缝钢管,其余采用Q345qD钢板卷制焊接钢管。全桥跨度160m,按照设计图纸规定每单榀拱肋分为7段(预埋拱脚段除外),全桥1幅、2榀共计7×2=14节段。主弦管半桥分段如图2所示。
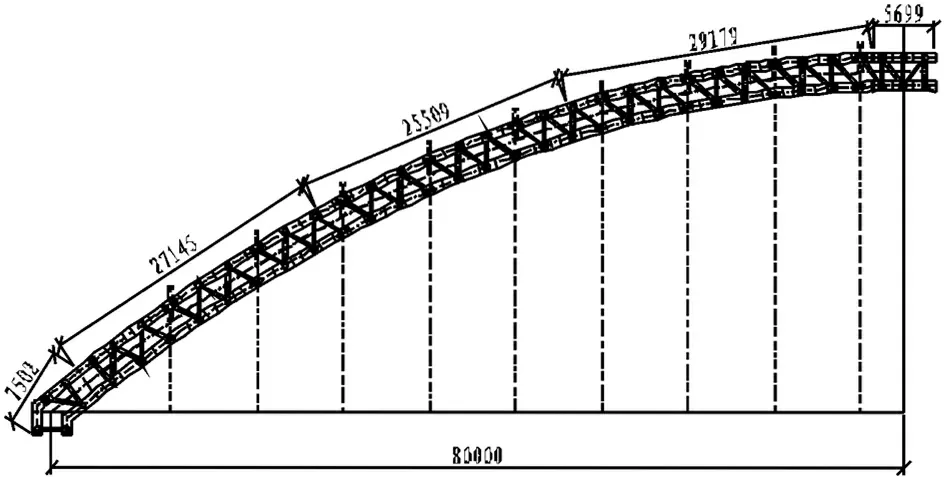
图2 桥梁主弦管半桥分段结构图
材料进厂后,应按照安装程序首先制造拱脚节段,然后放地样、作出主弦管卧式拼装地样坐标组装平台,横撑正装组装平台。根据本桥结构特点和吊装要求,具体方案要求如下。
6.1 技术工艺准备
施工图、材料排版图及工艺技术交底,主材、焊材的原材料复验及焊接工艺评定试验。
6.2 主弦杆管节制作
6.2.1 筒节放样
下料用计算机进行管节排版,然后将管节按长度进行归类,配制管节下料施工图,在下料胎型上,按照拱肋每个管节长度在钢板上进行大样的放制。采用半自动切割机下制卷管用料,并采用半自动切割机进行四周边缘坡口加工、并对卷管用料编号,检验合格后转至下道工序。
6.2.2 筒节预压头
预压头之前,先制作压头模具,管节内弧测量样板,然后在三辊卷板机上进行钢板压头处理,边压头边采用内弧测量样板进行测量,直到压头工序完成。
6.2.3 筒节卷制
将卷管用料吊运至三辊卷板机辊轴之间,转动辊轴,辊轴拖动钢板围绕上辊轴进行往复运动;在运动过程中,不断调整上下辊轴之间距离,以减小管径尺寸;在卷制管节过程中,采用内弧测量样板进行测量,直到管节纵缝闭合、点焊,完成管节的卷制。
6.2.4 筒节纵缝焊接
将筒节吊运至十字焊接机平台之上,纵缝两端装配引弧板,采用二氧化碳气体保护焊进行焊缝底层打底焊接;在铲磨掉焊缝药皮之后,使埋弧焊机焊丝位于纵缝中心线上,调整钢管纵缝位置完成之后,打开焊剂阀门、送丝开始焊接;埋弧焊接完毕之后,钢管内侧用碳弧气刨进行清根处理,打磨熔渣,直到锁底焊完成。钢管纵缝焊接的工艺顺序如下:
第一,钢管纵缝的焊接一定要在专用的胎架上面进行操作,纵缝两端安装的引、熄弧板的坡口形式与纵缝相一致。
第二,钢管连接端的开制与环缝相对应的坡口要与引、熄弧板一致,安装过程中要保证口面紧贴,确保焊接质量。
第三,焊缝焊接完且进行完无损检验后需用割炬对其进行切除和磨光。
6.2.5 校圆
将管节返回至三辊卷板机上,采用内弧测量样板、钢尺进行管节测量。校圆过程中,三辊不断对纵缝进行挤压,消除了焊接过程中纵缝内部产生的残余应力,提高了管节的使用性能。
6.2.6 节标记
按施工图纸要求对筒节进行编号标记,并将筒节按0°、90°、180°、270°分度线划分,满足管节组拼定位使用要求,标记要完整、清晰。
7 结语
钢管拱制造的精度质量控制,采用先进的设备和先进成熟工艺是基本保障,作为一名一线施工技术人员在有限的资源条件下,积累丰富的施工经验数据,掌握钢结构制造过程的一般规律,采取灵活有效的措施加以控制是非常必要的。
[1]肖卓贤,江平.对钢管混凝土主拱肋承载力计算方法的建议[J].中南公路工程,2001(04).
[2]刘贵江.洛阳市洛浦大桥钢管拱肋生产工艺[J].山西建筑,2002(02).
[3]孙潮,陈宝春.钢管拱肋的制作[J].福建建筑,2000(04).
